

서 론
바나듐(원소기호 V, 원자번호 23, 원자량 약 51)은 은회색을 띄는 전이금속의 하나로 전체 지각내 약 135 ppm정도 함유되어 있는 것으로 알려져 있다(KORES, 2020). 바나듐의 주요 용도는 특수강제 및 절삭공구, 항공기 재료, 초전도체, 촉매, 안료, 핵발전기 재료 등 다양한 분야를 포함한다. 이 중 철강분야 용도를 예로 들면 철강에 바나듐 첨가 시 합금의 강도, 경도 및 마모에 대한 저항성이 증대되며 내열성 및 내식성도 증대된다. 이러한 합금은 발전소용 터빈부품 같은 고부가가치 제품을 제조하는데 유용하게 사용된다. 이 외에도 화력발전소나 수송기관 내 질소산화물 등 불순물 제거를 위한 촉매 재료로도 바나듐이 이용된다(Lmtiaz et al., 2015; Wang et al., 2018). 향후에도 바나듐의 수요 지속 및 증대가 예상됨에 따라 이들의 안정적인 공급을 위해서는 회수 기술 확보가 필요하다. 일반적으로 바나듐 회수는 배소(Roasting), 침출, 정제 등을 공정을 통해 이루어진다(Liu et al., 2017; Wang et al., 2018; Tang et al., 2016). 바나듐을 함유하고 있는 광물은 매우 다양하며(KORES, 2020) 최근에는 다양한 Stone coal이나 슬래그 내의 바나듐을 회수하는 것도 연구 중이다(Liu et al., 2017; Wang et al., 2018).
이 중 바나듐이 함유된 철광을 배소공정에 적용할 경우 철광을 나트륨염과 혼합하여 킬른에서 배소하는 방식 즉 염배소 공정을 고려할 수 있다(Nam, 2020). 이 경우 나트륨염이 바나듐과 반응하여 수용성 바나듐산 나트륨이 형성되는데 이는 후단공정에서 용이하게 바나듐화합물이 침출될 수 있도록 한다. 참고로 아래 식 (1)에 (탄산)나트륨 염배소 반응식을 기술하였다.
또한 바나듐산 나트륨 침출 과정에서 불순물 이온의 침출이 억제되어 바나듐의 선택성 침출이 가능하다는 장점도 있다. 이러한 공정을 통해 별도의 추가 고도분리정제 과정 없이 고순도의 바나듐 화합물 회수가 가능하다. 따라서 바나듐의 침출 회수율을 높이기 위해서는 침출전단의 배소공정이 매우 중요하다. 바나듐 배소는 고온반응에서 이루어지기 때문에 다양한 형태의 킬른(Kiln)이 고려될 수 있는데 특히 본 연구에서는 다양한 형태의 광석을 균일하게 가열할 수 있는 로터리 킬른의 적용 여부를 조사하였다. 로터리 킬른은 원통형 킬른이 회전축을 중심으로 느리게 회전하며 축방향으로 약간 경사져 있는 특징을 지니고 있다. 킬른이 회전하면서 고상물질(광석 혹은 스크랩 등)의 혼합/파쇄 및 교반과 동시에 축방향 경사에 따른 중력과 고형물간 충돌로 킬른의 Head에서 End 부위로 이송된다(Boateng, 2008).
로터리 킬른의 장점으로는 다양한 원료에 적용 가능하고, 분쇄 등의 전처리 과정이 필요치 않으며, 처리목적에 따라 온도와 체류시간을 적절하게 조절할 수 있다는 점이다. 반면 내화재의 손상이 심하여 미연분과 비산분진이 많이 발생할 수 있는 단점을 지니고 있다. 또한, 다른 형태의 반응기에 비해 외부 표면적이 넓어 열효율이 비교적 낮다는 단점이 있다(Boateng, 2008). 따라서 로터리 킬른을 이용한 바나듐 배소가 타당한지 파악하려면 구조, 열유체 흐름, 광석의 이송, 운전 최적화 등 로터리 킬른에 관련된 다양한 메커니즘과 설계/운영 인자 측면에서 각 타당성이 면밀히 분석 및 규명 되어야 한다. 이는 방대한 연구와 실험을 필요로 하여 이를 본 논문에서 모두 다루기에는 한계가 있다. 특히 최근 연구추세는 로터리킬른 관련 복잡한 메커니즘을 이해하고 설계 최적화를 달성하기 위해 다양한 차원에서의 모델링이 수행되고 있다(Fan et al., 2015; Gaurav and Khanam, 2016, Wang et al., 2017). 이러한 모델링을 올바로 수행하기 위해서는 먼저 관련 핵심인자에 대한 철저한 이해가 필요하다. 따라서 본 연구에서는 국내 광산개발 현장에서 채취한 실험실 규모 염배소 예비실험결과와 유사광석을 처리한 로터리 킬른 관련 기존 연구결과를 바탕으로 가장 핵심적인 공정인자를 도출하여 이들 인자가 바나듐 염배소반응의 요구 조건에 부합한지 살펴보도록 한다.
이론적 배경 및 연구방법
본 연구에서 고려하는 로터리 킬른 처리 대상 원료물질은 국내 연천에 위치한 관인광산내 바나듐함유 티탄철광이다. 티탄철광의 조성 대부분은 자철석 등 산화철이며 그 외 산화티탄 및 규산 등으로 구성되어 있다. 바나듐의 함유량은 중량기준 1%를 하회하는 정도로 관찰되었다. 이 시료를 가지고 몇몇 조건을 변경시키면서 실험실 규모 회분식 예비 실험을 수행하였는데(Nam, 2020) 본 연구의 서론에서 언급된 만족할 만한 염배소 조건은 상기 회분식 배소반응 결과를 통해 도출된 것이다. 이러한 조건은 다음 장에서 더 구체적으로 논의될 것이다. 상기 예비배소실험 및 평가결과를 바탕으로 도출된 적정 배소조건이 로터리 킬른에서도 구현 가능한지 보기 위해 적정 온도조건이 포함된 철광석 열처리 대상 로터리 킬른 설계 및 운전 데이터를 확보하여 해당 킬른 운전시 온도분포나 광석체류시간 등을 파악하였다. 이때 중요 인자가 기존 연구결과문헌에 미포함된 경우는 해당 인자를 산정할 수 있는 모델 수식을 사용하였다. 이는 광석의 로터리 킬른내 체류시간과 평균 이송속도 그리고 광석층의 깊이에 관련된 수식을 포함한다. 특히 체류시간과 평균 이송속도의 경우 전술한 적정 배소시간 특히 적정 배소온도 구간에서 광석이 체류하는 시간이 중요하기 때문에 본 연구에서 핵심인자로 간주되었다. 한편 광석층의 깊이의 경우(지면관계상 본 논문에서는 상세히 거론되지 않았지만) 로터리 킬른에서 중요한 열/물질전달에 중대한 영향을 끼치며 이 역시 핵심인자로 간주될 수 있다. 본 연구에서는 이러한 인자를 구하는 모델식을 적용해보고 이들의 효용성도 논의하였다.
결과 및 고찰
로터리킬른 적용대상 바나듐 배소반응의 특성
본 장에서는 최근 실험결과를 토대로 향후 로터리킬른에 적용 가능한 자철광내 바나듐 염배소 특성을 기술한다. 배소반응 관련 실험은 광석과 첨가제(탄산나트륨)을 Furnace에 일시에 주입하여 가열하는 회분식으로 실시하였다(Nam 2020). 또한 도출된 배소반응특성을 최근 실시된 다른 바나듐 배소실험결과와도 비교하였다(Zhang et al., 2020). 예비 배소실험 및 관련 연구를 통해 파악된 결과를 요약하면, 우선 염배소 반응조건에서 중요한 인자는 염배소 온도, 염배소 반응시간, 첨가제량, 시료입도 등으로 파악되었으며 특히 염배소온도에 따라 배소효과가 민감하게 변할 것으로 예측되었다. 이는 향후 추가적인 연구가 더 필요하겠지만 주어진 예비 실험에 따르면 반응기내 온도를 섭씨 1,050~1,100° 조건에서 탄산나트륨 함량을 중량기준 전체 광석+염의 ~30% 정도로 혼합하여 ~3시간 동안 광석정광시료를 배소한 결과 침출된 바나듐이 최고 80%를 상회하는 정도로 나타났다(Nam, 2020). 또한 배소효과는 온도에 크게 좌우되었는데 상기 온도범위를 하회할 경우 배소가 불완전하여 후단의 침출률이 저하되고 온도범위를 상회할 경우 용융 등이 발생하여 배소반응 자체가 저해 받을 수 있다. 따라서 킬른내 상기 적정온도범위를 유지한 상태에서 광석이 가급적 장기간 체류될 수 있도록 하고 킬른의 온도가 적정온도범위를 넘지 않도록 유의하는 것이 중요할 것으로 판단된다. 또한 광석내 바나듐 함량이 희소함에도 상기조건에서 탄산나트륨의 함량을 20% 이상 유지해야 배소 후 바나듐 침출률이 70% 이상으로 유지되었다. 한편, 시료입도의 경우 중간경 0.02 mm 이하 시료 염배소 후 침출율은 70~75% 정도로 일정하게 유지되었으나 중간경이 0.03 mm 정도인 경우 침출율을 60%대로 감소하여 입도가 크면 배소효과가 떨어지는 것으로 예상된다. 배소 시간의 경우 0.5시간에서 3시간까지 증가에 따라 배소(침출)효율이 10% 정도 증가하여 배소시간에 따른 배소효율의 완만한 차이가 존재함을 확인하였다. 물론 배소시간을 0.5시간 이하로 할 경우 배소시간 감소에 따라 배소효과가 급감할 것임은 자명하다. 전술한 반응특성 중 반응효과가 반응온도에 민감하게 변화하는 점과 이외에도 시료입도 및 반응시간에 따라 반응효과가 다소 변화하는 점 그리고 첨가제인 탄산나트륨이 바나듐에 비해 과량으로 주입되었음에도 장시간 배소 이후 첨가제의 함량에 따라 배소효과의 차이가 큰 점을 고려해보면 평형화학적 측면 보다는 속도론적 측면 즉 반응속도 및 확산속도가 중요한 수 있음을 암시한다. 기존 연구에서에 따르면 Stone coal내 함유된 바나듐의 Blank 배소결과(시료입도는 0.15 mm) 배소효과가 온도에 따라 민감하게 변화하였으며 흥미로운 점은 배소시간 대략 15분 까지는 배소효과가 배소시간에 선형적으로 급격히 증가하였다. 여기서 시간에 따른 선형기울기는 온도에 의존하였다. 반면 배소시간 대략 15분 후 부터는 증가세가 급격히 감소되었다. 이러한 현상은 해당 연구자에 의해 반응속도 메카니즘으로 해석되어 배소초반의 반응우세(Reaction dominant)구간과 후반 확산우세(Diffusion dominant)구간으로 구분되었다. 구체적으로 배소초기 온도에 의존하는 Arrhenius 반응속도계수에 의해 배소시간에 따른 배소효과의 선형적 증가가 묘사되었고, 배소 후기에는 확산메카니즘에 의해 유도된 배소시간에 따른 배소효과의 비선형적 완만한 증가를 제시하였다(Zhang et al., 2020).
이러한 반응특성을 로터리 킬른 적용 타당성 측면에서 보자면 우선 로터리 킬른내 적정 온도범위 구역에서의 충분한 광석 체류시간 확보, 통상적인 경우(0.1~10 mm)보다 작은 입도(0.02)의 광석 주입시 로터리 킬른 효율성이 중요할 것으로 보인다. 우선 적정배소시간과 온도인 3시간 1,050~1,100°는 후술하겠기만 로터리 킬른에서도 충분히 구현가능하다. 또한 광석 입도가 작을수록 확산메카니즘으로 인한 배소속도 향상에 유리하다는 점도 로터리 킬른이 회전에 따른 교반성과 원료추가 파쇄 가능성 그리고 다양한 성상의 원료물질 취급 가능한 점 등의 장점이 부각된다. 다만, 적정온도의 경우 로터리 킬른내 가스층(Freeboard)과 광석고체(Ore bed)층의 온도조건이 상이할 경우가 빈번한데 이 경우 가스층은 적정온도를 유지한다고 하더라도 고체층은 그렇지 못한 경우가 많다(특히 향류식 로터리 킬른의 Head 및 중간구역) 이는 일차적으로 Kiln End 부분에서 유입되는 연소가스가 비열이 작은 로터리 킬른 가스층내 분자를 복사-대류를 통해 빠르게 가열시키는데 비해 고체층은 비열이 크고 고체입자내 열확산이 늦어 로터리 킬른 중간이상까지 도달해서도 가스층의 온도만큼 가열되지 못하는 경우가 빈번함을 유의해야 한다(Biswas et al., 2003; Gaurav et al., 2016; Runkana et al., 2010). 기존 연구에서 다룬 로터리 킬른내 광석 체류 시간 및 온도분포 사례는 본 논문의 후반에 더 자세히 기술할 것이다. 또한 입도의 측면에서는 고려대상 광석의 입도가 통상적인 로터리 킬른 주입원료 입도보다 작은 만큼 반응속도나 열확산에는 유리한 점이 있겠지만 로터리 킬른의 통상적인 단점 중 하나로 지적되는 킬른내 먼지 비산과 그에 따른(복사)열전달 저해, 광석흐름과 체류시간 불균일화, 또는 내벽이나 센서부위 오염 등을 유의해야 할 것으로 생각된다. 광석 미립자의 경우 전단에서의 Screening을 통해 어느 정도 방지가 가능하지만 광석과 함께 주입되는 첨가제(탄산나트륨)의 양이 많다는 점도 방금 기술된 문제와 관련될 수 있을 것으로 생각된다.
기존 로터리 킬른 사례와 체류시간 추정
본 연구와 유사한 처리조건을 지닌 로터리킬른의 설계 및 운전사례를 살펴보기 위해 기존 로터리 킬른 운전 결과 일부를 Table 1에 나타내었다. 본 연구에서 중점을 두고 있는 바나듐 염배소용 로터리킬른만 취급할 경우 해당 기존 로터리킬른의 운전사례를 찾기가 어렵기 때문에 어느 정도 범위를 넓혀 시료의 유사성과 체류시간 및 온도분포의 적정성 등의 핵심인자에 초점을 맞춰 기존 사례를 정리하였다. 즉 본 연구에서의 처리대상 광석 대부분이 산화철로 이루어진 점 그리고 적정온도구간이 1,050° 근방인 점을 고려하여 이와 유사한 철함유 광석 그리고 온도구배가 적정온도구간과 유사한 로터리킬른 사례를 Table 1에 우선적으로 포함시켰다. 원료주입량을 보면 적게는 시간당 0.2톤에서 크게는 시간당 20톤까지 다양하며 단위시간당 원료주입량을 적을수록 전술한 광석층내 열전달이나 균일혼합/이송에는 유리하지만 생산량이 적어 수익성을 저해한다. 반면 원료주입량을 높이면 열전달이나 균일혼합/이송이 저해를 받는다고 생각할 수 있다. 적정원료 주입량을 결정하는 방법은 가장 간단하게는 로터리 킬른 전체부피당 광석층이 차이하는 부피의 비 즉 충진률의 적정 값을 고려하는 것이다. 이에 관련된 기존 연구에 따르면 Boateng(2008)의 경우 충진률 5%이상일 경우 고부하 문제에 유의해야 하며, 다른 연구자는 통상적으로 15~18%의 충진률이 적당하다고 보고하였다(Chatterjee et al., 1983). 생산시간과 수익성을 고려해서 후자의 충진률을 고려한다면 15% 및 18% 충진률에서의 충진깊이 및 로터리 킬른의 중심점과 광석층 양끝단이 이루는 각도(Filling angle)를 추가로 고려할 필요가 있는데 그 이유는 이러한 값이 광석층 이송이나 열전달시 관련 계수에 자주 포함되기 때문이다(Mujumdar et al., 2006). 로터리 킬른이 정지해 있거나 매우 느린속도로 회전하는 경우 상기 충진깊이 및 각도는 삼각함수 등을 이용하여 매우 쉽게 구할 수 있지만(예를 들어 충진률 15%의 경우 깊이는 킬른 단면 전체 지름의 약 21% 중심점과 정지 광석층 끝단간의 각도는 약 108°) 통상적인 로터리 킬른은 Rolling mode에서 운전되는 데 이 경우 광석층이 킬른 내벽을 따라 늘어진다. 즉 정지시보다 깊이는 적어지고 중심점과 이루는 각도는 더 커지는 형상을 지니게 된다. 회전시에 광석층의 깊이(h)를 구하는 간단한 경험식은 다음과 같이 나타낸다(Kramers and Croockewit, 1952).
여기서 V는 부피기준 단위시간당 광석의 주입량(Liter/s), r은 광석층의 안식각, n은 회전률(RPS), D는 킬른의 단면 지름(m) 그리고 Γ는 킬른 축방향 경사각(Inclination angle)을 의미한다. 식 (2)을 보면 광석층 깊이는 주입량과 안식각이 클수록 회전률과 단면지름 그리고 경사각이 작을수록 커진다는 점을 알수 있다. 또한 깊이 근사값을 구하기 위해 식 (2) 우변에 다양한 경험계수를 곱하는데 Kramers와 Croockewit(1952)의 경우에는 0.193을 제시하였다. 물론 상기 식 (2)이 성립하려면 실제와는 다르게 광석층의 깊이가 킬른 전체에 걸쳐 일정하다고 가정해야 한다.
Table 1.
Specifications of rotary kilns and their internal temperature distributions as reported in previous studies
| Feed | Fuel | RotaryKilnSpecification | Temperature Profile | References | |
|
Thermal reduction for sponge iron production |
- Feeding rate: 22 ton/hr - Particule size: 10.8 mm of mean D. - Component: 67.3 wt% of total Fe - Bulk density: unspecified - Dynamic respose angle: unspecified |
Feed Coal - Feeding rate: unspecified - Particule size: 8.0 mm of mean diamater - Component: 45.3 wt% of FC 22.5 wt% of VM Injection Coal - Feeding rate: unspecified - Particule size: 8.0 mm of mean diamater - Component: 45.4 wt% of FC 25.8 wt% of VM |
- Diameter: 4.2 m - Length: 72 m - Rotation: 0.4~0.7 rpm - Inclination angle: 1.5 degree - Air flow rate: 8,665 Nm3/hr (Primary) 38,410 Nm3/hr (Secondary) |
Internal Gas T. (approximately) 0~30 m: 950 → 1,050°C 30~50 m: 1,050 ~ 1,100°C 50~72 m: 1,100 → 1,000°C Internal Bed T. (approximately) 0~20 m: 20 → 1,000°C 20~72 m: 1,000 ~ 1,050°C Shell T. (approximately) 20~40 m: 300 ~ 400°C 40~70 m: 250 ~ 300°C | Runkana et al. (2010) |
|
- Feeding rate: 0.21 ~ 16.67 ton/hr - Particule size: 6~25 mm - Component: unspecified - Bulk density: unspecified - Dynamic respose angle: unspecified |
Feed Coal - Feeding rate: 20 kg per 56 kg of Sponge iron production amount - Particule size: 12-22 mm - Component: unspecified |
- Diameter: 0.9~4.25 m - Length: 15~80 m - Rotation: unspecified - Inclination angle: unspecified - air flow rate: 1,458~50,000 m3/hr |
Internal Gas T. (approximately) 900 → 1,170°C Internal Bed T. (approximately) - about 70% of the kiln length: 250 → 990°C - about the remaining 30% of the kiln : 990 → 1,010°C Shell T. (approximately) 460 → 1,080°C | Biswas et al. (2003) | |
|
- Feeding rate: 21 ton/hr - Particle size: unspecified - Component: unspecified - Bulk density: unspecified - Dynamic respose angle: unspecified |
Feed Coal - Feeding rate: 16.9 ton/hr - Particule size: unspecified - Component: unspecified |
- Diameter: 4 m - Length: 80 m - Rotation: 4.3 rpm - Inclination angle: 2.5~3.0° - Air flow rate: 70 ton/hr (total) |
Internal Gas T. (approximately) 0 → 20 m: 527 → 727°C 20 → 80 m: 727 ~ 927°C Internal Bed T. (approximately) 0 → 80 m: 27 → 827°C | Gaurav et al. (2016) | |
|
Pellet roasting |
- Feedingrate: 600 ton/h of pellets - Particule size: 10~15 mm - Component: 64.7 wt% of total Fe - Bulk density: 2,200 kg/m3 - Dynamic respose angle: 42° |
Feed Coal - Feeding rate: ~10 ton/hr 0.38 kg per 1 ton pellet - Particule size: unspecified - Component: unspecified Natural Gas - Gas flow rate: 1,500 m3/hr |
- Diameter: 6.858 m (inner) - Length: 45.72 m - Rotation: 1~1.5 rpm - Inclination angle: 4.0° - Wall thickness: 0.25 m (refractory) 0.04 m (steel lining) - Air flow rate: 15,000 m3/h |
Internal Gas T. (approximately) - 0 → 30 m: 1,120 → 1,410°C - 30 → 45.72 m: 1,410 ~ 1,090°C Internal Bed T. (approximately) - 0 → 40 m: 970 → 1,280°C - 40 → 45.72 m: 1,280 → 1,250°C Shall (or outer Wall) T. (approximately) - 260 ~ 300°C | Fan et al. (2015) |
|
Calcification vanadium roasting |
- Feeding (V slag + MnVO4) rate: 6.0 ~ 20.0 ton/hr - Particule size: about 0.1~0.2 mm - Component: 0~57.5 wt% of V2O5 27.81 wt% of Total Fe - Bulk density: unspecified - Dynamic respose angle: unspecified |
Feed Coke - Feeding rate: unspecified - Particule size: unspecified - Component: unspecified - Coke gas flow rate: 900~1,152 Nm3/hr Limestone (CaCO3) - CaO/V2O5 ratio: 0.3~1.0 - Component: CaO 53.92 wt% - Particle size: mostely <0.177 mm |
- Diameter: 3.1 m (inner), 3.6 m (outer) - Length: 90 m - Rotation: 0.53~0.72 rpm - Inclination angle: 5.0° - Wall thickness: <0.5 m - Air flow rate: 5,148~6,732 Nm3/hr |
Internal Gas T. (approximately) 491 ~ 865°C (highest at 13~23 m locations & lowest at 73 m locations from kiln head) | Wang et al. (2017) |
한편 Table 1내 기존 연구에서 다룬 로터리 킬른의 제원을 보면 단면지름은 대략 1~4 m 정도 길이는 작게는 15 m에서 길게는 100 m에 이를 정도로 다양하다. 단면지름의 경우 Inner diameter(Inner D.)와 Outer diameter(Outer D.)를 구분하는 경우도 있는데 이를 통해 내외벽사이의 두께를 대략 30 cm 정도로 설정한 것으로 추측되며 Fan 등(2015)의 연구에서는 이를 두꺼운 내화제와 얇은 Steel lining으로 구성하였다. 한편 (분당)회전율와 킬른 축방향 경사도는 광석의 이송 및 체류시간과 교반에 중요한 인자로 Table 1을 참조하면 회전율은 대략 0.4~4 RPM의 범위이며 경사도는 1.5~5° 범위를 보이고 있다.
이들 로터리 킬른내 대략적 체류시간과 이송속도가 Table 1상의 기존 연구에 상세히 보고되어 있지 않은데 이는 아마도 광석층 거동의 불균일성과 이산체 특유의 무작위성 및 그에 따른 실험적 측정의 어려움에 기인할 것으로 사료된다. 이러한 인자는 모델식에 의해 어느 정도 대략적 추정이 가능하며 본 연구에서 배소에 따른 체류시간이 중요한 만큼 이러한 인자의 추정(향후 검증포함)은 중요하다. 대략적 체류시간을 구하는 식은 다수가 있는데 이 중 통상적으로 많이 쓰이는 모델식(Boateng, 2008)을 2개만 기술하면 다음과 같다.
위 식에서 T1과 T2는 각각 평균 체류시간(min), L은 로터리 킬른의 길이(m), N은 킬른의 회전률(RPM) 나머지는 식 (2)과 같다. 여기서 T1과 T2의 식의 형태가 유사하다는 것을 알 수 있는데 광석층 안식각이 약 46° 정도일 때 T1과 T2는 거의 동일한 값을 산출한다.
Fig. 1은 상기 식을 이용하여 로터리 킬른 제원에 따른 광석입자의 킬른내 평균 체류시간을 계산한 것이다. 이때 로터리 킬른의 지름 1 m, 광석층의 안식각은 40°로 가정하였으며 길이(m), 회전율(RPM) 및 경사각(°)는 Fig.1에 나타낸 바와 같이 변화하였다. 그 결과 식 (3a)와 식 (3b)의 결과값(평균 체류시간)이 각 조건에서 거의 동일하였으며 로터리 킬른 길이가 길수록 회전율과 경사도는 작을수록 체류시간이 증가함을 알 수 있다. 다만 상기 모델은 로터리킬른내 광석 체류시간과 이송속도의 평균값을 의미하는데 현실적으로 킬른내 광석의 거동은 불균일하여 평균값과 차이를 보인다. 예를 들어 공기층 표면에 가까운 광석은 빠르게 이동하고 움직임도 활발한 반면 그렇지 않은 광석은 느리고 움직임이 둔한 경향이 있다. 따라서 상기 모델식은 로터리킬른 설계나 운영시 참고할 수 있으나 실제 이들의 정확한 값과 주요 인자는 Pilot 실험과 모니터링을 통해 도출 및 검증되어야 한다.
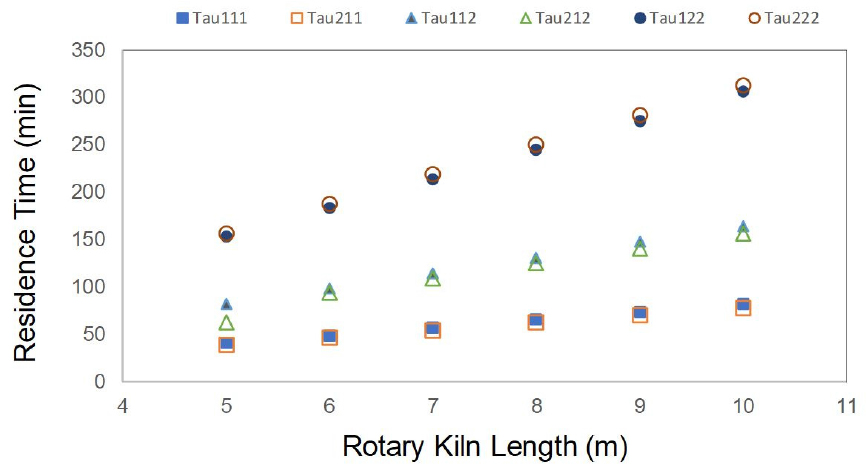
Fig. 1.
The average residence times of ore particulates, as predicted by Eqs 3a (Tau111, Tau112, and Tau122) and 3b (Tau211, Tau212, and Tau222) based on rotary kiln lengths; rotation rates (0.5 rpm for Tau111, Tau211, Tau112, and Tau212; 0.25 rpm for Tau122 and Tau222); and inclination angles (3° for Tau111 and Tau211; 1.5° for Tau112, Tau212, Tau122, and Tau222).
기존 로터리 킬른에서의 온도분포 및 해결방안
Rukana et al.(2010)에서 보고된 킬른내 온도분포를 보면 Kiln Head(광석유입 부위)를 기준으로 하였을 때 가스층(Internal Gas T.)이 대부분 1,000~1,100° 사이 일정한 온도로 분포되어 있다. 광석층(Internla Bed. T)의 온도분포는 대부분 1,050° 미만인데 Kiln End로부터 50 m 구간(20 m~72 m)에 걸쳐 1,000~1,050° 사이의 일정한 온도를 유지하였다. 이러한 온도 분포는 본 연구에서 설정한 적정배소온도구간에는 정확히 일치하지 않지만 이에 근사한 온도를 균일하게 유지하였는 데, 그 이유는 광석층 사이에 미연소 석탄이 일정 혼합되어 발열연소되었기 때문으로 생각된다. 반면 다른 연구결과를 보면 Kiln End 부위 혹은 킬른내 일정 고체층 온도를 나타내는 구간이 30% 정도이거나(Biswas et al., 2003; Fan et al., 2015) 그 미만에 불과한 것으로 나타났다(Gaurav et al., 2016; Wang et al., 2017). 이는 본 연구에서 요구되는 킬른내 최고온도를 1,100° 라고 가정하였을 때(통상적인 향류식) 킬른내 70% 이상 구역에서의 광석층 온도는 1,050° 이하이며 여기서 Pre-heating이 되고 중간 이후 End 부위(고온가스 유입부위) 근방에서 광석층 온도가 1,050° 에 다다를 것으로 예상된다.
이러한 Issue를 해결하기 위해서는 (1) 로터리 킬른의 체류시간을 적정 배소시간(3시간)보다 훨씬 연장시켜 적정온도 구간에서 광석의 배소시간을 충분히 제공하는 방안 (2) 기존연구(Runkana et al., 2010)과 같이 연료(혹은 발열첨가제 등)주입방식 개선을 통해 킬른내 적정온도 구간이 차지하는 비율을 증대시키는 방안 (3) 킬른 전단에 Pre-heating 공정을 두는 방안(Fan et al., 2015) 등을 생각해 볼 수 있다. 여기서 option (1)에서 제시한 체류시간 증대를 위해서 로터리 킬른내 Dam 등의 설치를 고려할 수도 있다. Chatterkee et al. (1983)에 따르면 Pilot 규모 로터리 킬른(Inner D.= 0.3 m, 길이 = 2 m, 광석주입량 30 kg/hr)의 End 부위에 내벽을 따라 Circular Dam을 설치하였을 때 End 단면적당 Dam의 면적이 차지하는 비율이 클수록 체류시간의 급격한 증가를 관측하였다. 예를 들면 해당 로터리 킬른의 축방향 경사도(Inclination angle)을 1도로 하고 회전속도를 0.3 RPM으로 운전하였을 때 광석의 체류시간이 2시간 미만이었지만 Circular Dam(Dam 면적비율 50%) 설치시 4시간 이상으로 증대하였다. 이러한 분석 결과는 향후 추가 모델링 및 실험 그리고 Pilot 운전 등을 통해 본 연구결과를 검토하고 검증하고 절차가 수반되어야 한다.
결 론
본 연구에서는 국내 바나듐함유 티탄철광(vanadium titanium-magnetite, VTM)내 효과적인 바나듐 배소 목적 로터리 킬른의 적용 타당성을 논하였으며 주로 로터리 킬른 활용시 적정 배소온도 및 배소시간을 달성할 수 있는지 등에 초점을 맞추어 분석하였다. 그 결과 몇 가지 문제(미세광석 혹은 미용융 첨가제 입자 비산, 킬른내 온도구배 균일화)가 해결된다면 통상적인 로터리 킬른의 개량을 통해 만족스러운 배소를 달성할 수 있을 것으로 기대하며 개량에는 Kiln End 부위에 Circular Dam을 설치하여 적정 배소시간에서의 충분한 체류시간 확보, 광석의 예열, 연료공급방식의 개선, 전단 미세입자 Screening 등이 포함된다. 평균 체류시간의 산정은 복수의 경험식으로 산출되며 이들을 예비 설계에 이용할 수 있다. 다만 이러한 분석은 실험실 규모의 회분식 배소실험결과와 기존 로터리 킬른 운전 Data가 포함된 문헌조사 그리고 모델식을 바탕으로 하기 때문에 정확한 결과를 도출하기에는 한계가 있으며 향후 추가적인 실험 및 Pilot 운전을 통해 본 연구에서 제시된 결과를 검증해야 할 것이다.
