

서 론
이동식 믹서 개요
강섬유 공급장치 개발
Pilot 모델
초기 모델
최종 모델
이동식 믹서 현장 적용성 평가
스프레이 콘크리트 시공시스템 제안
이동식 믹서 시공성 평가
시공공정 분석
재료비 비교
결 론
서 론
국내 광산 산업은 1970년대까지 전국적으로 1,500여개의 금속 및 비금속 광산이 운용되면서 산업발전에 중추적 역할을 담당하여 왔으나, 1980년대 후반 이후 급속히 감소하여 왔다. 그러나 최근 원유 가격의 상승, 국가 연료 자원의 확보 등의 이유로 석탄광산에 대한 재개발이 계획되고 있고, 운용 중인 비금속 광산의 경우는 인력 채광을 주로 하는 금속광산과 달리 대규모 장비를 이용한 채광 및 대량 생산을 목적으로 광산갱도의 대규격화가 이루어지고 있다(KICT, 2008). 대규격 갱도의 보강을 위해 일반적인 광산 지보재(록볼트 및 강지보재)가 대부분 적용되고 있으나, 록볼트 및 강지보재는 시공 및 활용 면에서 지보효과가 부족하고 공사기간이 장기화 되어 경제성에서도 효율이 낮기 때문에, 최근 터널 공사에서 지보재로 사용되고 있는 스프레이 콘크리트를 광산 갱도에 적용하고자 하는 시도가 이루어지고 있다(KICT, 2009). 스프레이 콘크리트 공법은 타설시 갱도의 완전 폐합이 가능하여 낙석 및 낙반을 방지하는데 효과적이며, 다양한 형태의 갱도 단면 형상에 적용이 용이하고 단시간 내에 타설하여 초기 지반변형을 억제할 수 있어 대규격 갱도 보강에 효과적으로 적용이 가능하다(KICT, 2012). 그러나 영세한 광산업체 여건상 연약지반에 위치한 갱도 일부에만 소규모 물량으로 지보 보강이 실시되고 있는 국내 현실에서 고정적인 현장 배치플랜트를 설치하기에는 경제성 및 부지확보 등의 어려움이 있다. 그래서 인근 지역 레미콘 공장에서 스프레이 콘크리트 재료를 공급받아 시공하게 되는데, 이러한 경우 이동 거리 및 시간에 따라 재료 품질이 변동되고, 광산에 상주하는 지보재 관련 품질관리자가 없기 때문에 시공 품질도 문제가 되고 있다(KICT, 2009). 따라서, 소규모 물량이 간헐적으로 시공되는 국내 광산 여건에 적합하고, 장거리 이동으로 인해 재료의 품질 저하가 발생하지 않으며, 전문 품질관리자가 없어도 최초 설계배합의 시공 품질에 영향을 미치지 않는 스프레이 콘크리트의 시공 방안이 요구되고 있다.
본 연구에서는 이러한 필요성에 부합하기 위해 콘크리트 플랜트를 차량에 탑재하여 시간과 장소의 제약을 받지 않고, 목표한 품질의 재료를 생산 및 공급 가능한 이동식 믹서(Mobile mixer)를 활용하여 광산갱도에서의 스프레이 콘크리트 시공 방안을 개발하고자 하였다. 이동식 믹서는 보강섬유의 공급기능이 없기 때문에 공급장치 개발을 위해 다양한 제작 모델들에 대한 평가를 실시하였고, 이동식 믹서에서 배합 및 생산된 스프레이 콘크리트에 대해 현장 적용성 평가를 실시하였다. 또한, 광산갱도 지보 종류별 시공 프로세스 분석을 수행하여 이동식 믹서 적용시의 공기절감 효과를 검토하였다.
이동식 믹서 개요
콘크리트를 조성하는 여러 재료를 공급하는 부분, 소요 배합량을 계량하는 부분 및 혼합하는 부분으로 구성된 설비를 콘크리트 플랜트라고 한다. 이동식 믹서는 콘크리트 플랜트를 차량에 탑재한 이동성을 가진 콘크리트 플랜트의 일종이다. 따라서, 장소와 시간에 구애 받지 않고 재료 생산이 가능하며, 목표하는 재료 배합비나 슬럼프 값에 따라 현장에서 신속한 변경이 가능하여 시공성을 향상시킬 수 있다. 또한, 시공 현장에서 원자재를 직접 투입하여 콘크리트를 생산하고 연속적인 생산 및 공급이 가능하기 때문에, 재료 품질관리 면에서도 공장형 배치플랜트에 비해 상대적으로 용이하다. Fig. 1은 이동식 믹서의 국내 적용 사례를 나타낸 것인데, 국외에서는 믹스 슬러리(Mix slurry), 라텍스(Latex), 거나이트(Gunite) 등의 건설현장에 일반적으로 사용되고 있으며, 국내에서는 현재 라텍스 및 초속경 콘크리트 생산, 구조물 긴급보수, 콘크리트 도로 보수 등의 건설현장에서 주로 사용되고 있다.
|
(a) Repair work in national road |
|
(b) Repair work in concrete pavement road |
Fig. 1. Domestic application cases of Mobile mixer. |
|
Fig. 2. Detail data of Mobile mixer. |


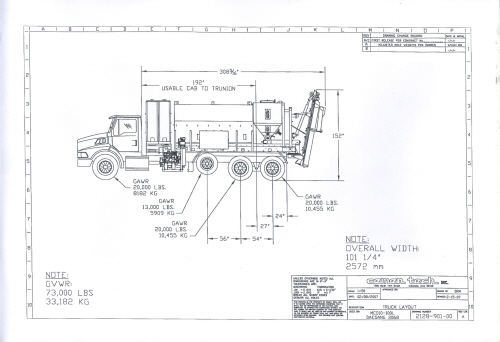
Fig. 2는 이동식 믹서의 제원을 나타낸 것이고, Fig. 3은 이동식 믹서의 세부 구성을 나타낸 것이다. 차량 상부에 골재 및 시멘트를 적재할 수 있는 재료 빈(Bin)이 탑재되어 있고, 콘크리트 배합시 사용되는 배합수 탱크가 부착되어 있다. 컨트롤 패널(Control Panel)에서는 적재된 재료별로 정확한 계량이 이루어지고, 생산 속도 조절을 통해 장비 후방부의 스크류(Screw) 형태의 믹싱 오거(Mixing auger)를 통과하면서 각 재료들이 혼합되어 배출되게 된다.
|
| ||
(a) Whole shape | (b) Material bin | ||
|
|
| |
(c) Water tank | (d) Control panel | (e) Mixing auger | |
Fig. 3. Detail parts of Mobile mixer. | |||




광산갱도의 경우 대부분이 산악지역에 위치하고 있기 때문에 공장 배치플랜트에서 생산된 스프레이 콘크리트는 이동 과정에서 슬럼프 저하 및 품질 변동이 발생할 가능성이 높지만, 이동식 믹서는 갱도 내 타설장비 바로 옆에서 재료 생산 및 공급이 가능하기 때문에 목표한 배합비 및 품질을 최대한 유지할 수 있으며, 소량의 콘크리트를 현장에서 생산함으로써 공장형 배치플랜트 대비 비용 절감 효과도 기대할 수 있다. 이러한 접근성 및 시공성의 장점을 활용할 경우 소규모 물량의 스프레이 콘크리트를 간헐적으로 소비하는 광산갱도에서는 이동식 믹서가 효과적으로 적용 가능할 것으로 판단된다.
강섬유 공급장치 개발
강섬유는 스프레이 콘크리트 공법에서 인장강도와 휨강도의 증대, 피로기간의 연장, 충격저항성 증대, 지보내력 향상, 박리 방지, 휨인성 증대 및 균열 저항성 향상 등 다양한 효과를 위해 혼입되는 보강재의 일종이다. 이동식 믹서는 콘크리트 플랜트를 차량에 탑재하여 장소, 시간에 구애받지 않고 원하는 배합을 자동으로 생산할 수 있는 장비이지만, 주요 적용 분야가 콘크리트 도로 보수, 라텍스 및 초속경 콘크리트 생산, 구조물 긴급 보수 등이기 때문에, 현재 제작되어 시판되는 이동식 믹서는 자체 설비로서 강섬유를 공급할 수 있는 기능이 없다.
광산 및 터널에서 갱도 지보재로 사용되고 있는 스프레이 콘크리트는 휨인성 증진을 위해 보강섬유를 필수적으로 혼입하고 있기 때문에, 이동식 믹서를 활용하여 스프레이 콘크리트를 생산하기 위해서는 골재 재료와 함께 강섬유를 공급할 기능이 필수적으로 요구된다. 따라서, 본 연구에서는 이동식 믹서에 설치 가능한 강섬유 자동공급장치의 개발을 수행하였다.
Pilot 모델
공장형 배치플랜트에서 강섬유는 사일로 진동에 의해 배합 믹서로 이송되는 컨베이어 벨트(Conveyor belt) 위에 떨어지게 되고, 저울로 자동 계량된 량 만큼 믹서에 투입된다. 그러나 이동식 믹서는 시간당 재료의 토출량으로 배합비(배합중량)를 조정하는 원리이기 때문에 강섬유 공급시 골재 및 시멘트와 혼합되는 강섬유의 시간당 투입량을 일정하게 유지하는 것이 중요하다.
Fig. 4는 본 연구에서 개발된 강섬유 공급장치의 Pilot 모델을 나타낸 것이다. Pilot 모델은 호퍼에 담긴 강섬유가 진동 및 중력에 의해 스크류 형태의 공급 암(Arm)에 떨어지게 되고, 이 공급 암을 통해 이동식 믹서 내의 재료 토출구에 투입되게 되는데, 공급 암에 설치된 스크류의 속도 및 스크류 날의 간격에 의해 강섬유의 시간당 투입량이 결정되는 형태로 제작되었다.
Pilot 모델을 통해 강섬유를 공급하면서 이동식 믹서에서 생산된 배합의 강섬유 혼입량 시험을 실시하였는데, Table 1은 Pilot 모델의 강섬유 혼입량을 측정한 결과이다. 국내 스프레이 콘크리트 공법에서 강섬유 혼입량 기준은 0.5%(30~50 kg/m3)가 일반적이다(KTA, 2009). 과거에는 일률적으로 40 kg/m3로 규정하였으나 철도터널 8개 현장에서 수행된 강섬유보강 스프레이 콘크리트의 혼입량 조사결과, 실제 타설된 강섬유의 혼입량은 리바운드 등으로 인해 대부분 40 kg/m3를 만족하지 못하는 것으로 조사되었다(KSCE, 2006). 최근 개정된 Tunnel Standard Specification(KTA, 2009)에서는 실제 벽면에 타설된 강섬유 혼입량을 30 kg/m3 이상으로 규정하고 있다.





굳지 않은 재료에 대한 씻기 시험 결과 목표 혼입량보다 약 10~40% 정도 높게 나타났고, 타설 후 채취한 코어 시편에 대한 혼입량 시험에서도 목표 혼입량보다 약 20~40% 정도 높게 나타나, Pilot 모델의 경우 시간당 투입량이 과다하게 발생하였다. 스크류의 속도를 최소로 조절하여도 스크류 날의 간격이 커서 공급되는 강섬유량이 적정량보다 많은 것으로 판단되었다. 또한, 스크류 날에 번들형 강섬유의 끼임 현상이 빈번하게 발생되어 스크류 회전 속도를 일정하게 유지하지 못하는 문제가 발생하였고, 호퍼에서도 뭉침현상이 발생되어 강섬유 공급 방식 자체를 변경해야할 것으로 판단되었다. Pilot 모델은 공급 성능에서뿐 아니라 장치 형태로 인한 문제들도 발견되었는데, 먼저, 크기 및 중량이 예상외로 커서 최초 설치시 인력 및 장비 투입이 필수적으로 요구되고 이동식 믹서 바로 옆에 설치되어야 하기 때문에 설치 공간이 필요하였다. 또한, 평지에 수평이 유지되게 설치하여야 하기 때문에 경사진 현장에서 설치에 제한이 생기고, 설치 시간도 이동식 믹서의 시공성에 영향을 미칠 정도로 오래 걸렸다. 무엇보다도 이동성 믹서의 가장 큰 장점인 기동성을 제한시키는 문제가 생겼는데, 차량 형태인 이동식 믹서는 현장 내에서 수 m에서 수십 m까지 자유롭게 이동 및 위치 선정이 가능하지만 Pilot 모델이 설치된 후에는 기동이 불가능한 문제가 발생하였다. 이러한 문제점을 개선하기 위해 차후 모델 개발에서는 이동식 믹서에 부착이 가능한 형태로 강섬유 공급장치를 개발하고자 하였다.
초기 모델
Pilot 모델의 문제점들을 개선하여 초기 모델을 개발하였는데, Fig. 5는 강섬유 공급장치 초기 모델을 나타낸 것이다. 이동식 믹서에 설치 및 분리가 용이하게 크기와 무게가 축소되었고, 지상에 설치되는 방식이 아니라 이동식 믹서의 재료 빈(Bin) 옆에 정착하는 형식으로 제작되어 차량의 기동성을 유지할 수 있게 하였다. 초기 모델은 호퍼에 회전바(Rotary-bar)를 설치하여 강섬유의 뭉침현상을 방지하였고, 호퍼 안쪽에는 엉킴과 한쪽으로의 누적을 막기 위해 트위스트 롤러(Twist-roller)를 장착하여 강섬유가 일정하게 공급되도록 수정하였다.
|
|
| |
(a) Whole shape | (b) Rotary-bar | (c) Twist-roller | |
|
| ||
(d) Installation of initial model | (e) Steel fiber supply | ||
Fig. 5. Initial model of steel fiber feeder. | |||
| |||
Fig. 6. Result of volume ratio tests of initial model. | |||





Fig. 6은 초기 모델에 대한 강섬유 혼입량 시험 결과를 나타낸 것이다. 굳지 않은 콘크리트에 대한 씻기 시험에서는 목표 혼입량보다 약 20% 정도 높게 나타났고, 타설 후 채취한 코어 시편에 대한 혼입량 시험에서는 목표 혼입량보다 약 15% 정도 높게 나타나, 초기 모델의 경우에도 시간당 투입량이 과다하게 발생하였다. 그러나 장비의 투입속도 조절로 목표 혼입량을 충분히 만족시킬 수 있을 것으로 예상되었고, 특히, 공급되는 강섬유가 엉킴 없이 일정하게 투하되는 것을 육안으로 확인 가능하였다. 반복 시험을 통해 투입속도에 따른 장비의 Calibration 보정표를 작성할 경우에는 사용자가 목표 혼입량을 자유롭게 선정하는 것은 가능할 것으로 판단된다.





초기 모델도 Pilot 모델과 동일하게 이동식 믹서의 외부에 설치되는 형식으로, 이동식 믹서는 국내 도로 교통법상 트럭 차량으로 분류가 되어 있기 때문에 차량 외부에 특수한 장치를 설치한 채 도로 운행이 불가능하다. 따라서 시공 현장으로 이동하거나 도로를 주행할 경우에는 강섬유 공급장치를 반드시 분리하여 이동하여야 하며, 광산갱도 내에서 이동할 경우에도 고정적인 조명이 없는 굴착갱도에서 차량 외부에 설치된 장비는 안전사고 및 파손의 위험이 예상되었다. 따라서, 현실적인 현장 적용을 위해서는 이동식 믹서의 내부에 설치 가능한 형태로 강섬유 공급장치 개발이 필요할 것으로 판단되었다.
최종 모델
Pilot 모델 및 초기 모델의 문제점을 개선하고자 강섬유 공급장치의 최종 모델을 개발하였다. 강섬유 공급장치 적용시 가장 중요하게 고려해야할 점은 첫째, 어떠한 상황에서도 강섬유가 막힘없이 원활하게 공급되어야 하는 것이고, 둘째, 배합설계에 따른 단위 배합(m3)당 강섬유 혼입량이 국내 규정에 맞게 일정하게 강섬유가 공급되어야 하는 것이다. 최종 모델 개발에서 가장 중요하게 고려한 부분은 이동식 믹서 내부에 탈부착이 가능하여야 하며, 탈부착시 인력, 장비, 시간 소요를 최소화 하는 것이었다.
Fig. 7은 강섬유 공급장치 최종 모델의 설계와 이동식 믹서의 설치 위치를 나타낸 것이고, Fig. 8은 모델의 세부 구성요소를 나타낸 것이다. 이동식 믹서의 재료 빈(Bin) 내에 공간을 확보하여 설치되며, 유압모터(이동식 믹서에 설치되어 있는 유압모터를 동력원으로 작동)를 이용하여 회전날개(Rotary vane)를 회전시키고 상부에서 공급되는 강섬유를 골재 및 시멘트의 배출라인으로 공급되는 형태로 설계되었다. 장치 내부에는 주공급 회전날개와 보조공급 회전날개를 설치하여 내부에 강섬유가 적재될 경우 발생 가능한 막힘 현상을 최소화 하였고, 번들형태의 강섬유를 서로 엉키지 않게 흐트러트려 원활하게 공급할 수 있는 구조로 제작하였다. 또한, 장치 하부에 강섬유 배출구는 도어(Door)를 설치하여 이동 및 정비시에 도어를 닫아 호퍼 내에 적재되어 있는 강섬유가 재료 배출라인으로 흘러내리지 않게 하였다.








Fig. 9는 강섬유 공급장치의 최종 모델을 이동식 믹서에 설치하는 과정을 나타낸 것이고, Fig. 10은 강섬유 혼입량 시험 모습을 나타낸 것이다. 이동식 믹서에 재료 공급을 담당하여 항상 병행으로 운용되는 카고 크레인을 이용하여 강섬유 공급장치의 운반, 격벽 설치, 유압호스 연결 및 설치 완료까지의 준비 단계는 30분 안에 가능하였다. 최종 개발 모델은 이동식 믹서 내부에 설치되기 때문에 현장 이동 간에 도로 법규상의 문제가 없고, 설치 및 해체시에 추가적인 인력과 장비의 투입이 없이 단시간에 작업이 가능하였다.
강섬유 혼입량 시험은 이동식 믹서에서 1 m3씩 3번 배합을 실시하였고, 각 배합이 배출되는 과정에서 세 지점에서 시료를 채취하여 씻기 시험으로 강섬유량을 측정하였다. Table 2는 강섬유 혼입량 시험결과를 나타낸 것이다. 터널 시공현장에 고정적으로 설치된 배치플랜트에서는 스프레이 콘크리트 재료의 계량오차를 3%로 관리하고 있기 때문에 강섬유 혼입량의 경우 씻기 시험의 허용 기준은 38.8~41.2 kg/m3 범위이다. 배합설계에서는 40 kg/m3를 목표로 강섬유 공급장치의 속도를 조절하여 투입하였는데, 시험결과 강섬유 혼입량은 평균 39.48~39.97 kg/m3로 나타나 허용 기준을 만족하였다.
개발 장비의 기계적인 문제점으로는 유압량에 따라 초당 강섬유 투입량의 변화폭이 크고 미세조절이 어려운 상황이 발생하였고, 미세조절 나사의 민감도가 매우 커서 이동식 믹서의 자체 진동에 크게 영향을 받는 현상이 나타났다. 또한, 강섬유 공급장치 내의 강섬유 적재용량에 따라 강섬유 낙하량의 변동이 생겨, 초기 강섬유 혼입량과 시간 경과 후 혼입량의 차이가 발생하였다. 이러한 기계적인 문제점을 개선하여 최종 모델을 설치한 이동식 믹서를 활용하여 현장 적용성 평가를 수행하였다.






이동식 믹서 현장 적용성 평가
강섬유 공급장치의 최종 모델을 설치한 이동식 믹서를 활용하여 현장 적용성 평가를 실시하였다. 실제 시공현장에서 타설된 재료의 혼입율 시험을 통해 강섬유 공급 기능을 평가하고, 공장형 배치플랜트와 이동식 믹서에서 생산된 재료의 품질 비교를 통해 이동식 믹서의 스프레이 콘크리트 생산 성능을 확인하고자 하였다.
Table 3은 현장 배합표를 나타낸 것인데, 배치플랜트와 이동식 믹서에서 각각 2종류의 배합을 생산하였다. 국내 터널 지보분야에서는 스프레이 콘크리트의 품질 향상을 위해 굵은골재 최대크기가 이미 10 mm로 개정되었고(KTA, 2007; MLIT, 2009) 국외에서는 8 mm까지도 규정화되고 있는 현실을 고려하여(EFNARC, 1996; Norwegian Tunneling Society & Norwegian Rock Mechanics Group, 1999), 굵은골재 최대크기의 변화에 따른 이동식 믹서의 생산 성능을 평가하기 위해 시험 배합에서 10 mm와 13 mm 골재를 적용하였다. Fig. 11은 이동식 믹서의 현장 적용성 평가 모습을 나타낸 것이고, Fig. 12는 채취된 코어를 파쇄하여 강섬유 혼입량을 측정하는 모습을 나타낸 것이다.
Table 4는 리바운드 시험 및 강섬유 혼입량 시험 결과를 나타낸 것인데, 타설용 몰드와 타설된 벽체에서 각각 코어를 체취하여 혼입량을 측정하였다. 타설용 몰드의 경우는 Fig. 11(e)에서와 같이 대각선 아래 방향으로 타설이 되어 리바운드량이 거의 발생하지 않았고, 접시형태로 제작된 몰드가 스프레이 콘크리트가 주위로 흩어지는 것을 막아 혼입량이 100%를 넘는 경우도 있었다. 반면, 타설된 벽체에서 채취된 코어의 경우 벽체와 90도 방향으로 타설됨에 따라 리바운드량도 상대적으로 많이 발생되었고, 타설시 스프레이 콘크리트가 주위로 흩어지면서 이와 함께 강섬유도 손실되는 량이 증가하였다. 그래서 벽체 코어의 강섬유 혼입량은 타설용 몰드에 비해 4.3~19.6%까지 적게 나타났다.
특히, 암재질의 벽체는 타설 초기 스프레이 콘크리트가 부착될 때 강섬유가 묻힐 정도의 타설 두께를 형성하지 못하기 때문에 강섬유가 벽체에 부딪혀 잘 부착되지 못하고, 타설 두께가 강섬유가 묻힐 정도로 형성되면서부터 강섬유 손실도 줄어들게 된다. 골재의 경우도 이와 동일한데 골재 크기가 클수록 타설 초기에는 벽체에 부착된 모르타르가 얇기 때문에 크기가 큰 골재는 모르타르에 묻히기가 어려워 반발되는 손실량도 많아지게 되는 것이다. 굳은 콘크리트의 강도 발현에서 중요한 역할을 담당하는 골재량이 최초 배합설계보다 적어지게 되면 당연히 그 재료의 품질 저하에도 영향을 미치게 된다. 앞에서도 언급하였다시피 국내외 터널 규정에서 스프레이 콘크리트의 굵은골재 최대크기를 점차 하향하는 이유 중에 하나도, 타설 초기 모르타르 재료와 함께 골재가 벽체가 잘 부착되어 본연의 품질을 발휘하게끔 하기 위한 방안으로 판단된다. 현재 국내 광산갱도 지보재로 적용되고 있는 스프레이 콘크리트는 아직까지 최대크기 13 mm의 굵은골재를 사용하고 있는데, 연약지반 갱도의 안정성 향상을 위해 필요시에만 시공되는 이유를 고려하면 굵은골재 최대크기의 하향이 반드시 필요할 것으로 판단된다.
|
Fig. 12. Volume ratio tests of concrete core. |
|
Fig. 13. Result of compressive strength tests(28-day). |


실제 시공 상황과 가장 유사한 벽체 코어의 강섬유 혼입율은 배치플랜트 생산 배합이 88.9~89.8%, 이동식 믹서 생산 배합이 86.0~87.7% 로 배치플랜트보다 이동식 믹서가 2.1~2.9% 정도 더 적게 나타났지만, 국내 강섬유 혼입량 기준인 30 kg/m3(투입량 40 kg/m3의 75%) 이상을 모두 만족하는 결과를 보였다(KTA, 2009).
Fig. 13 및 Table 5는 시험 배합에 대해 실내시험, 타설 직전 몰드(∅100×200 mm)에 캐스팅한 코어, 타설된 벽체에서 채취한 코어 등에 대해 28일 압축강도를 측정한 결과이다. 실내시험 및 캐스팅 코어의 강도 발현은 비슷한 양상을 보였지만, 실제 시공현장의 다양한 변수 및 환경 때문에 타설된 벽체의 코어는 다른 경우보다 상대적으로 낮은 압축강도를 보였다. 또한, 표준배합의 경우 최대크기가 10 mm인 굵은골재를 사용한 배합이 13 mm를 사용한 배합에 비해 최대 2.3~8.7% 정도 압축강도가 더 크게 발현되었다.
배치플랜트 및 이동식 믹서의 재령 28일 압축강도를 비교한 결과 배치플랜트 생산 배합은 30.2 MPa, 이동식 믹서 생산 배합은 28.6~31.1 MPa로 압축강도 발현의 차이는 거의 없었다. 굵은골재 최대크기를 제외하고는 골재, 시멘트, 강섬유, 혼화제 등 동일한 재료를 사용하여 동일한 재료를 생산하였고, 동일한 타설장비에서 타설할 경우 재료 품질의 차이가 거의 없음을 알 수 있었다. 즉, 이동식 믹서가 기존 배치플랜트와 동일한 재료 생산 성능을 갖고 있음을 알 수 있었고, 오히려 광산갱도 보강과 같이 소규모 물량의 스프레이 콘크리트를 공급해야할 경우에는 시간 및 장소의 제약이 없는 이동식 믹서가 더 효과적일 것으로 판단된다.
스프레이 콘크리트 시공시스템 제안
국내 광산의 경우 광산갱도의 대규격화가 이루어지면서 암반의 구조적인 문제와 발파진동에 의해 발생하는 낙반 및 붕락 등의 위험성이 증가하여 갱도 안정성 확보에 대한 필요성이 가중되고 있지만 생산비 증가의 이유로 대부분의 갱도가 무지보 상태로 유지되고 있다(Koo et al., 2008). 보강이 이루어지는 경우에도 록볼트 및 강지보재에 의한 보강은 국부적인 지보효과만이 발현되어 지보효과가 부족하고 공사기간이 장기화 되는 문제점을 지니고 있다. 또한, 객관적인 설계기준 없이 기술자의 경험과 상황에 따라 설계 및 보강이 이루어지고 있어 안정성 및 경제성 측면에서 효과적인 갱도 보강이 되지 않고 있는 상황이다(Ma et al., 2010).
터널 시공분야에서 일반적으로 적용되고 있는 스프레이 콘크리트 공법은 막장의 완전 폐합이 가능하여 낙석 및 낙반을 방지하는데 효과적이며, 다양한 형태의 막장 단면형상에 적용이 용이하고 단시간 내에 타설하여 초기 지반변형을 억제할 수 있어, 국내 대규격 갱도의 보강에 가장 효과적으로 적용 할 수 있는 공법이다(KICT, 2012).
그러나 광산갱도는 굴착 목적 자체가 터널과는 상이하고 갱도의 내구연한, 요구 안정성, 운용 목적 등이 다르기 때문에, 터널에서 적용되고 있는 시공시스템을 그대로 광산 지보시공에 적용하기에는 어려움이 있다. 예를 들어, 갱구부, 주운반 갱도 및 보조운반 갱도와 같이 장기간 갱도를 유지해야할 필요가 있는 경우에는 시공비가 증가하더라도 강지보재, 락볼트 및 스프레이 콘크리트 등으로 갱도 보강을 실시하여 안전성을 확보하지만, 임시 갱도 및 채광 갱도와 같이 단기간 갱도를 유지하는 경우나 소기의 목적을 달성하면 출입을 통제하는 경우에는 무보강 혹은 최소한의 보강만을 적용하게 된다. 특히, 굴착 진행 중 파쇄대 및 연약지반을 조우하였을 경우 갱도 보강을 실시하면서 굴착을 진행하기보다는, 굴착 방향을 우회하여 채굴지점에 접근하는 것이 광산운영 업체의 입장에서는 더 경제적이다.
부득이하게 스프레이 콘크리트 보강을 실시하는 경우에도 재료 생산량이 소량이고 간헐적으로 생산되기 때문에 고정적인 현장 배치플랜트를 설치하기에는 경제성 및 부지확보 등의 어려움이 있다. 따라서 대부분의 광산에서는 인근 지역 레미콘 공장에서 배합된 스프레이 콘크리트 재료를 공급받아 시공하게 된다. 그러나 광산현장은 도로 교통이 불편한 산악지역에 위치하고 있기 때문에 접근성이 나쁘고, 공장에서 재료 생산 후 타설 시점까지 장시간이 소모되기 때문에 워커빌리티(Workability) 저하 및 재료분리 등의 품질 저하가 발생할 가능성이 매우 크다. 이로 인해 갱도에 타설된 스프레이 콘크리트도 강도 및 휨인성이 품질 기준을 만족하지 못할 수 있으며 이것은 곧 갱도 안정성과도 직결하게 된다. 터널 지보 시공 상황과는 다른 광산만의 시공적 및 환경적 특성을 정리하면 다음과 같다.
○ 광산운영 업체는 터널 시공 업체와는 달리 영세한 업체가 대부분임.
○ 하나의 라인으로 구성되는 터널과는 달리 광산은 갱구 입구, 주운반 갱도, 보조 갱도, 임시 갱도 및 채광 갱도 등 내구연한, 안정성, 갱도 생성 목적 등에 따라 다양한 종류의 갱도가 존재함.
○ 국내 광산갱도는 대부분 무지보로 운영되며 연약 구간 발생시 갱도 굴진을 우회하거나 특수한 상황에서 통과할 경우에만 소규모로 지보 보강을 실시함.
○ 연약구간 일부에만 지보시공이 이루어지므로 지보재 시공량이 소량임.
○ 광산현장에서는 고정적인 현장 배치플랜트를 설치하기에는 경제성이 떨어지고, 부지 확보도 어려움.
○ 고정적인 현장 배치플랜트가 없기 때문에 필요시에만 인근 지역 레미콘 공장에서 소량의 스프레이 콘크리트를 구입하여 사용함.
○ 광산현장은 대부분 도로교통이 불편한 산악지역에 위치하고 있기 때문에 접근성이 나쁘고, 갱도 내 시공 지점까지 재료를 운반하는데 장시간이 소요됨.
○ 공장에서 재료 생산 후 타설 시점까지 장시간이 소모되기 때문에 워커빌리티(Workability) 저하 및 재료분리 등의 품질 저하가 발생할 가능성이 매우 높음.
○ 광산에 상주하는 스프레이 콘크리트 전문 품질관리자가 없기 때문에 시공시 재료 품질에 대한 신뢰가 부족함.
특수한 경우에만 일부 구간에 대해 보강을 실시하는 광산 특성을 고려하고, 현장 배치플랜트 및 레미콘 공장의 공급재료에 대한 품질 저하 문제를 해결하기 위해 이동식 믹서를 활용한 스프레이 콘크리트 시공시스템이 필요하다고 판단된다.
Fig. 14는 이동식 믹서를 활용한 시공시스템의 개요를 보여 주고 있다. 골재 재료 적재, 갱도 내 시공 지점 도착, 현장 배합, 타설장비 재료 공급, 타설 등의 일련의 과정을 일체화할 수 있는 방안은 비단 광산갱도 보강뿐 아니라, 도심지 터널과 같이 민원 및 환경 문제로 현장 배치플랜트를 설치하지 못하는 현장, 레미콘 공장이 장거리여서 스프레이 콘크리트 품질 저하가 우려되는 현장, 긴급하게 보강이 필요한 소규모 터널 현장 등에도 다양하게 적용될 수 있을 것으로 판단된다.
이동식 믹서 시공성 평가
시공공정 분석
광산갱도는 채광물의 운반을 위해 작업차량의 이동이 지속적으로 발생되고 광산 수명 종료시까지 굴착이 지속되기 때문에 현행 지보방식은 작업자 및 광산의 안정성에 문제가 발생될 수 있다. 갱도 지보 시공시 발생되는 문제점을 보완하기 위해 기존 광산지보 및 이동식 믹서를 적용한 스프레이 콘크리트의 시공 공정을 분석하였다. 이동식 믹서를 적용한 스프레이 콘크리트의 시공 프로세스는 기존의 공장 구입 과정을 대신하여 이동식 믹서가 바로 시공 지점에 투입하는 프로세스로 대체가 가능하다.
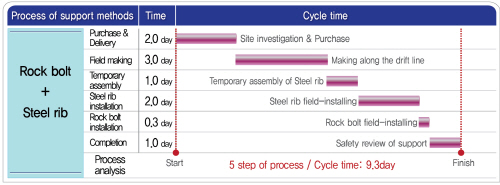
Fig. 15, 16, 17은 굴착 단면이 폭 10 m, 높이 8 m인 광산갱도를 기준으로 기존의 락볼트 및 강지보 시공 프로세스와 스프레이 콘크리트 시공 프로세스 대해 공정분석한 결과를 나타낸 것이다. 록볼트 및 강지보 설치는 총 5개 공정인 구입 및 운반, 현장 제작, 가조립, 강지보 설치, 록볼트 정착, 마감 순으로 분류되었다. 광산지보 특성상 강지보의 현장 제작과 설치에 대한 공사시간이 다른 기타 공정의 공사시간에 비해 장시간 소모되어 반복공정(Cycle time)은 9.3일로 분석되었다.
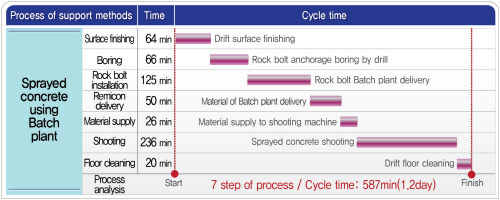
레미콘 공장 구입 방식인 스프레이 콘크리트의 공정분석에서는 락볼트를 병행 시공하는 복합지보 방식으로 분석하였는데, 총 7개 공종으로 분류되며 발파 후 갱도면 마감부터 바닥 잔재 제거까지 Cycle time 1.2일(587 min)이 소요되는 것으로 분석되었다. 재료 운반시간은 레미콘 공장에서부터 갱도 입구까지의 이동시간을 산정하였고, 재료 공급시간은 갱도 입구에서 갱내 시공 지점에 도착하여 타설장비의 호퍼에 재료를 공급하기까지의 시간을 산정하였다. 반복공정은 1.2일로 분석되었으나 지보 시공 시 비정기적인 보강층 발생을 가정할 경우 실제 소요시간은 약 3일 정도 소요될 것으로 예상된다.
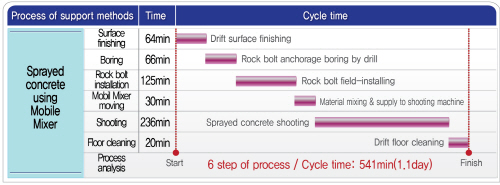
이동식 믹서를 활용한 스프레이 콘크리트의 시공 공정은 총 6개 공종으로 분류되며, 발파 후 갱도면 마감부터 바닥 잔재 제거까지 1.1일(541 min)이 소요되는 것으로 분석되었다. 이동식 믹서가 투입됨으로 인해 레미콘 운반 및 재료 공급 공정을 단순화 시킬 수 있어, 레미콘 공장 구입 방식과 비교할 경우 공사기간이 7.8% 정도 절감되는 것으로 분석되었다. 또한, 기존 록볼트 및 강지보와 비교할 경우에는 약 88.2% 정도 공기절감 효과가 발생되는 것으로 분석되었다. 보강 대상 갱도가 구조적인 기능을 요구하지 않고 낙반 방지만을 주목적으로 할 경우 락볼트 병행시공이 아닌 스프레이 콘크리트 단독시공이 가능하며 공기절감 효과는 더 클 것으로 예상된다.
재료비 비교
Table 5는 레미콘 공장에서 스프레이 콘크리트를 구입하는 경우와 이동식 믹서에서 재료를 적재하여 생산하는 경우 재료비를 비교한 것이다. 레미콘 공장의 경우에는 스프레이 콘크리트 전체 재료비와 현장까지의 도착 운반비를 고려하였고, 이동식 믹서의 경우에는 적재되는 골재 및 시멘트 등의 재료비와 이동식 믹서 사용비를 고려하여 산정하였다(2012년 단가 기준).
재료비 분석 결과 이동식 믹서 생산 방식은 190,783 원/m3, 레미콘 공장 구입 방식은 207,399 원/m3로 나타나 이동식 믹서 생산 방식이 약 8.7% 정도 더 저렴한 것으로 나타났다. 레미콘 공장에서 갱도 내 시공 지점까지의 운반 거리나 재료 수급 상황 등에 따라 변동은 있겠지만, 현장 배치플랜트를 설치하기 어려운 국내 광산 특성상 이동식 믹서를 활용할 경우 시공성 및 경제성 측면에서 효과가 있을 것으로 판단된다.
결 론
본 연구에서는 국내 광산갱도 지보시공 특성을 고려한 스프레이 콘크리트의 시공 방안을 마련하고자 이동식 믹서의 활용 방안을 검토하였고, 보강섬유 공급기능을 확보하기 위해 강섬유 공급장치를 개발하였다. 또한, 배치플랜트와 이동식 믹서의 재료 생산 성능을 비교하기 위해 현장 적용성 평가를 실시하였고, 광산갱도 지보 종류별 시공 프로세스 분석을 통해 이동식 믹서 활용시의 공기절감 효과를 검토하였다. 본 연구의 결론을 요약하면 다음과 같다.
1. 이동식 믹서는 갱도 내 타설장비 옆에서 재료 생산 및 공급이 가능하기 때문에 목표한 품질을 최대한 유지할 수 있으며, 소량의 콘크리트를 현장에서 생산함으로써 공장형 배치플랜트 대비 비용 절감 효과를 기대할 수 있고, 접근성 및 시공성의 장점을 활용할 경우 국내 광산갱도 지보 시공에 효과적으로 적용 가능할 것으로 판단된다.
2. 이동식 믹서의 보강섬유 공급기능을 확보하기 위해 강섬유 공급장치를 개발하였는데, 개발된 최종 모델은 이동식 믹서 내에 설치가 가능하며, 추가적인 인력 및 장비 투입없이 30분 안에 설치가 가능하였다. 또한, 강섬유 씻기 시험 결과 투입량 40 kg/m3에 대해 혼입량은 평균 39.48~39.97 kg/m3로 나타나, 공장형 배치플랜트의 재료 계량오차 3% 범위를 만족하였다.
3. 강섬유 공급장치 최종 모델을 설치한 이동식 믹서 및 배치플랜트의 생산 배합에 대해 타설된 벽체에서 채취한 코어의 강섬유 혼입율을 측정한 결과, 배치플랜트 생산 배합은 88.9~89.8%, 이동식 믹서 생산 배합은 86.0~87.7%로 배치플랜트보다 이동식 믹서가 2.1 ~ 2.9% 정도 더 적게 나타났지만, 국내 강섬유 혼입량 기준인 30 kg/m3(투입량 40 kg/m3의 75%) 이상을 모두 만족하는 결과를 보였다.
4. 이동식 믹서 및 배치플랜트의 생산 배합에 대해 재령 28일 압축강도를 비교한 결과 배치플랜트 생산 배합은 30.2 MPa, 이동식 믹서 생산 배합은 28.6~31.1 MPa로 압축강도 발현의 차이가 미비하여, 동일한 재료를 사용하고 동일한 타설장비로 시공하는 경우 이동식 믹서 및 배치플랜트 생산배합의 품질 차이는 거의 없음을 확인하였다.
5. 광산갱도 지보에 대한 시공 공정분석 결과 이동식 믹서를 활용한 스프레이 콘크리트는 Cycle Time이 발파 후 갱도면 마감부터 바닥 잔재 제거까지 1.1일(541 min)이 소요되는 것으로 분석되었고, 레미콘 운반 및 재료 공급 공정을 단순화 시킬 수 있어 레미콘 공장 구입 방식과 비교할 경우 약 7.8%, 록볼트 및 강지보 조합과 비교할 경우 약 88.2% 정도 공기절감 효과가 있는 것으로 분석되었다.
6. 레미콘 공장에서 스프레이 콘크리트를 구입하는 경우와 이동식 믹서에서 생산하는 경우 재료비를 비교한 결과 이동식 믹서 생산 방식은 190,783원/m3, 레미콘 공장 구입 방식은 207,399원/m3으로 레미콘 공장 구입보다 약 8.7% 정도 재료비가 절감되는 것으로 나타나, 현장 배치플랜트를 설치하기 어려운 국내 광산 특성상 이동식 믹서를 활용할 경우 시공성 및 경제성 측면에서 효과가 있을 것으로 판단된다.
