

서 론
최근 등장한 4차 산업혁명은 전 세계적으로 관심받고 있으며, 이에 관한 연구가 다양한 분야에서 활발하게 진행되고 있다. 세계경제포럼의 회장인 Klaus Schwab의 저서인 ‘제4차 산업혁명’에서 4차 산업혁명과 관련된 기술 중 하나로 3D 프린팅을 언급하였으며, 3D 프린팅 기술은 지속적으로 발전하고 있다(Schwab, 2016). 3D 프린팅 기술은 1980년대 후반에 개발된 기술이지만 2000년대 후반 3D 프린터의 적층 방식 중 하나인 FDM(fused deposition modeling) 방식에 대한 원천 특허권의 만료 및 3D 프린터 가격 인하로 인하여 3D 프린터 시장이 더욱 확대되었으며 3D 프린터의 보급률도 증가하였다(Han, 2014; Park, 2014). 3D 프린팅 기술은 건설, 전자, 우주 항공, 자동차, 의료 및 제약, 교육 및 패션 분야 등 산업 전반에 걸쳐 다양한 분야에서 기술이 활용되고 있으며 식품 분야에까지 확대되고 있다. 또한 각 분야에서 3D 프린팅 기술의 활용 방안과 적용성, 전망 등에 대한 논문과 보고서 등이 작성되고 있다(Espalin et al., 2014; Sun et al., 2015; Joshi and Sheikh, 2015; Tay et al., 2017; Liaw and Guvendiren, 2017; Vanderploeg et al., 2017). 그러나 다른 산업 및 연구 분야와 비교하였을 때 탄성파 축소모형 실험에서는 3D 프린팅 기술을 적용한 연구가 미비하며 연구현황이나 전망에 대한 연구가 수행되지 않았다. 따라서 본 논문에서는 탄성파 축소모형 실험에서의 3D 프린팅 기술 활용에 대해 파악하였으며, 추가적으로 국내에서의 3D 프린팅 기술을 활용한 탄성파 축소모형 실험에 대해 서술하였다.
3D 프린팅
3D 프린팅(3D printing)은 3차원 물체를 제작할 때 절삭 가공(subtractive manufacturing)의 방식이 아닌 적층 가공(additive manufacturing)으로 제품을 제작하는 기술이다(Kwak and Park, 2013; Lee, 2015). 적층 가공은 층(layer)을 겹겹이 쌓아 3차원 물체를 생산하는 기술이다. 일반적으로 3D 프린팅은 3차원의 물체를 모델링 하는 과정, 출력 과정이 있다. 3D 프린터는 CAD(computer aided design)를 이용하거나 물체를 스캔하여 모델링을 수행하고 모델링된 파일을 3D 프린터를 이용하여 적층 방식으로 3차원 물체를 출력한다(Atlantic Council, 2011). 1986년 Chuck Hull에 의해 SLA(stereolithography apparatus) 기술을 바탕으로 한 상용화 3D 프린터가 개발되었으며, Scott Crump에 의해 지금 대중적으로 사용되는 기술인 FDM(fused deposition modeling) 기술의 3D 프린터가 개발되었다(Crump, 1989). 이후에 IP(inkjet printing), CC(contour crafting) 기술 등 다양한 3D 프린팅 기술이 개발되었다(Khoshnevis, 2004; Vanmaele et al., 2007).
3D 프린팅은 3차원 물체를 출력 시 적층하는 방식에 따라 분류할 수 있다. ISO/ASTM 52900에 따르면 3D 프린팅 적층 방식을 7가지로 분류하였다(ASTM International, 2015). 적층 방식으로는 material extrusion, vat photopolymerization, powder bed fusion, material jetting, binder jetting, direct energy deposition, sheet lamination 방식이 있다(Table 1).
Table 1. Advantages and disadvantages of 3D printing additive manufacturing method
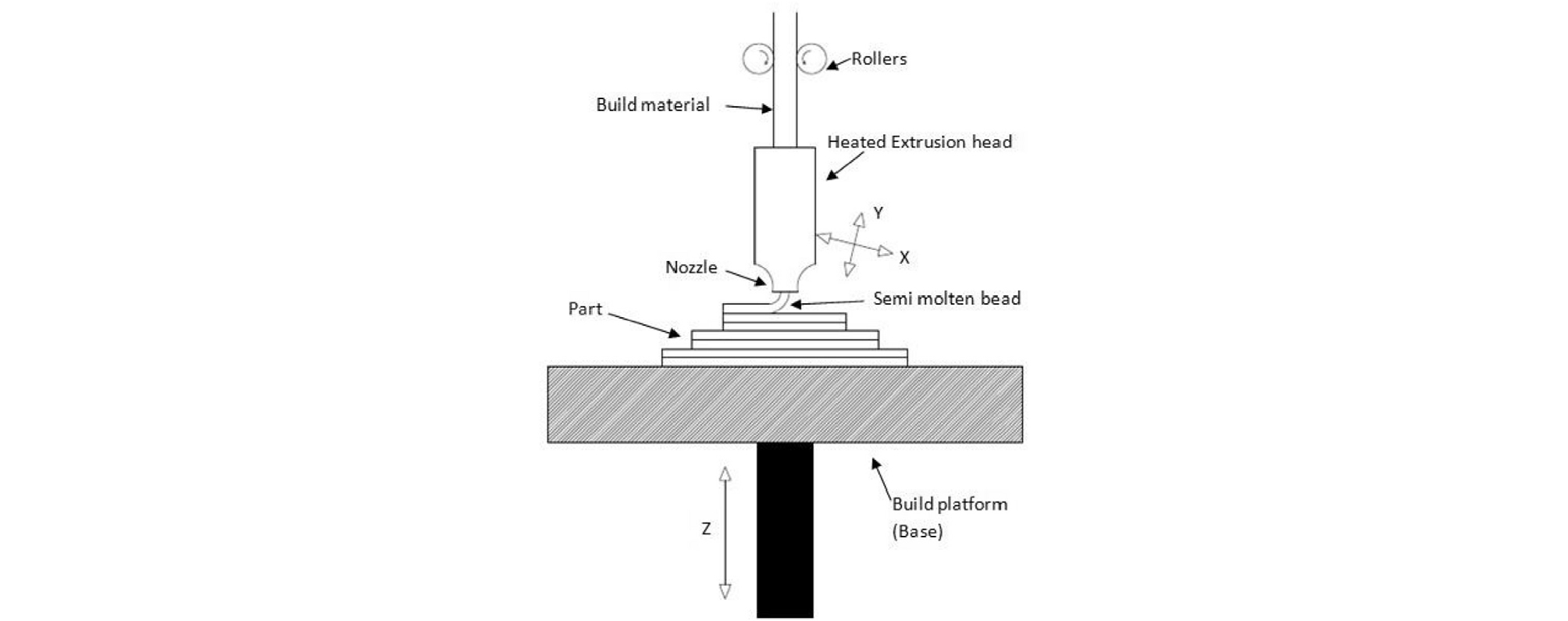
Material extrusion 방식은 열가소성 재질의 필라멘트 또는 와이어를 노즐 안에서 녹인 후 압출을 통해 출력하고 상온에서 고체화하여 적층하는 방식이다. 대표적인 기술로는 FDM(fused deposition modeling) 기술이 있다(Fig. 1). 사용되는 재질로는 대표적으로 PLA(poly lactic acid), ABS(acrylonitrile butadiene styrene), 나일론 등이 있으며 세라믹, 시멘트, 음식 등 다양한 재질을 사용할 수 있다(Shin, 2015; Redwood et al., 2017). 재질의 비용이 저렴하고 출력 속도가 빠르다는 장점이 있지만 상대적으로 정밀성이 좋지 않고 표면의 품질이 불량하기 때문에 후처리가 필요하다는 단점이 있다(Chohan et al., 2017; Redwood et al., 2017).
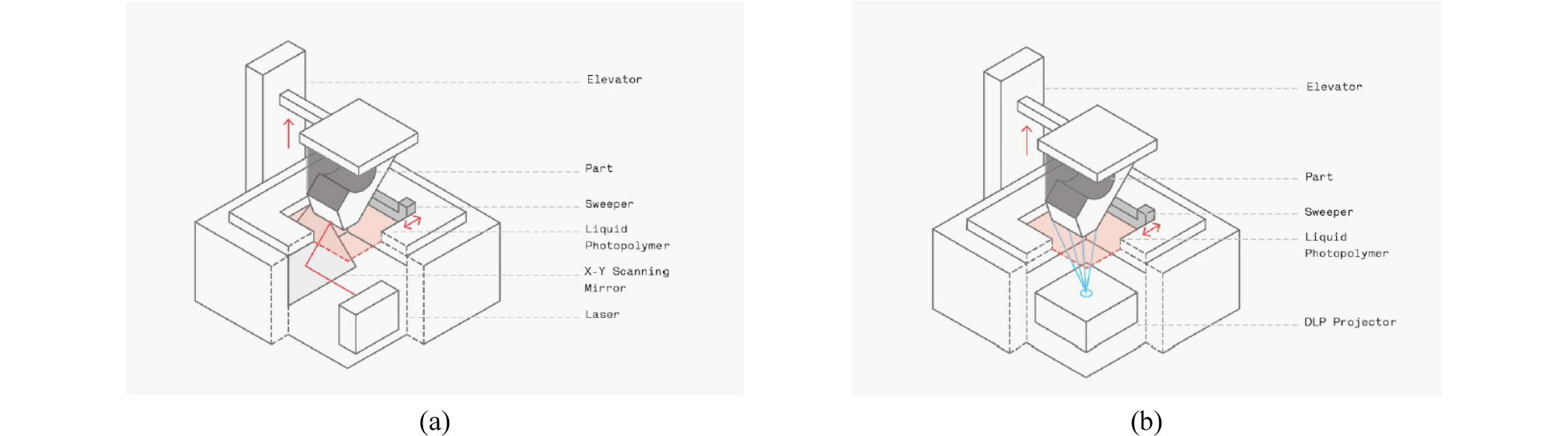
Vat photopolymerization 방식은 액체 상태의 광경화성 수지에 빛을 비추고 경화시켜 3차원 물체를 출력하는 방식이다. 대표적인 기술로는 SLA(stereolithography apparatus)와 DLP(direct light processing)가 있다. SLA는 자외선 레이저가 액체 상태의 광경화성 수지가 담긴 수조 안을 투과하면서 수지를 경화시켜 적층 제조하는 기술이며, DLP는 액체 상태의 광경화성 수지가 담긴 수조 안을 빔 형태의 빛을 투과시켜 적층 제조하는 기술이다(Fig. 2). Vat photopolymerization 방식은 표면이 매끄러운 출력물을 제작할 수 있으며, 높은 정밀성을 갖는다. 그러나 사용할 수 있는 재료의 수가 한계가 있으며, 직사광선으로 인하여 변형이 발생할 수 있다는 단점이 있다(Kwak and Park, 2013, Shin, 2015; Redwood et al., 2017).
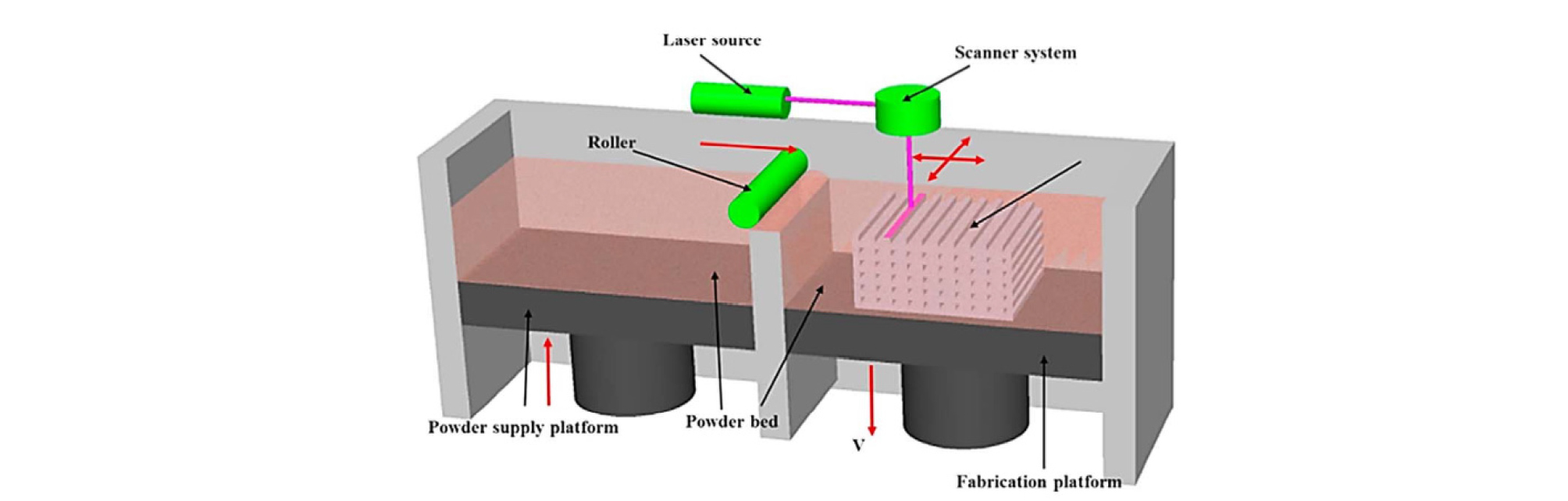
Powder bed fusion 방식은 분말 재료에 선택적으로 레이저 또는 전자빔을 조사(照射)하여 분말을 소결시킴으로써 3차원 물체를 출력하는 방식이다. 대표적으로 SLS(selective laser sintering) 기술이 있으며, 사용되는 분말의 종류에는 수지 및 금속이 있다. Fig. 3은 Powder bed fusion 방식의 3D 프린터 모식도로 베드에 도포된 분말 표면에 레이저 또는 전자빔을 조사하면 분말이 소결하고 이후 롤러가 그 위를 다시 도포하면서 적층하는 것을 확인할 수 있다. Powder bed fusion 방식의 경우 프린팅의 품질이 우수하고 복잡한 구조를 가진 출력물을 출력할 수 있다는 장점이 있으며, 다양한 재료를 사용할 수 있다. 다만 고도의 숙련된 기술이 필요하며, 공정 과정이 복잡하다는 단점이 있다(Redwood et al., 2017; Ngo et al., 2018).
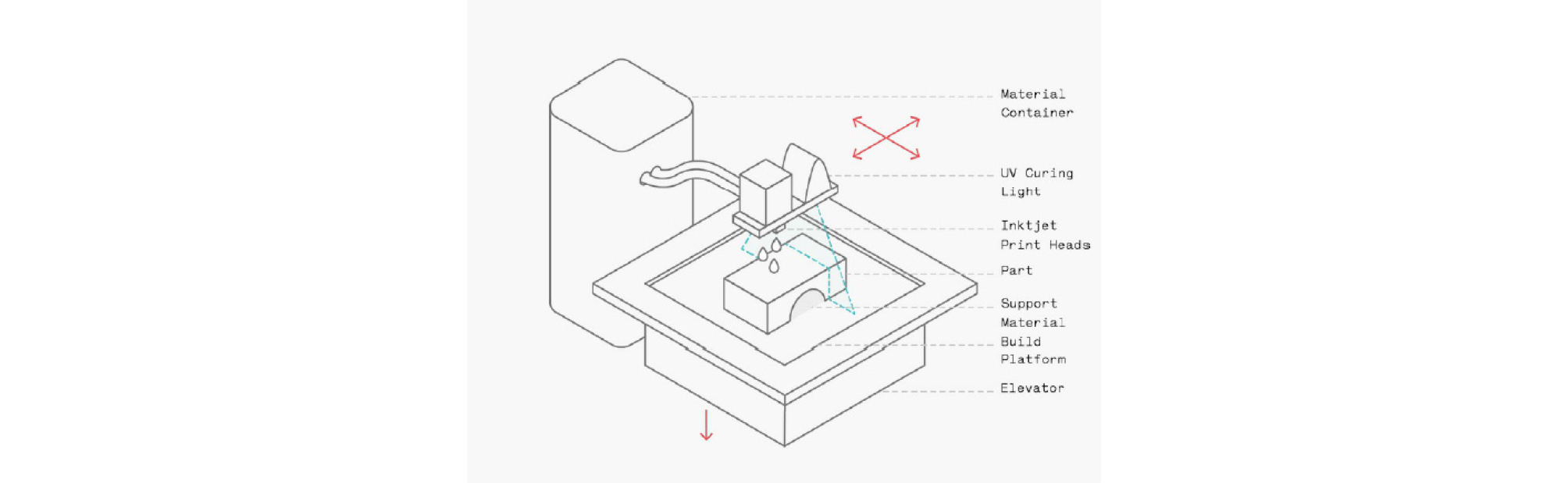
Material jetting 방식은 한 개 또는 다수의 잉크젯 헤드가 이동하면서 광경화성 액상 재료를 분출하고 분사된 재료에 자외선 광을 비춰서 경화시켜 출력하는 방식이다(Fig. 4). Material jetting 방식은 층이 전반에 걸쳐 경화가 되기 때문에 균질한 층이 적층되며, 재료를 혼합하여 사용할 수 있다는 장점이 있다. 그러나 출력물의 경도가 약하고 재료의 비용이 높다는 단점이 있다(Paek, 2015; Redwood et al., 2017).
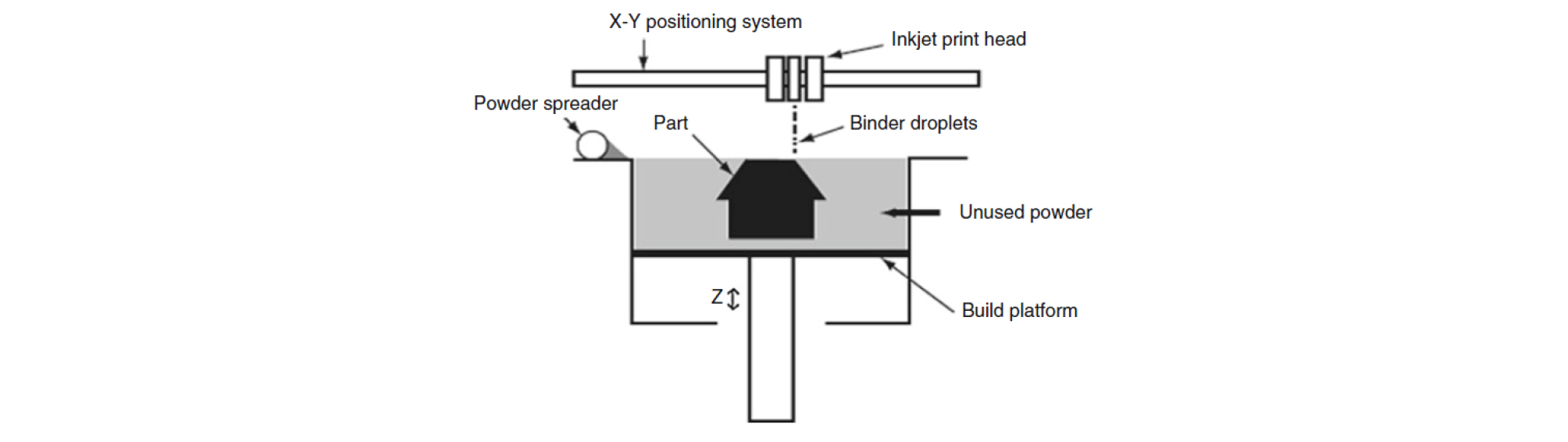
Binder jetting 방식은 SLS와 유사한 방식으로 적층되나 SLS와 달리 분말 표면에 자외선 광이 아닌 접착제를 분사하여 분말 입자를 결합시켜 물체를 출력하는 방식을 말한다(Fig. 5). 대형 출력물을 빠르게 출력할 수 있다는 장점이 있으며, 나선형이나 경사진 모델의 출력에 강점이 있다. 또한 결합되지 않는 분말을 재활용 할 수 있다. 그러나 material jetting 방식으로 출력된 출력물보다 정밀도가 낮고 출력물의 표면처리에 어려움이 있다(Gibson et al., 2015; Redwood et al., 2017).
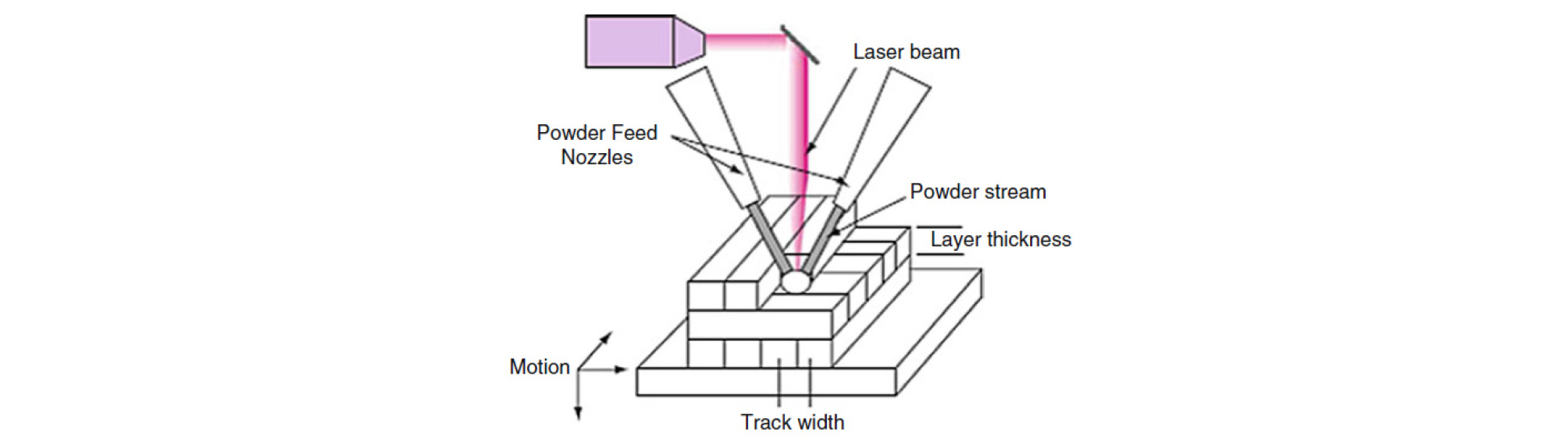
Direct energy deposition 방식은 재료를 공급하는 동시에 고출력의 레이저 또는 전자빔을 가하여 용융 및 접착시킴으로써 출력하는 방식으로 재료로는 주로 금속 분말을 사용한다. Fig. 6은 direct energy deposition 방식의 모식도 이다. 생산 시간과 비용 절감의 장점이 있으나 출력물 표면의 품질 및 정확성이 낮은 단점이 있다(Gibson et al., 2015; Shin, 2015; Redwood et al., 2017).
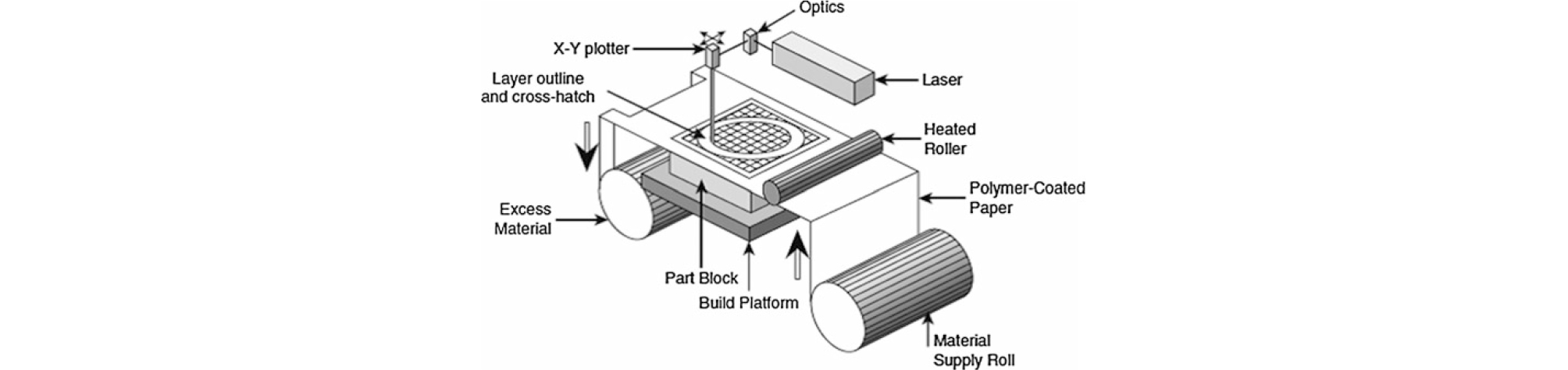
Sheet lamination 방식은 종이, 금속 시트 등을 접착제로 접합하여 적층하는 방식으로 재료를 접합한 후 조형을 통하여 3차원 물체를 제작한다(Kwak and Park, 2013; Shin, 2015). Fig. 7은 sheet lamination 방식을 나타낸 그림이다. Sheet lamination 방식은 큰 구조물 제작이 가능하나 복잡한 구조를 제작하기에는 한계가 있다(Redwood et al., 2017).
탄성파 축소모형 실험에서의 3D 프린팅 기술 활용
본 연구에서는 논문을 통하여 탄성파 축소모형 실험에서의 3D 프린팅 기술 활용을 파악하였다. 3D 프린팅 기술 활용을 파악하기 위한 연구내용 및 방법은 다음과 같다.
첫 번째로 국내외 물리탐사 분야의 학회지를 선정하였으며, 기간을 설정하여 논문을 검색하였다. 기간은 3D 프린터가 개발된 1986년부터 2018년까지이며, 국내의 경우 한국자원공학회(KSMER) 및 한국지구물리․물리탐사학회(KSEG)에서 발행하는 학회지를 선정하였다. 국외의 경우 Society of Exploration Geophysicists(SEG), European Association of Geoscientists and Engineers(EAGE)에서 발행하는 학회지와 Journal of Applied Geophysics, Geophysical Journal International을 선정하였다. 국내 학회지의 경우 ‘3D 프린팅’, ‘3D 프린터’로 키워드를 설정하여 검색하였으며, 국외 학술지의 경우 ‘3D printing’, ‘3D printer’로 키워드를 설정하여 논문을 검색하였다. 검색된 논문 중 3D 프린팅 기술 및 탄성파 축소모형 실험과 직접적인 관련이 없는 논문은 제외하였다. 탄성파 축소모형 실험에서의 3D 프린팅 기술 활용에 관한 총 논문의 수는 국내의 경우 1편이고 국외의 경우 7편이다. Table 2는 본 연구에서 활용한 논문의 목록이다.
Table 2. List of papers related to 3D printing
국내의 경우 Kim et al.(2017)이 material extrusion 방식의 3D 프린터로 출력한 출력물을 탄성파 축소모형 실험에 적용할 수 있는지 파악하기 위하여 필라멘트 종류에 따른 P파와 S파를 측정한 연구가 있다.
국외의 경우 Huang et al.(2015),Huang et al.(2016)은 material extrusion 방식의 3D 프린터를 활용하여 다공성을 가지는 큐빅 모양의 고체 모델과 페니 모양의 균열이 있는 모델을 출력하였다. 출력한 모델의 P파 속도 및 S파 속도를 측정하였으며, 추가적으로 출력 모델을 물에 포화 시킨 후 P파 및 S파 속도를 측정하였다. 또한 3D 프린터로 출력한 지층 모델을 탄성파 축소모형 실험에 적용할 수 있는지 확인해 보았다. Dande et al.(2017)는 material jetting 방식을 이용한 3D 프린터를 활용하여 균열이 있는 모델을 출력하였고 출력한 모델의 균열에 공기가 포화되어 있을 때와 프로판트(proppant)로 포화되어 있을 때의 탄성파 속도를 측정하여 특성을 파악하였다. 또한 Dande et al.(2018)는 material jetting 방식을 이용하여 출력한 VTI 모델을 물, 오일, 글리세린을 포화시켜 공극 내 유체와 유체의 점성에 따른 탄성파 속도와 이방성에 관한 연구를 수행하였다. Wang et al.(2018)은 material extrusion 방식의 3D 프린터를 활용하여 균열이 존재하는 지층 모델을 제작하여 해상환경에서의 탄성파 축소모형 실험을 수행하였다. 취득된 자료를 SI(scattering index) 방법과 FTF(facture transfer function) 방법을 이용하여 균열의 간격과 방향성을 파악하였다. Zerhouni et al.(2018)는 material jetting 방식을 활용하여 다공성 매질을 제작하였으며, 3D 프린터로 출력한 다공성 매질의 공극 크기 및 공극의 종횡비가 탄성 특성에 미치는 영향을 파악하기 위한 연구를 수행하였다.
상기한 논문들에 대한 종합적인 기술 활용을 분석하기 위하여 분류 기준을 설정하였으며, 분류 기준은 연도, 3D 프린팅 방식이다.
탄성파 축소모형 실험에서 3D 프린팅 기술 활용에 대한 흐름을 파악하기 위하여 연도별로 분석하였다. 2015년과 2016년에 각각 1편씩 게재되었으며, 2017년에는 2편, 2018년에는 3편이 게재되었다. 2010년대에 들어오면서 3D 프린팅 기술을 탄성파 축소모형 실험에 활용한 것을 확인할 수 있다. 2010년대부터 3D 프린팅 기술을 활용하여 탄성파 축소모형 실험 연구가 수행되었는데 이는 3D 프린팅 기술의 특허가 만료되어 3D 프린터가 상용화된 시점과 연구가 수행된 시점이 비슷한 것을 확인할 수 있다.
탄성파 축소모형 실험에서 활용한 3D 프린팅 방식에 따라 분류를 하였다. 활용한 3D 프린팅 방식은 2가지이며, material extrusion 방식과 material jetting 방식이다. 탄성파 축소모형 실험에서 활용한 3D 프린팅 방식은 주로 material extrusion 방식인 것을 확인할 수 있었으며, 국내외 논문 8편 중 87%에 해당하는 7편이 material extrusion 방식을 사용하였다. 다른 1편은 material jetting 방식을 활용하였다.
국내 연구 현황
앞에서 살펴본 바와 같이 국내에서는 유일하게 한국해양대학교에서 3D 프린팅 기술을 활용한 탄성파 축소모형 실험에 대한 연구가 진행되고 있으며, 이에 따라 국내 연구 현황은 한국해양대학교의 연구 현황에 대해 기술하고자 한다.
현재 한국해양대학교에서는 탄성파 축소모형 실험의 지층 모델로 활용 가능 유무를 파악하기 위하여 material extrusion 방식의 3D 프린터를 이용하여 다양한 재질을 정육면체 모양으로 출력 후 탄성파 속도를 측정하는 연구를 진행 중에 있다. Fig. 8은 재질에 따른 탄성파 속도를 측정하기 위하여 8가지 재질 중 일부인 PLA 재질과 ABS 재질로 출력한 변의 길이가 3 cm인 정육면체 출력물이다. 2017년에 수행한 연구는 4가지의 재질을 사용하여 탄성파 속도를 측정하였지만 현재는 8가지의 재질로 확대하였다. 또한 재질의 따른 물성 값을 취득한 후에 재질을 조합하여 지층 모델을 출력하고 출력한 지층 모델의 탄성파 단면을 취득할 계획이다.

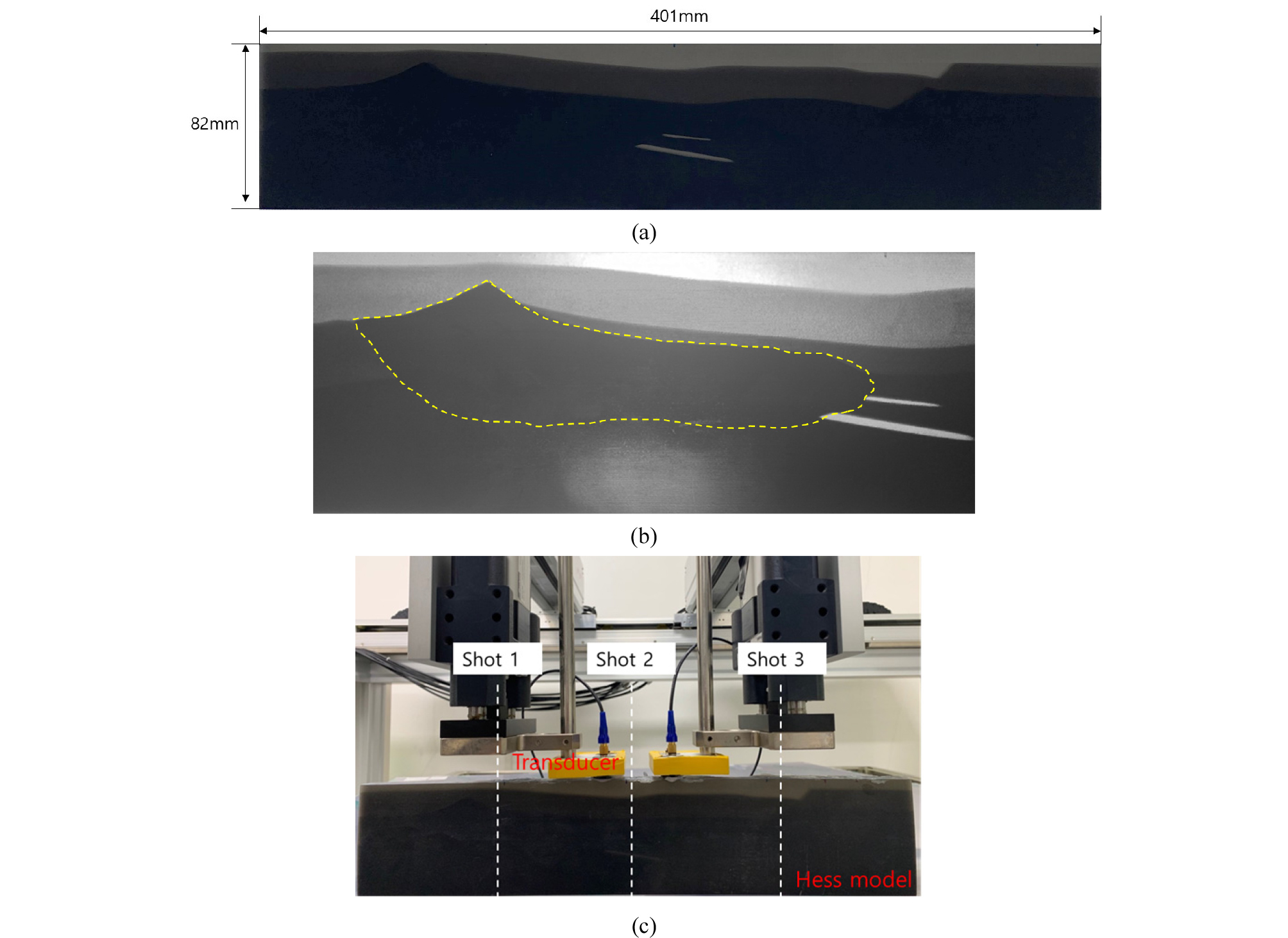
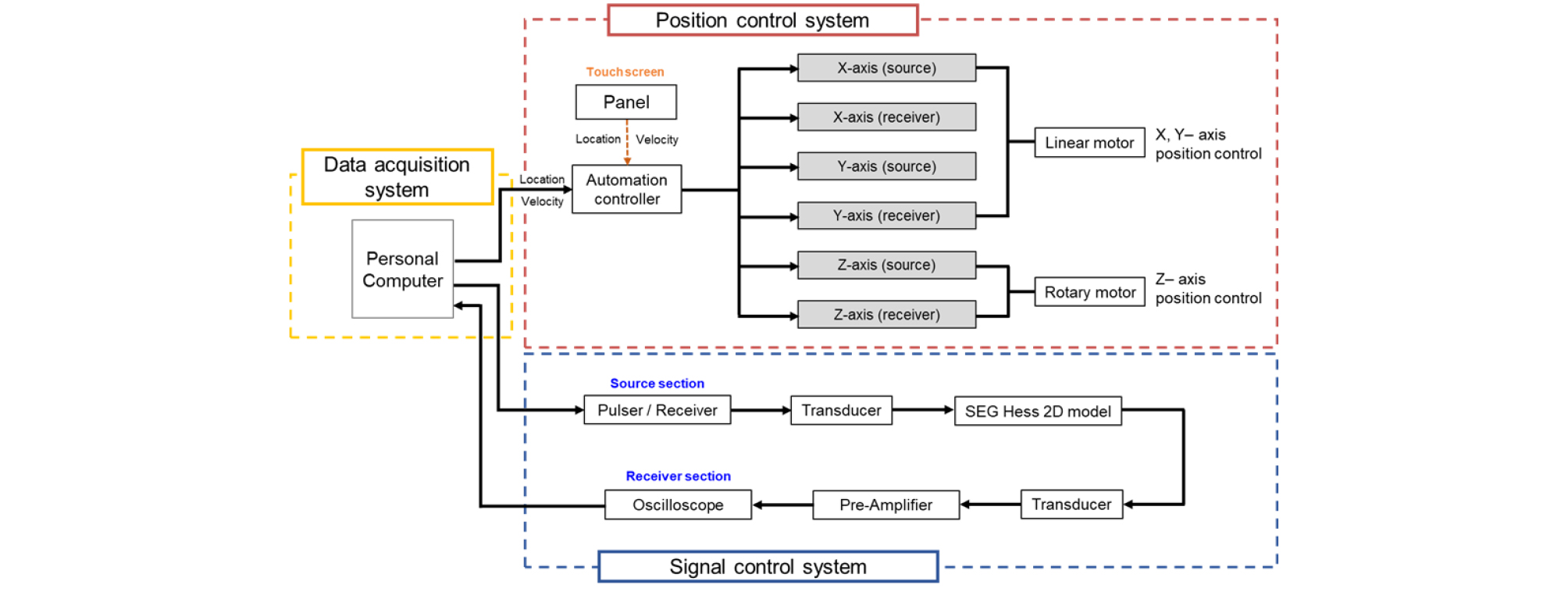
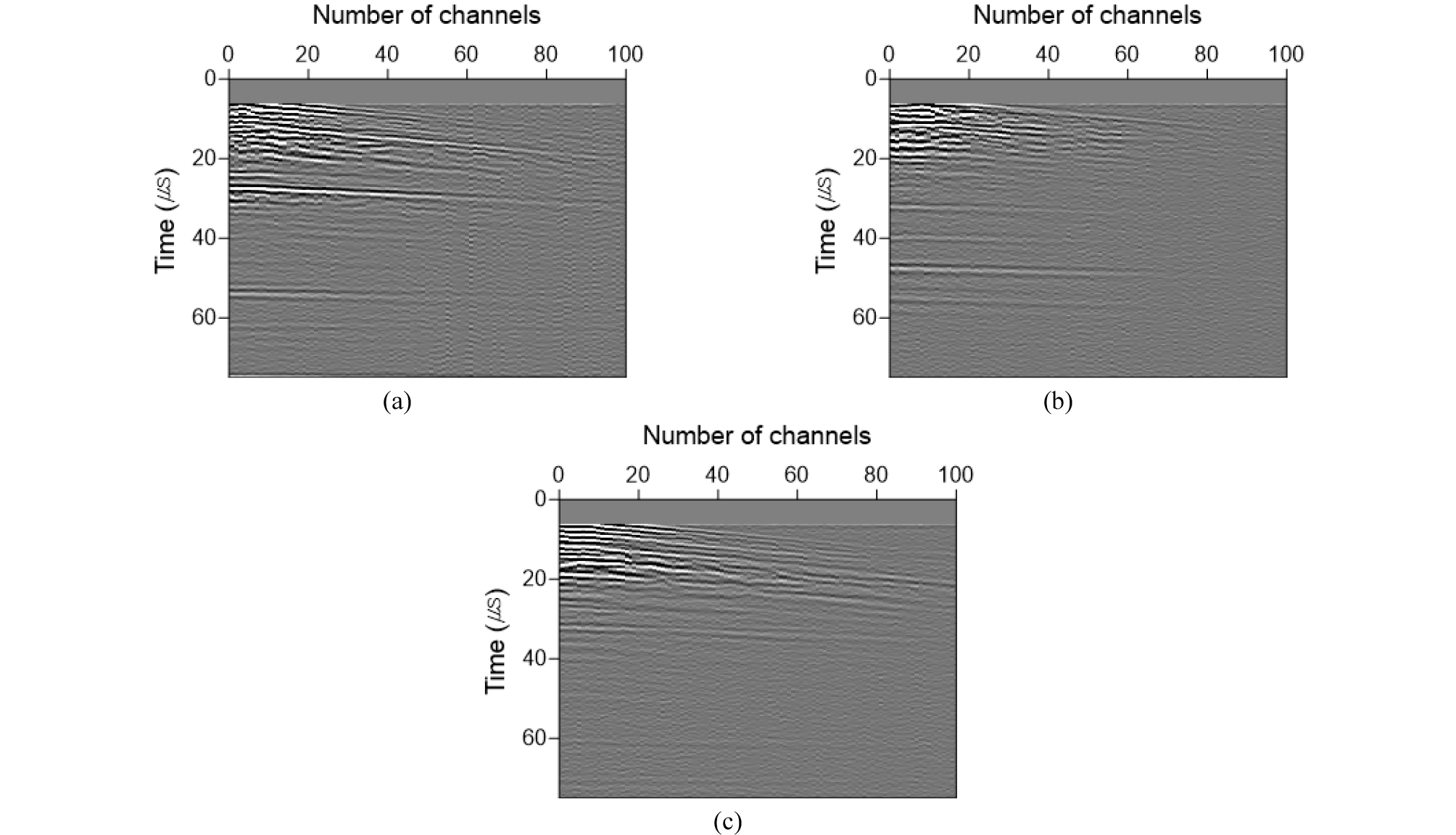
서울대학교에서 vat photopolymerization 프린팅 방식으로 제작한 SEG Hess 2.5D 모델을 활용하여 탄성파 단면 취득 및 자료처리에 관한 연구를 진행 중에 있다. Fig. 9(a)는 3D 프린터를 이용하여 출력한 모델이며, Fig. 9(b)는 Fig. 9(a)에서 암염 돔 구조 부분을 나타낸 그림이다. Fig. 9(c)는 3D 프린터를 통해 출력한 SEG Hess 2.5D 모델을 활용하여 탄성파 축소모형 실험을 수행하는 장면이다. 3D 프린터로 출력한 SEG Hess 2.5D 모델은 3D 프린터로 출력이 가능하도록 모델의 크기 및 지층의 구조를 수정하였다. 지층의 수를 4개의 층으로 수정하였으나 SEG Hess 2D 모델의 특징인 고속도층의 암염 돔 구조와 저속도층의 가스 부존지역, 단층 구조는 포함하고 있다. 탄성파 축소모형 실험을 수행하기 위하여 한국해양대학교에서 보유하고 있는 탄성파 축소모형 시스템을 활용하였고 SEG Hess 2.5D 모델에서 탄성파 자료를 취득하기 위한 탄성파 축소모형 실험의 흐름도는 Fig. 10과 같다. 음원 제어를 위하여 pulser/receiver를 사용하였으며, 음원으로는 중심 주파수가 1MHz인 트랜스듀서를 사용하였다. 수신된 신호의 증폭을 위하여 증폭기를 사용하였으며, 오실로스코프를 이용하여 신호를 수신하였다. Fig. 11은 SEG Hess 2.5D 모델에서 취득한 공통 발파점 모음으로 전기적 잡음을 제거하기 위하여 뮤팅을 수행하였다.
논의 및 결론
3D 프린팅 기술은 4차 산업 중 하나로 지속적으로 발전하고 있으며, 시장의 규모 또한 증가하고 있다. 앞서 연도별에 따른 분석을 살펴보면 2015년부터 탄성파 축소모형 실험에서 3D 프린팅 기술을 활용한 연구가 시작되었으며, 이는 3D 프린팅 기술 중 FDM 기술의 원천 특허가 만료됨에 따라 3D 프린터가 상용화된 시점과 비슷한 것을 알 수 있다.
3D 프린팅 방식에 따른 분석을 살펴보면 material extrusion 방식을 활용한 연구가 전체 논문 중 87%에 해당하는 것을 확인할 수 있다. 이는 3D 프린터 중 material extrusion 방식을 바탕으로 한 3D 프린터가 널리 상용화가 되었기 때문이라고 생각된다. 또한 다른 방식의 3D 프린터에 비해 가격이 저렴하고 접근성이 뛰어나기 때문에 material extrusion 방식을 활용한 연구가 활발하게 수행되었다고 생각된다.
수행된 연구를 분석해 보면 특정 대학에 집중되어 수행된 것을 확인할 수 있었으며, 이러한 경향은 계속 이어질 것으로 생각된다. 그 이유는 탄성파 축소모형 실험과 관계가 있다고 생각한다. 탄성파 축소모형 실험을 위한 장비를 구축하기 위해서는 시간적, 금전적 어려움이 동반되고 구축이 되어있어도 3D 프린터를 구매하여 3D 프린팅 기술을 활용하여야 한다. 따라서 탄성파 축소모형 시스템을 구축하고 3D 프린터를 보유하고 있는 특정 대학을 중심으로 연구가 수행될 것이라고 생각된다.
탄성파 축소모형 실험에서의 3D 프린팅 기술이 활발하게 활용되기 위해서는 보완할 점이 있다고 생각된다. 첫째로 출력 재질의 복합적인 활용이다. 탄성파탐사에 활용되는 지층 모델의 경우 매질의 물성 차로 인하여 지하 구조를 판별한다. 다양한 출력 재질을 활용하지 못한다면 물성 차를 고려하여 지층 모델을 설계 및 출력하기 어려울 것으로 판단되기 때문이다. 두 번째로는 3D 프린터의 정밀성이다. 실내규모의 실험의 경우 축소비를 설정하여 실험을 수행하는 경우도 있다. 3차원 출력물을 출력할 때 정밀성의 문제로 인하여 설계한 수치와 오차가 발생한다면 이는 축소비를 고려하여 단위를 환산하였을 때 큰 오차로 나타날 수 있기 때문이다. 마지막으로 적층 두께이다. 3D 프린팅 기술의 기본 원리는 적층 방식이다. 그러나 적층으로 인하여 등방성 매질을 출력하기 어렵다는 단점이 있다. 따라서 등방성 매질에 가깝게 출력할 수 있는 적층의 두께로 출력이 가능한 기술이 필요하다고 생각된다. 위에 언급한 사항이 보완된다면 탄성파 축소모형 실험에서 3D 프린팅 기술을 폭 넓게 활용할 수 있을 것으로 판단된다.
본 연구를 통하여 탄성파 축소모형 실험에서의 3D 프린팅 기술 활용에 대하여 파악하였으며, 국내에서의 탄성파 축소모형 실험에서 3D 프린팅 기술 활용에 대하여 서술하였다. 실제로 관련 연구가 거의 진행되지 않아 3D 프린팅 기술 활용을 파악하기 위한 대상 연구의 수가 충분하지 못한 점이 본 연구의 한계점으로 생각된다. 탄성파 축소모형 실험에서의 3D 프린팅 기술 활용에 관한 본 연구 내용은 탄성파 축소모형 실험에서 3D 프린팅 기술 활용에 대한 기초자료로 사용될 수 있을 것으로 예상된다.
