

서 론
실험 재료 및 방법
시료
광물학적 분석
분쇄일지수(Bond Work Index) 측정
공정 설계 및 시뮬레이션
실험 결과 및 고찰
광물학적 분석
분쇄일지수(Bond Work Index) 측정
공정 설계 및 시뮬레이션
결 론
서 론
최근 전기차(EV, Electric vehicle)와 에너지저장장치(ESS, Energy storage system) 등 친환경 에너지 시스템의 수요가 급격히 증가함에 따라, 이차전지의 핵심 금속인 니켈의 전략적 중요성이 높아지고 있다(Koech et al., 2024). 니켈은 배터리의 에너지 밀도를 높여 전기차의 주행거리와 출력을 향상시키는 핵심적인 역할을 담당하며, 향후 하이니켈계 양극재 수요 증가에 따라 니켈 소비는 지속적으로 확대될 전망이다(Chen et al., 2021). 이러한 니켈 수요 급증에도 불구하고, 기존 주력 공급원인 고품위 니켈 황화광의 점진적 고갈로 인해 안정적인 공급망 확보에 어려움이 가중되고 있다. 니켈광은 황화광과 산화광으로 나뉘는데, 이 중 니켈 함량이 상대적으로 높고 부유선별 적용이 용이한 황화광 위주로 개발되어 왔다(Mweene et al., 2024). 그러나 지속적인 개발로 인한 고품위 황화광 매장량 감소와 특정 국가 편중 문제로 인해, 대안적 니켈 공급원인 산화광 개발의 필요성이 강조되고 있다(Mudd and Jowitt, 2014).
산화광은 전체 니켈 자원 매장량의 72%를 차지하지만, 생산량은 42%에 불과하여 상당한 양이 미활용 상태로 남아 있다(Zevgolis et al., 2022). 라테라이트로 대표되는 니켈 산화광은 점토 광물로 주로 구성되며, 풍화도에 따라 상부의 리모나이트(Limonite)층과 하부의 사프로라이트(Saprolite)층으로 나뉜다. 이 중 사프로라이트층의 주 구성 광물인 사문석(Serpentine)은 구조적으로 점토와 같은 층상 규산염 광물(Phyllosilicates)이다(Evans, 2004). 사문석의 층상 구조는 물과 혼합 시 광액의 점도를 높여 고액분리 효율을 저하시킨다(Patra et al., 2012). 또한, 니켈이 사문석의 Mg 자리나 침철석의 Fe 자리에 치환되어 존재하기 때문에 부유선별과 같은 물리적 선별을 통한 농축이 어렵다(Mweene et al., 2024). 따라서, 고품위 정광을 만들어 처리하는 황화광 제련 공정에 비해, 저품위의 원광 전체를 처리해야 하는 산화광 공정은 상대적으로 니켈 회수율이 낮은 경향을 보인다(Dalvi et al., 2004; Butt and Cluzel, 2013). 이처럼 처리 공정의 높은 기술적 난이도로 인해 상업적 적용 연구는 부족하지만, 사프로라이트층은 니켈 공급망 안정성을 위해 반드시 활용해야 할 중요한 자원으로, 이에 적합한 효율적인 처리 기술 연구가 더욱 요구되는 실정이다(Mudd and Jowitt, 2014).
니켈 산화광 처리에 관한 기존 연구는 리모나이트의 경우, 고압산침출(HPAL, High pressure acid leaching) 및 상압산성침출(AAL, Atmospheric acid leaching)과 같은 습식 제련 최적화(McDonald and Whittington, 2008), 사프로라이트의 경우 주로 로터리 킬른·전기로(RKEF, Rotary kiln·electric furnace) 및 아크로(Arc furnace)의 건식 제련을 통한 니켈 회수율 향상에 집중되어 왔다(Wang et al., 2023). 파·분쇄 공정은 제련 효율에 직결되는 필수 공정으로 여겨지지만, 그동안은 목표 입도 달성을 위한 전처리 공정으로만 인식되어 왔다. Liu et al.(2010)의 연구에서는 니켈 산화광을 ‑250 µm로 분쇄하여 침출 실험을 진행하였으나, 침출 반응의 전처리로만 고찰하였으며 그 분쇄 공정에 대해서는 고찰하지 못했다(Liu et al., 2010). 또한, Borda and Torres(2023)의 연구에서는 니켈 산화광의 입도를 –63, –75, –150 µm 세 가지 조건에서 침출을 진행하였을 때 니켈의 침출률이 –150 µm는 약 20%, –63 µm는 약 25%로 입도가 작아질수록 침출률이 증가한다고 보고하였다(Borda and Torres, 2023). 작은 입도에서 반응 표면적이 증가하기 때문에 침출률이 증가한다고 알려져 있으나, 분쇄 과정에서 더 작은 입도를 산출하기 위해서는 그에 수반되는 분쇄 에너지가 증가하게 되므로 적절한 수준으로 입도를 선정할 필요가 있다(Bond, 1952; Ghorbani et al., 2011).
분쇄 공정은 자원 처리 공정에서 가장 에너지 집약적 공정으로, 전체 에너지 소모의 50% 이상을 차지하며, 이후 침출이나 부유선별 등의 공정 효율을 좌우하는 핵심 단계이다(Jeswiet and Szekeres, 2016; Wills and Finch, 2015). 분쇄 공정의 에너지 효율을 정량적으로 예측하고 최적의 운전 조건을 설계하기 위해 분쇄일지수(, Bond Work Index)가 산업계에서 표준 지표로 주로 활용된다(Golpayegani and Rezai, 2022). 분쇄일지수는 광물의 분쇄성을 나타내는 지표로, 1 ton의 원광을 특정 입도로 분쇄하는 데 필요한 일을 정량화한 값이다. 공정의 에너지 소비량을 산정하는 기초 자료로서 분쇄기 규격 선정에 활용될 수 있으나 재료의 분쇄 저항을 나타내는 지표로서 실제 공정에서의 운전 변수를 고려하지 못한다는 한계가 있다. 따라서 실제 공정 효율 분석에는 분쇄일지수 기반의 시뮬레이션 모델링 방법론이 주로 적용된다.
본 연구에서는 니켈 산화광의 분쇄 에너지를 체계적으로 분석하여 기존 연구가 제련 효율에만 집중하고 분쇄 공정을 단순한 전처리로 다루어온 한계를 극복하고자 하였다. 먼저 니켈 산화광을 대상으로 XRD, XRF, ICP-OES 등 광물학적 분석을 수행하여 그 특성을 파악하였다. 이후 분쇄 산물의 최대 입도()를 변수로 설정하여 각 조건에서의 분쇄일지수를 측정하고 비교하였다. 측정된 분쇄일지수 데이터를 선광 공정 시뮬레이션 소프트웨어인 USIM-PAC(Caspeo, France)에 적용하여 볼 밀-습식싸이클론 폐회로 공정을 모델링하였다. 목표 입도별 적합한 공정 설비를 선정하고 에너지 소모량을 정량적으로 예측하여, 제련 공정과의 연계를 고려한 최적 분쇄 입도 선정 기준을 제시하였다. 본 연구 결과는 목표 입도에 따른 분쇄 에너지와 제련 효율 간의 상관관계를 제시함으로써, 니켈 산화광 처리 공정의 최적 입도 선정에 활용될 수 있다. 또한 정량적 에너지 예측 데이터는 니켈 산화광 공정 설계 시 경제성 평가의 핵심 자료로 기여할 것으로 판단된다. 궁극적으로 본 연구는 니켈 산화광의 사업성 증진에 기여하여 니켈 산화광의 실용적 활용 확대에 기여할 것으로 사료된다.
실험 재료 및 방법
시료
본 연구에서 사용된 시료는 필리핀산 니켈 라테라이트 광석으로, SNNC로부터 제공받았다. 시료는 점토상과 괴광이 건조된 덩어리의 형태로 존재하였다. 샘플의 밀도(Gas pycnometer, AccuPyc Ⅱ, micromeritics)는 2.63 g/cm3로 측정되었다.
광물학적 분석
광물 처리 공정에서 분쇄 효율은 원광의 고유한 광물학적 특성에 의해 좌우된다. 본 연구에서는 니켈 산화광 시료의 화학적 조성과 광물학적 특성을 규명하기 위하여 ICP-OES(Inductively Coupled Plasma - Optical Emission Spectrometry, Optima 5300 DV, Perkin Elmer, USA)와 XRF(X-ray Flourescence, X-600, Katanax, Canada), XRD(X-ray Diffraction, X’Pert MPD, PANalytical X’Pert3 Powder, Philips, Netherlands) 분석을 진행하였다. ICP-OES는 시료 내 주요 금속 원소(Ni, Mg, Fe, Mn, Al, Cr, Ca)의 함량을 정량적으로 분석하기 위해 사용하였다. XRF 분석은 SiO2, MgO, Fe2O3 등 주요 산화물 조성을 확인하여 전체적인 화학 조성의 경향을 파악하는 데 활용하였다. 또한, Rietveld refinement 기법을 적용한 XRD 정량분석을 통해 시료 내 주요 구성 광물상을 확인하여, 분쇄 특성과 밀접한 관련을 갖는 광물학적 특성을 규명하고자 하였다.
분쇄일지수(Bond Work Index) 측정
본 연구는 분쇄 산물의 최대 입도인 의 변화에 따른 분쇄 에너지 효율을 비교하여, 후속 제련 공정에 가장 적합한 목표 입도를 도출하는 것이다. 이를 위해, 분쇄 시험의 기준이 되는 값을 45, 75, 106, 150 µm의 네 가지 조건으로 설정하여 각 조건에서 독립적으로 분쇄일지수 시험을 수행했다. 은 Borda and Torres(2023)의 연구에서 보고된 Ni의 입도별 침출률을 참고하여 설정하였다.
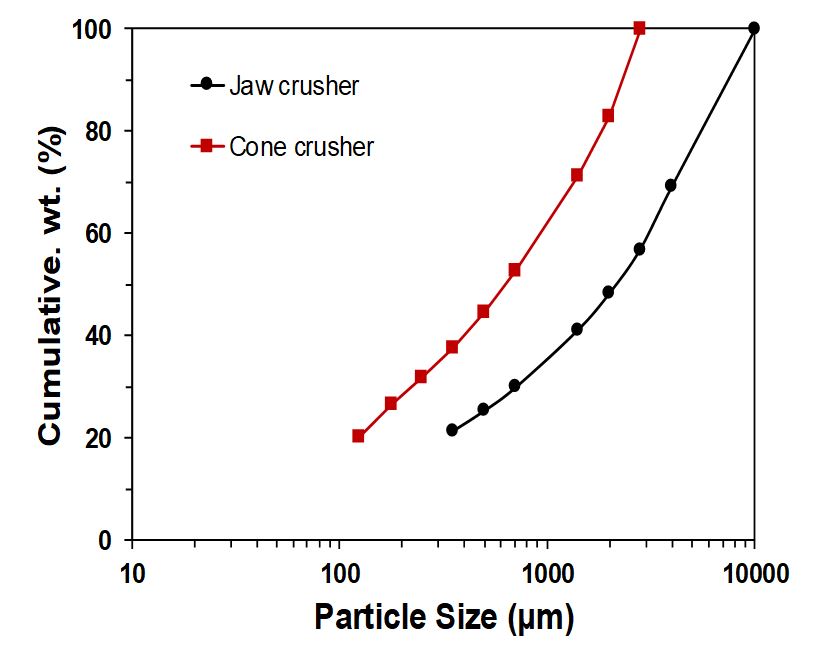
각각의 조건에서 수행된 분쇄일지수 시험은 한국 표준협회에 등록된 KS E 3600 시험법을 준수하여 진행되었다. 표준 규격의 볼 밀과 총 285 개의 시험용 볼을 사용했으며, 시료는 죠크러셔와 콘크러셔로 파쇄하여 3,360 µm 이하의 입도로 준비한 후 축분기로 일정량 채취하여 분쇄 실험에 사용하였다. 파쇄 후 초기 시료의 입도분포는 Fig. 1에 나타냈다. 분쇄일지수는 분쇄가 순환율 250%의 안정 상태에 도달한 후, 식 (1)을 통해서 산출할 수 있다(Bond, 1961).
식 (1)에서 는 분쇄일지수(kWh/t), (Grindablity)는 시험용 볼 밀 1회전 당 보다 작은 입도의 입자 생산량(g)으로, 분쇄 시행마다 체를 통과한 시료의 무게를 볼 밀 회전수로 나누어줌으로써 산출할 수 있다. 은 시험에 사용된 시료의 80% 입도(µm), 은 체를 통과한 시료의 80% 입도(µm)이다. 이를 통해 각 목표 입도에 도달하는 데 필요한 분쇄일지수를 산출하고, 그 결과를 비교 분석하여 분쇄와 후속 제련 공정에 사이의 에너지적 측면에서 가장 합리적인 목표 입도를 찾고자 하였다.
공정 설계 및 시뮬레이션
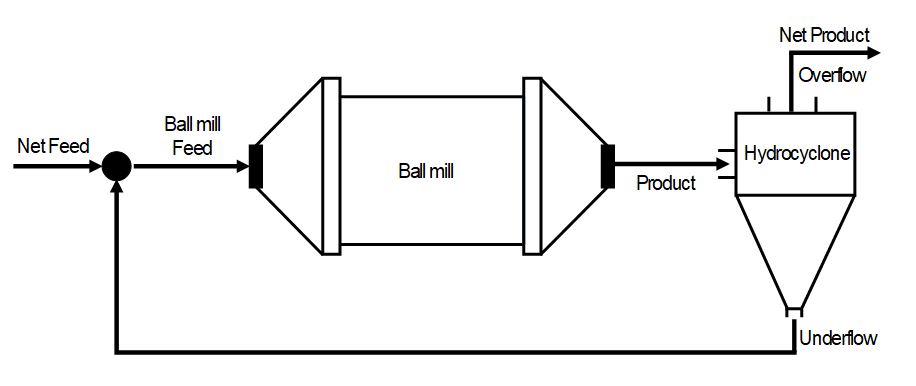
본 연구에서는 핵심 변수의 영향을 명확히 분석하기 위해 볼 밀과 습식싸이클론의 기본 폐회로 공정을 설계하여, Fig. 2와 같이 나타내었다.
이러한 공정을 대상으로, 분쇄 공정의 에너지 소비량을 예측하기 위해 선광 공정 상용 시뮬레이션 프로그램인 USIM-PAC을 사용했다. 공정 시뮬레이션에 사용된 장비에서 볼 밀은 분쇄일지수 기반으로 분쇄 전후 입도에 따른 에너지 소비량을 산출하는 Bond’s Model을 활용하였고 식 (2)에 나타내었다. 또한, 산출된 에너지 소비량에 적합한 볼 밀 규격 선정을 선정할 수 있는 경험적 모델인 Allis Chalmers Model을 활용하였고 식 (3)에 나타내었다.
식 (2)에서 는 광석을 분쇄할 때 소비되는 에너지양(kWh/t)이며, 는 광석의 분쇄일지수(kWh/t), 은 분쇄 후 시료의 80% 입도(µm), 은 분쇄 전 시료의 80% 입도(µm)이다. 또한, 식 (3)에서 는 볼 1 ton당 소모하는 에너지(kW)이며, 는 볼 밀의 내부 직경(m), 는 볼 밀 내 볼 충전율(%), 은 임계 속도 비율(%), 는 볼의 직경(mm)를 의미한다. 또한, 실험실 규모에서 제시된 에너지 소비량은 실제 규모의 분쇄 공정과 차이가 발생할 수 있으므로, 이를 보정하기 위한 보정 상수(Efficiency factor, Ef)의 적용이 필요하다. Ef는 건식/습식 운전 조건(Ef1), 개회로/폐회로 사용 여부(Ef2), 볼 밀의 크기(Ef3), 원광의 입도(Ef4, 5), 분쇄비(Ef6, 7), 로드밀(Ef8) 등이 있다(Austin et al., 1984; Mular and Bhappu, 1980). 이러한 보정 상수를 적용함으로써, 실험적으로 예측한 에너지양을 산업 플랜트 조건에 적용할 때 오차를 줄일 수 있고, 이는 분쇄 회로 설계의 신뢰성을 높이는데 기여한다.
분급기의 습식싸이클론은 물질의 입도, 밀도 등 물성 기반으로 분급 입도를 산출하는 경험적 모델인 Plitt’s Model을 활용하여 분급 입도를 기반으로 분급기의 규격을 선정하였다. 본 연구에 사용된 Plitt’s Model을 식 (4)에 나타내었다.
식 (4)에서 는 보정된 Cut size(µm), 는 싸이클론의 직경(cm), 는 Overflow 노즐의 직경(cm), 는 광액의 부피 기준 농도(%), 는 Underflow 노즐의 직경(cm), 는 싸이클론의 높이(cm), 는 부피 기준 처리량(L/min)이다.
이러한 모델들을 기반으로 USIM-PAC 공정 시뮬레이션을 이용하여 각 조건별 폐회로 공정의 에너지 소비량을 비교 분석하였다.
실험 결과 및 고찰
광물학적 분석
원광의 고유한 광물학적 특성을 먼저 규명하여 본 시료의 분쇄 특성을 추정하였다. 정량 XRD 분석을 Fig. 3과 같이 수행한 결과, 시료의 주 구성 광물은 점토 광물인 몬모릴로나이트(Montmorillonite)가 가장 높은 함량을 차지했으며, 철수산화물인 침철석(Goethite), 사문석(Serpentine)의 일종인 리자다이트(Lizardite)가 주요 광물상을 이루는 것으로 Table 1과 같이 나타났다. 시료의 주요 구성 광물들이 SiO4 사면체 판이 층을 이루는 결정 구조의 층상 규산염 광물임을 확인하였다. 층상 규산염 광물은 대표적으로 몬모릴로나이트, 리자다이트, 활석 등으로 구성된다(Meunier, 2006). 이러한 층상 구조는 광물의 물리적 특성에 결정적인 영향을 미쳐, 상대적으로 약한 층과 층 사이의 결합이 쉽게 쪼개지거나 미끄러지는 특성을 보여 모스 경도 1에서 3.5 사이의 연질(soft) 특성을 가진다(Guggenheim and Martin, 1995; Evans, 2004; Deer et al., 2013). 본 시료는 층상 규산염 광물이 전체의 62.3%를 구성하고 있어 기존 연구에서 보고된 사문석 위주의 경질 니켈 산화광과 달리 상대적으로 분쇄일지수가 낮을 것으로 추정된다. Velázquez et al.(2008)에 의하면 쿠바산 니켈 산화광에서 리모나이트는 연질 성분, 사문석이 주를 이루는 사프로라이트는 경질 성분으로 규정하였으며, 사프로라이트의 함량이 많아질수록 분쇄일지수가 증가하여 16 kWh/t 이상까지 높아진다고 알려졌다. 반면, 본 연구의 시료는 사문석보다 훨씬 더 연한 몬모릴로나이트가 지배적인 광물상을 이룬다. 따라서 경질 성분인 사문석의 비율이 상대적으로 낮고 연질 점토광물을 다량 함유한 본 시료의 분쇄일지수는 사프로라이트 니켈 산화광의 16 kWh/t보다 낮을 것으로 예측하였다.
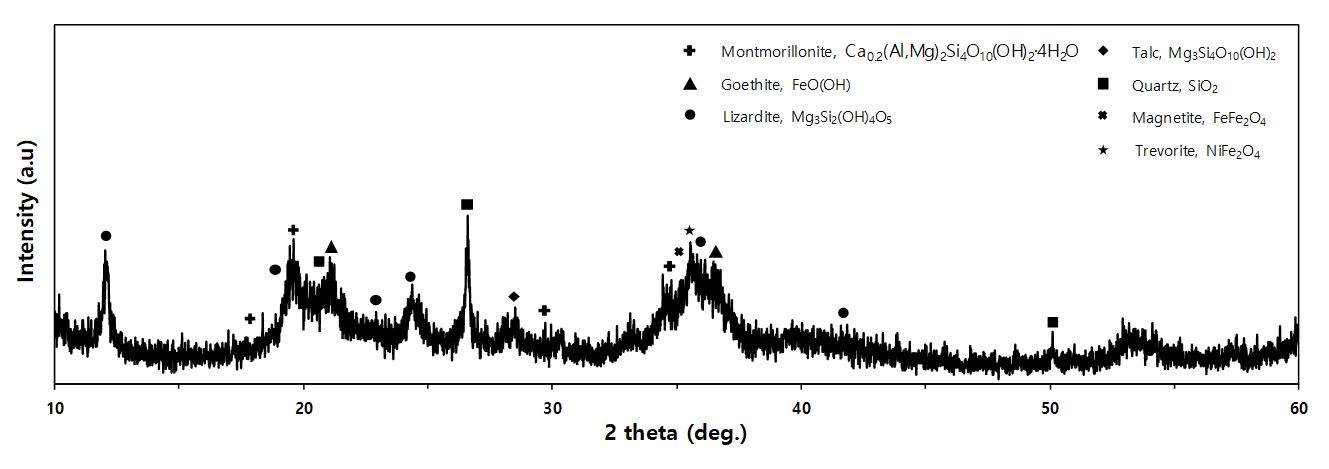
Table 1.
Results of XRD analysis of nickel oxide ore with phase composition (wt.%) and Mohs hardness
| Phase | Weight (%) | Mohs Hardness |
| Montmorillonite | 31.4 | 1–2 |
| Goethite | 28.6 | 5–5.5 |
| Lizardite | 22.6 | 2.5–3.5 |
| Talc | 8.3 | 1 |
| Quartz | 3.9 | 7 |
| Magnetite | 3.0 | 5.5–6.5 |
| Trevorite | 2.2 | 5 |
ICP-OES와 XRF의 분석 결과를 Table 2와 Table 3에 나타냈다. ICP-OES 분석 결과, 본 니켈 산화광 시료는 Mg와 Fe가 주성분으로 확인되었으며, Ni 함량은 1.99 wt%로 나타났다. XRF 분석에서는 SiO2가 가장 높은 함량을 보였으며, 그다음으로 MgO와 Fe2O3가 높게 검출되어 ICP-OES 결과와 일관성을 보였다. 본 시료는 SiO2, MgO, Fe2O3가 주성분을 이루며, 리모나이트층과 사프로라이트층이 혼합된 전형적인 니켈 산화광의 특성을 보인다.
Table 2.
Results of ICP-OES analysis of nickel oxide ore (wt.%)
| ICP-OES (wt.%) | ||||||
| Ni | Mn | Fe | Mg | Al | Cr | Ca |
| 1.99 | 0.21 | 12.80 | 13.87 | 0.81 | 0.27 | 0.30 |
Table 3.
Results of XRF analysis of nickel oxide ore (wt.%)
| XRF (wt.%) | ||||||||||
| SiO2 | Al2O3 | Fe2O3 | CaO | MgO | K2O | Na2O | TiO2 | MnO | P2O5 | etc. |
| 39.93 | 1.63 | 19.90 | 0.48 | 22.80 | 0.05 | 0.22 | 0.11 | 0.32 | 0.02 | 14.54 |
분쇄일지수(Bond Work Index) 측정
네 가지 (시험체의 눈금 크기) 조건에서 분쇄일지수 시험 후 (분쇄 시료의 입도)과 (분쇄 산물의 입도), 분쇄 시행의 회전수 및 체를 통과한 시료의 무게를 측정하였다. 체를 통과한 시료의 무게를 분쇄 시행의 회전수로 나누어 (분쇄성)를 산출하여 Table 4에 정리하였다.
Table 4.
Experimental results used to determine Bond Work Index of nickel oxide ore, including size, feed size (), product size (), and grindability ()
| size (µm) | (µm) | (µm) | (g) | (kWh/t) |
| 45 | 2243 | 32.40 | 1.17 | 11.59 |
| 75 | 2243 | 73.71 | 2.30 | 9.61 |
| 106 | 2243 | 82.03 | 3.21 | 7.31 |
| 150 | 2243 | 122.00 | 4.62 | 6.35 |
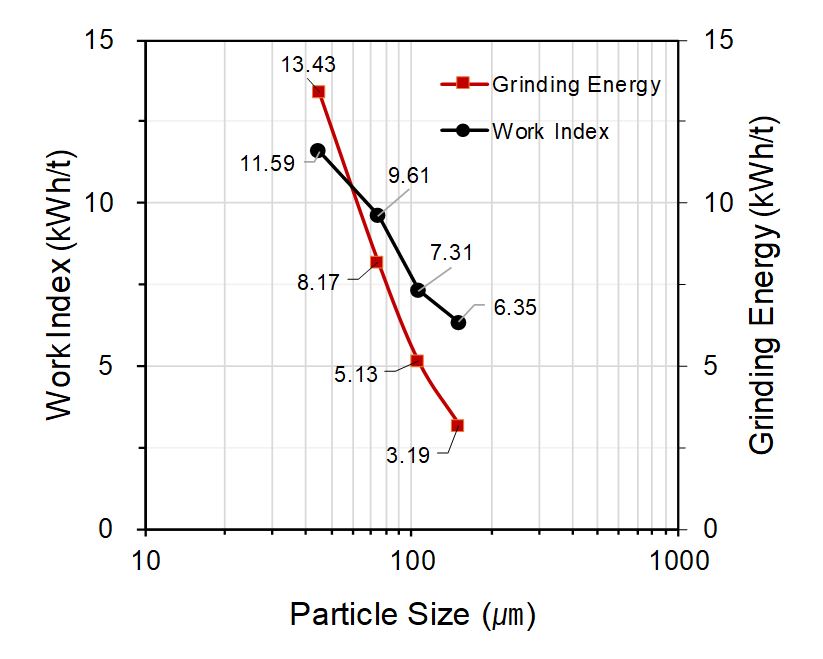
이를 식 (1)을 사용하여 조건별 분쇄일지수를 산출하고 Fig. 5에 검은색으로 나타내었다. Velázquez et al. (2008)에 따르면 쿠바산 라테라이트의 분쇄일지수는 사문석 함량에 따라 약 16 kWh/t 이상으로 보고되었으며, Alabi et al.(2024)에 따르면 나이지리아산 라테라이트의 분쇄일지수는 10.25 kWh/t로 제시하였다(Velázquez et al., 2008; Alabi et al., 2024). 본 시료는 이들보다 낮은 범위에 속하며, 상대적으로 연질 특성을 보이는 것으로 판단된다. 의 크기가 45 µm일 때 분쇄일지수는 11.59 kWh/t로 가장 높았으며, 75 µm는 9.61 kWh/t, 106 µm는 7.31 kWh/t, 마지막으로 150 µm일 때 6.35 kWh/t로 감소하는 경향을 보였다. 이는 목표 입도가 작아질수록 단위 입도를 줄이는 데 필요한 에너지가 급격히 증가함을 의미한다. 따라서 지나치게 작은 을 목표로 설정할 경우 분쇄 효율이 저하될 수 있으므로, 분쇄 에너지와 후속 공정의 효율을 함께 고려하는 적절한 입도 크기를 선택하는 것이 중요하다.
하지만 분쇄일지수는 시료의 고유한 분쇄 난이도를 나타내는 지표일 뿐, 전체 폐회로 공정에서의 에너지 효율을 직접적으로 나타내지는 않는다. 따라서, 실제 산업 공정과 유사한 최적의 조건을 찾기 위해 분쇄일지수 기반으로 분쇄기 규격을 선정한 후 USIM-PAC 시뮬레이션을 활용하여 조건별 폐회로 공정의 에너지 소비량을 비교 분석하였다.
공정 설계 및 시뮬레이션
분쇄일지수 시험 결과를 바탕으로, 폐회로 공정의 볼 밀 및 습식싸이클론의 규격을 선정하였다. 볼 밀의 규격은 식 (2)와 식 (3)을 통해 볼 밀 에너지 소비량을 구한 후, Mular and Bhappu(1980)의 Ball mill standard 표를 참고하여 Table 5에서 각 조건에 맞는 볼 밀의 규격을 산출할 수 있었다. 각 조건의 볼 밀의 규격은 Table 6에 나타냈다.
Table 5.
Criteria for ball mill diameter selection under different target conditions, based on the standard chart provided by Mular and Bhappu (1980)
Table 6.
Ball mill specifications under different target conditions, including required mill power, diameter, length, and volume
| size (µm) | Mill power (hp) | Diameter (m) | Length (m) | Volume (m3) |
| 45 | 215 | 2.44 | 2.44 | 11.41 |
| 75 | 137 | 2.13 | 2.13 | 7.59 |
| 106 | 60 | 1.83 | 1.68 | 4.42 |
| 150 | 47 | 1.52 | 1.37 | 2.49 |
볼 밀의 규격을 선정한 뒤, 분급기는 습식싸이클론을 사용하였다. 습식싸이클론은 식 (4)를 기반으로 직경(Diameter)을 산출하였다. 산출된 직경을 기준으로 길이(Length), 투입구 노즐(Inlet), 하향류 노즐(Underflow), 상향류 노즐(Overflow)은 일반적인 설계 지표(Length/Diameter = 2, Diameter/Inlet = 3.5, Diameter/Underflow = 3, Diameter/Overflow = 3)에 따라 설정하였으며, 최종 규격은 Table 7에 나타냈다.
Table 7.
Hydrocyclone specifications under different target conditions, including cyclone body sizes (diameter and length) and nozzle sizes (inlet, underflow, and overflow)
이렇게 볼 밀과 습식싸이클론의 규격을 선정한 후 USIM-PAC 시뮬레이션을 통해 폐회로 공정에서의 분쇄 에너지 값을 얻을 수 있었다. 모든 시뮬레이션은 공통적으로 순환율 250%로 고정하였으며, 습식싸이클론의 Overflow의 은 각 조건(45, 75, 106, 150 µm)에 맞추어 설정하여 수행하였다. 시뮬레이션에서의 입도분포 결과를 Fig. 4와 Fig. 5에 나타내었다. Fig. 4는 볼 밀의 Feed와 Product에 대한 입도분포를 나타낸 것으로, 목표 입도를 45, 75, 106, 150 µm로 설정했을 때 Product의 은 각각 58, 94, 127, 178 µm로 나타났다. 볼 밀에서 배출된 Product는 최종 목표 입도보다 다소 굵은 분포를 나타내며, 이로 인해 최종 산물로 분급될 미세 입자와 재분쇄가 필요한 굵은 입자를 모두 포함하고 있어 습식싸이클론의 Feed로 활용하기에 적합하다고 판단하였다. Fig. 5는 습식싸이클론의 Feed, Overflow, Underflow에 대한 입도분포를 나타낸 것으로, Overflow의 은 각각 43, 75, 105, 168 µm로 확인되었다. 이는 목표 입도( = 45, 75, 106, 150 µm)와 매우 유사한 값으로, 습식싸이클론을 통해 산출된 최종 입도가 목표 입도와 일치하여 성공적으로 시뮬레이션을 수행하였음을 확인하였다.
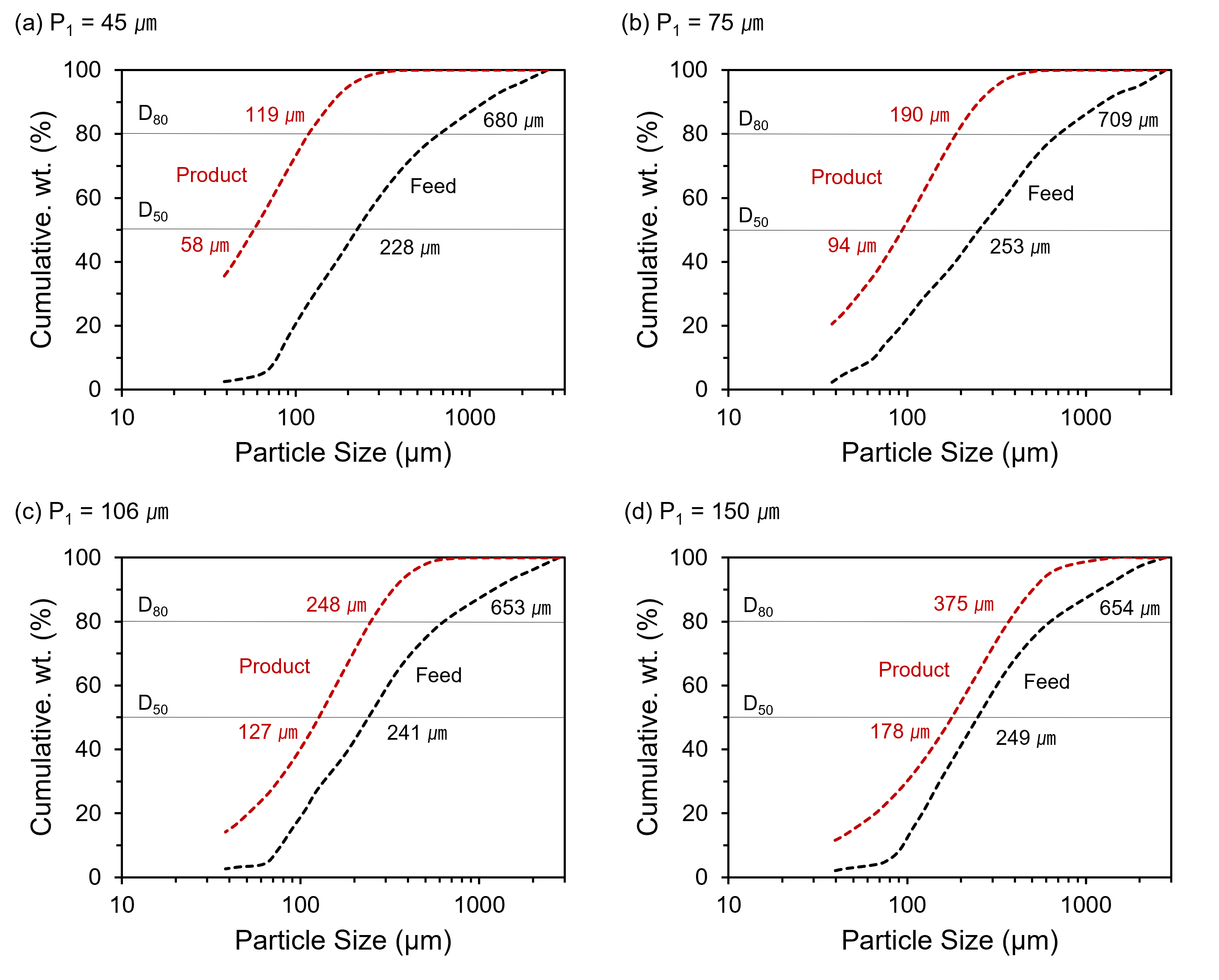
Fig. 4.
Particle size distributions of ball mill feed and product under different target conditions. The black dashed lines represent feed material and red dashed lines represent grinding products for target sizes of (a) 45 µm, (b) 75 µm, (c) 106 µm, and (d) 150 µm. and values are indicated for each condition.
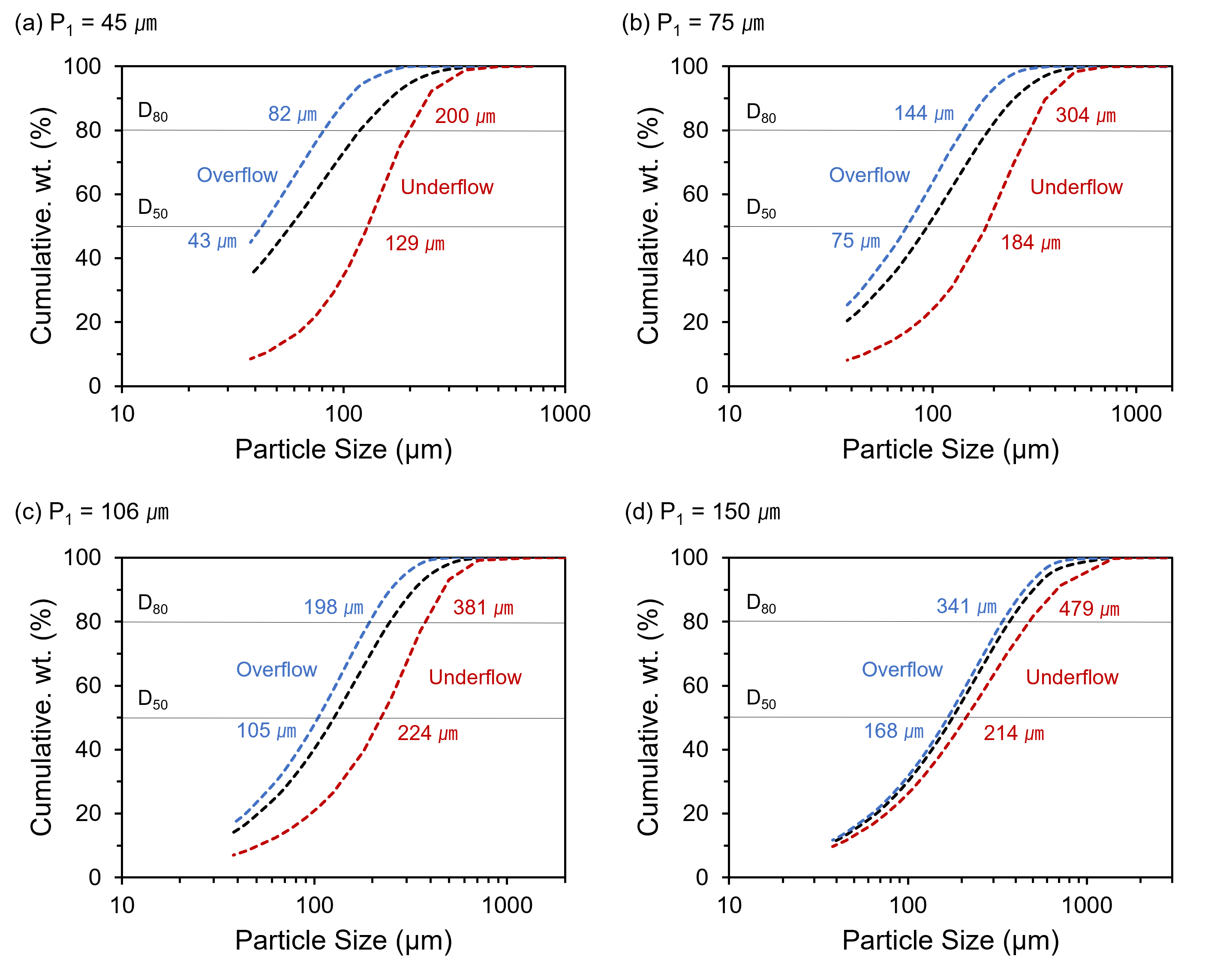
Fig. 5.
Particle size distributions of hydrocyclone feed, overflow, and underflow under different target conditions. The black dashed lines represent feed material, the blue dashed lines represent overflow streams, and the red dashed lines represent underflow streams for target sizes of (a) 45 µm, (b) 75 µm, (c) 106 µm, and (d) 150 µm. and values are indicated for each condition.
각 조건의 분쇄 에너지는 Fig. 6에 붉은색으로 나타냈다. 분쇄 공정 시뮬레이션 결과, 의 크기와 분쇄일지수 및 공정에 소요되는 분쇄 에너지 사이에는 로그 함수적 상관관계가 나타났다(R2 > 0.98). 목표 입도가 감소함에 따라, 에너지 소비량은 지수함수적으로 증가하는 경향을 보였다. 목표 입도가 150 µm일 경우와 45 µm일 경우를 비교해 봤을 때, 목표 입도가 약 3.3배 줄어든 조건에서 분쇄 에너지 소비량은 4.2배 증가하였다. 이러한 에너지 증가율은 분쇄일지수의 증가세보다 더 가파른데, 이는 더 미세한 목표 입도를 달성하기 위해 공정 설계상 더 큰 동력의 볼 밀이 요구되고, 이러한 설비의 동력 효율 및 순환 부하와 같은 실제 공정의 비효율성까지 시뮬레이션에 반영되었기 때문이다. 이는 입자가 미세해질수록 새로운 표면적 생성에 더 많은 에너지가 요구되는 일반적인 분쇄 특성과 일치하는 결과이다.
시뮬레이션 결과의 경제적 의미를 해석하기 위해, 측정된 분쇄 에너지를 이용하여 각 조건 단계별 추가 에너지 소모량을 산정하여 분석하였다. 이는 특정 입도에서 더 미세한 입도를 얻기 위해 추가로 투입되는 에너지양을 의미한다. 150 µm 조건 대비 목표 입도가 1.4배 줄어든 106 µm 조건에서는 추가 에너지 소모가 1.94 kWh/t로 비교적 낮은 수준이다. 그러나 106 µm 이하의 구간부터는 에너지 소모가 급격히 증가하였다. 실제로 106 µm 조건에서 약 1.4배 입도가 감소한 75 µm 조건에서는 3.04 kWh/t의 추가 에너지가 요구되어 직전 구간 대비 1.6배 이상 상승하였고, 75 µm 조건에서 약 1.7배 줄어든 45 µm 조건에서는 추가 에너지 소모량이 5.26 kWh/t까지 증가하여 1.7배 수준의 상승을 보였다. 150 µm에서 106 µm까지의 구간은 상대적으로 낮은 추가 소모량으로 입도를 감소시킬 수 있는, 에너지 효율이 가장 높은 구간으로 해석된다. 반면, 106 µm를 기점으로 이보다 더 미세한 입도를 목표로 할 경우, 투입해야 하는 추가 에너지 소모량이 입도 감소량에 비해 많이 커지기 때문에 경제적인 이점을 확보하기 어려운 구간으로 판단했다. 따라서, 본 시뮬레이션 결과에서 106 µm가 급격한 추가 에너지 소모를 피하면서 효율적으로 입도를 줄일 수 있는 합리적 균형점임을 나타낼 수 있다.
추가로, Fig. 7에 본 연구의 시뮬레이션 결과로 도출된 분쇄 에너지를 검은색, Borda and Torres(2023)의 연구에서 보고된 Ni의 입도별 침출률을 붉은색으로 함께 나타내었다. 해당 연구에서는 1 mol/L H2SO4 용액을 사용하여 실온(약 16℃) 및 대기압 조건에서 500 rpm으로 7 시간 교반하며 침출을 수행하였다. 이를 통해 분쇄 공정의 에너지 소비와 제련 효율 사이에서 나타나는 상충 관계(Trade-off)를 확인할 수 있다. 특정 입도 이하에서는 침출률의 추가적인 향상은 미미한 반면, 분쇄에 소요되는 에너지는 상대적으로 크게 증가하였다. 따라서 공정 설계 시 목표 제련 효율을 달성할 수 있는 최소한의 분쇄 에너지를 설정하고, 그 이상의 과분쇄는 경제성 측면에서 신중히 접근할 필요가 있다. 이러한 결과는 연구 목적이나 산업적 적용 조건에 따라 최적 분쇄 입도를 결정하는 합리적 근거로 활용될 수 있다.
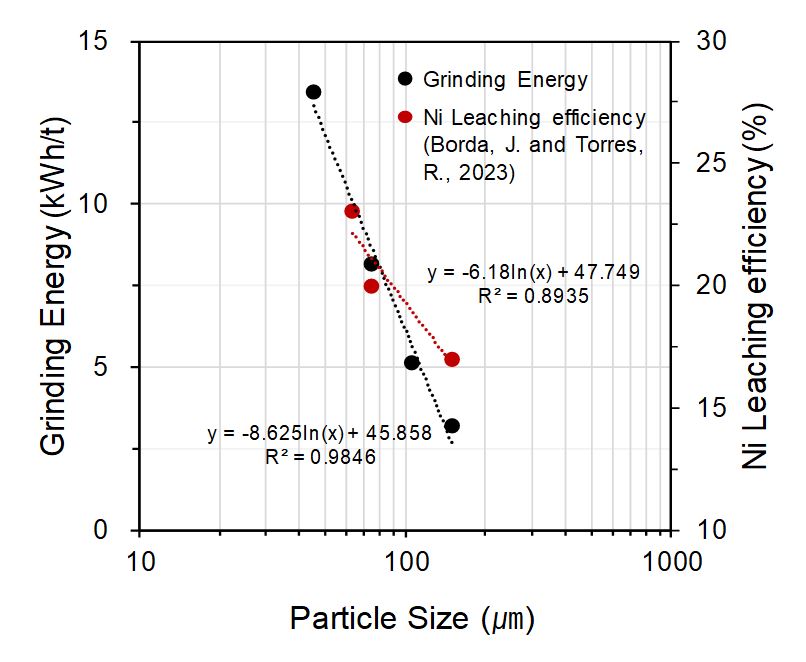
Fig. 7.
Relationship between grinding energy and nickel leaching efficiency under different target conditions. The black circles represent grinding energy and the red circles represent Ni leaching efficiency (Borda and Torres, 2023).
결 론
본 연구에서는 니켈 산화광의 목표 입도별 분쇄 에너지 특성을 분석하여, 다음과 같은 결론을 도출하였다.
1. 본 연구에서 활용한 필리핀산 니켈 산화광 시료는 몬모릴로나이트(31.4%), 침철석(28.6%), 리자다이트(22.6%)가 주요 광물상을 이루며, 층상 규산염 광물이 62.3%를 차지하는 연질 특성을 보인다. 이는 리모나이트층과 사프로라이트층이 혼합된 전형적인 니켈 산화광의 조성적 특성임이 확인되었다.
2. 목표 입도 과 분쇄일지수 간에 로그 함수 관계(R2 > 0.98)가 확인되었으며, 목표 입도가 150 µm에서 45 µm로 감소할 때 분쇄일지수는 6.35 kWh/t에서 11.59 kWh/t로 약 1.8배 증가하였다. 목표 입도에 따른 분쇄일지수를 정량적으로 측정하였으며, 이는 목표 입도가 작아짐에 따라 단위 입도를 줄이는 데 필요한 분쇄 에너지가 급증함을 시사한다.
3. 폐회로 공정 시뮬레이션 결과, 목표 입도가 150 µm에서 45 µm로 감소할 때 분쇄 에너지가 4.2배 증가하는 것을 확인하였다. 특히 150 → 106 µm 구간은 1.94 kWh/t의 상대적으로 낮은 추가 에너지로 입도 감소가 가능하나, 106 µm 이하에서는 에너지 소모가 급격히 증가하여 106 → 75 µm 구간에서 3.04 kWh/t(약 1.6배), 75 → 45 µm 구간에서 5.26 kWh/t(약 1.7배)로 늘어나, 106 µm가 경제성 측면의 임계점으로 나타났다. 미세 입도에서의 에너지 비효율성을 정량적으로 입증하였다.
4. 본 연구는 니켈 산화광 분쇄 공정 설계 시 목표 입도 선정의 정량적 기준을 제시하였으며, 향후 제련 효율 데이터와 연계하여 전체 공정의 경제성 최적화에 활용될 수 있을 것으로 기대된다.
