

서 론
대상 시료 및 공정
대상 공정
대상 시료
선광공정 모델링
분쇄 공정
분급 공정 ‒ 스파이럴 분급기
분급 공정 ‒ 습식싸이클론
전산 모사 ‒ 입도 분포, 물질 수지 흐름
결과 및 고찰
분쇄일지수 시험 결과
분쇄 공정 전산모사
분급 전산모사
물질 수지
결 론
서 론
전 세계는 지속적인 금속 수요의 증가와 천연 자원의 고갈로, 중 저품위 자원을 활용해야 하는 상황에 직면하고 있다. 전 세계적으로 금속 수요의 증가 및 자원 고갈에 따른 효율적인 금속 생산이 요구되고 있다. 이에 따라, 채광, 선광, 제련 등 금속 생산의 효율화 연구가 주목받고 있다. 특히 선광은 채광된 광석으로부터 목적광물과 무가치한 광물을 물리적 방법으로 분리하는 조작으로 파쇄, 분쇄, 분급, 선별, 여과 등 여러 단위 공정의 조합에 의해서 이루어진다. 즉, 선광분야에서 금속 생산의 효율화하기 위해서는 공정의 최적화 설계 및 운영이 필수적이다(Bergh and Yianatos, 2011; Seppälä et al., 2016).
선광플랜트 공정의 최적화 연구를 위해 수학적 모델을 통한 시뮬레이션 연구가 제안되었으며 이에 따라 단위 모델들이 개발되었다. 개발된 선광공정 모델들은 자연현상의 원칙에 근거한 이론식 또는 관측현상으로부터 유도된 경험식 모두를 기반으로 한 준 경험 모델(Semi empirical model)로 구성되어 있으며, 목적에 따라 정적모델(Static model)이나 동적모델(Dynamic model)로 사용된다. 정적모델은 공정 설계 단계나 공정이 정상 상태(Steady state)일 경우에 최적화 도구로 유용하다. 반면 동적모델은 공정 제어 및 모니터링에 유용하며, 특히 공정 변수가 계속 변하는 공정을 모사할 때 많이 사용된다. 따라서 동적모델은 센서 및 카메라를 통한 공정 모니터링 및 자료 축적이 필수적이다.(Seppälä et al., 2016).
이러한 모델들을 쉽게 활용하기 위해 다양한 선광 공정 시뮬레이터가 개발되어 왔다. 그 시뮬레이터의 예로는 JKSimFloat(Hodouin et al., 2011), USIMPAC(Vorster et al., 2001), SUPASIM(Hay and Rule, 2003; Hay, 2005), Microsim(Klymowsky and Rijkers, 1996), MODSIM(King, 2012) 그리고 HSC ChemistrySim(Seppälä et al., 2016) 등이 있다. 이러한 시뮬레이터들은 정적모델을 기본 몸델로 채택하고 있지만, 공정 모니터링 시스템이 구축되어 있을 경우에는 동적 모델을 적용하여 공정 제어 연구 등에도 사용이 가능하다.
한편, 국내 대부분 금속광산 선광플랜트는 최적화 설계 및 운영이 안 되어 있는 실정이다. 최초 플랜트 건설시 최적화 설계하지 않았으며, 또한 대부분 조업자의 경험에 의해서 운영되고 있다. 이로 인해 공정의 물질수지 흐름 산출에 어려움을 겪고 있으며, 선광플랜트가 효율적으로 가동되고 있는지 파악조차 안 되고 있다.
이에 본 연구에서는 선광공정 시뮬레이터를 활용하여, 국내 금광산 선광플랜트의 폐회로 분쇄공정을 전산 모사하였다. 대상 선광플랜트의 폐회로 분쇄 공정은 1차 볼밀, 스파이럴 분급기, 2차 볼밀, 습식싸이클론으로 구성되어 있다. 최근 2 년 동안 운전 조건에 변화가 없는 정상상태로 가동 중이기 때문에 정적모델로 적용하였다. 분쇄 산물의 입도분포는 분쇄 일지수가 기반인 Bond model과 Allis Chalmer method를 활용하여 전산모사하였다. Bond model에 적용할 분쇄 일지수는 시험을 통해 측정하였다. 스파이럴 분급기는 Stoke 법칙을 적용해 분급입도(d50, Cut size)를 예측한 후 분배율 곡선으로 입도분포를 전산모사 하였다. 또한 습식싸이클론의 분급입도는 Plitt model을 활용하여 나타내었다. 이때 Apex, vortex, inlet 크기는 실제 규격으로 설정하고 광액농도 또한 실제 선광장에서 측정한 데이터를 적용하였다. 선광공정 시뮬레이터로는 USIMPAC을 활용하였다. 시뮬레이터를 활용하여 폐회로 분쇄 공정의 입도분포 및 물질 수지(Mass balance)를 예측하였고, 공정이 효율적으로 가동되고 있는지 확인하였다.
대상 시료 및 공정
대상 공정
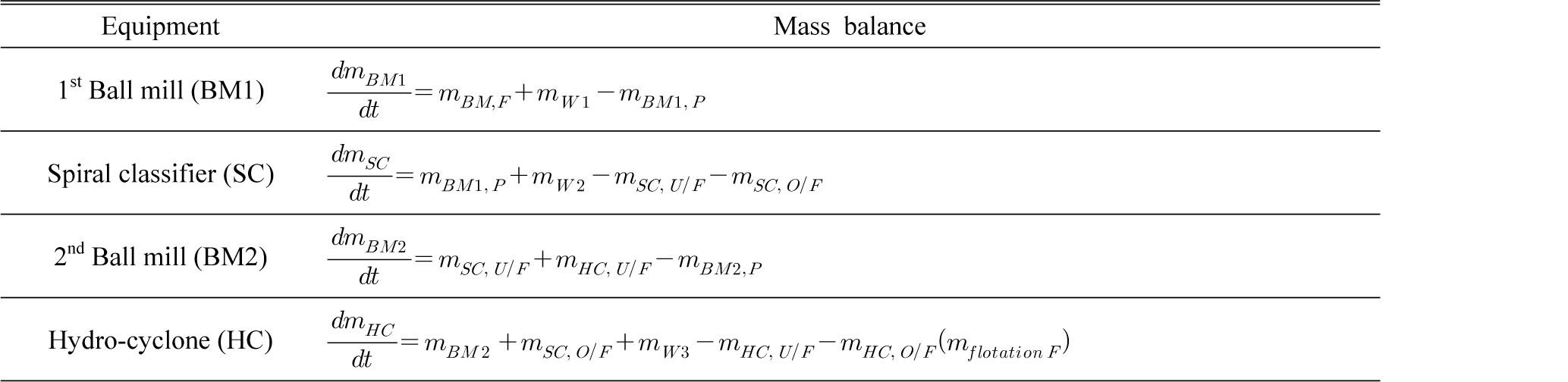
본 연구에서 전남 해남군에 위치한 금광석 선광플랜트 폐회로 분쇄 공정을 대상으로 하였다. 이 선광플랜트의 분쇄, 분급 공정도는 Fig. 1에 나타내었고 공정의 물질수지흐름은 Table 1에 나타내었다. 앞 파쇄 공정으로부터 처리된 광석은 개회로(Open circuit)로 설계된 1차 볼 밀에 원광으로 투입된다. 1차 볼 밀의 분쇄산물은 분급을 위해 스파이럴에 분급기로 투입된다. 스파이럴 분급기 상향류(Overflow)는 습식싸이클론으로 이동하고, 하향류(Underflow)는 습식싸이클론의 하향류와 함께 재 분쇄를 위해 2차 볼밀로 투입된다. 분쇄, 분급 공정의 최종산물은 습식싸이클론의 overflow 산물이며, 이는 후속 처리를 위해 부유선별 공정으로 이송된다. 이 분쇄 공정의 처리량은 약 140 t/d이다.
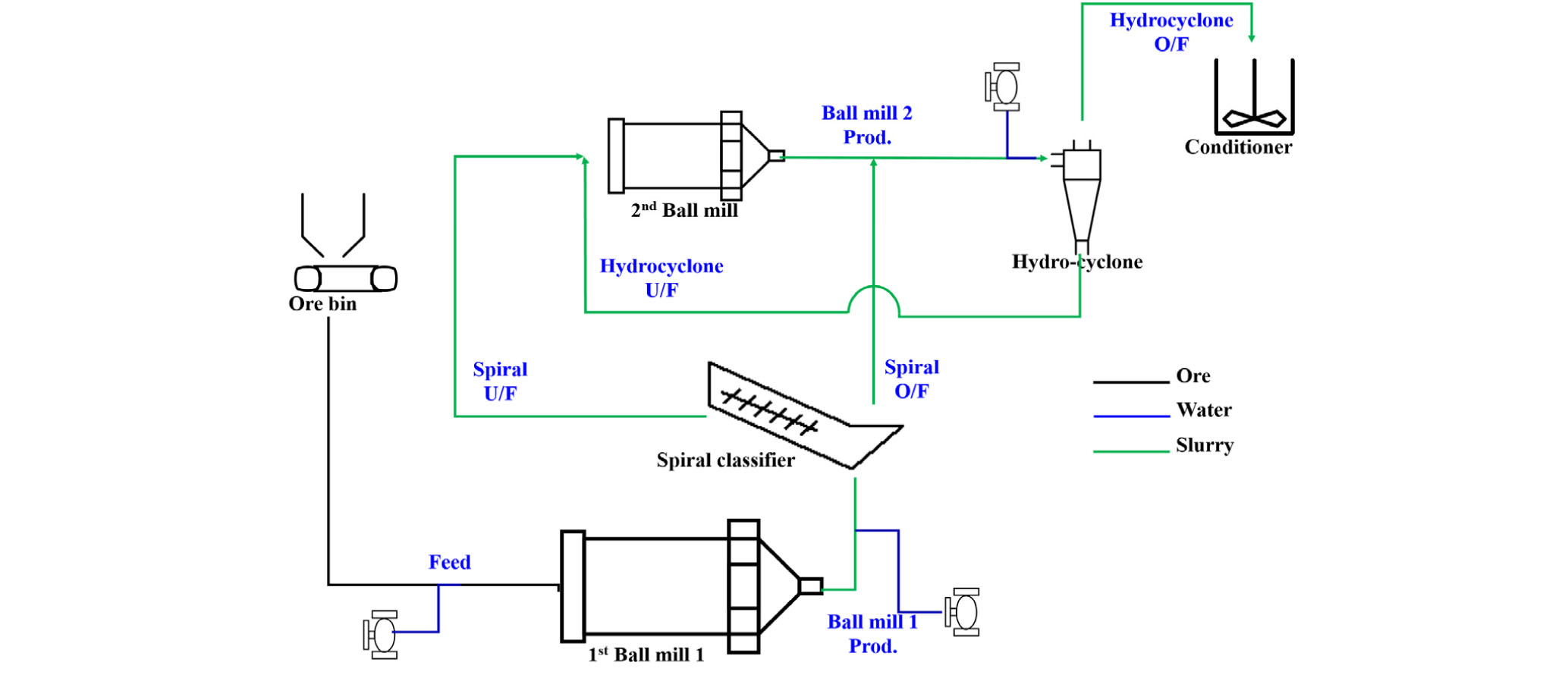
Table 1. Mass balance of closed grinding circuit (‘m’ refers to mass flow, ‘W’ refers to supplied water, ‘F’, ‘P’, ‘U/F’ and ‘O/F’ to feed, product, underflow and overflow streams, respectively) |
|
대상 시료
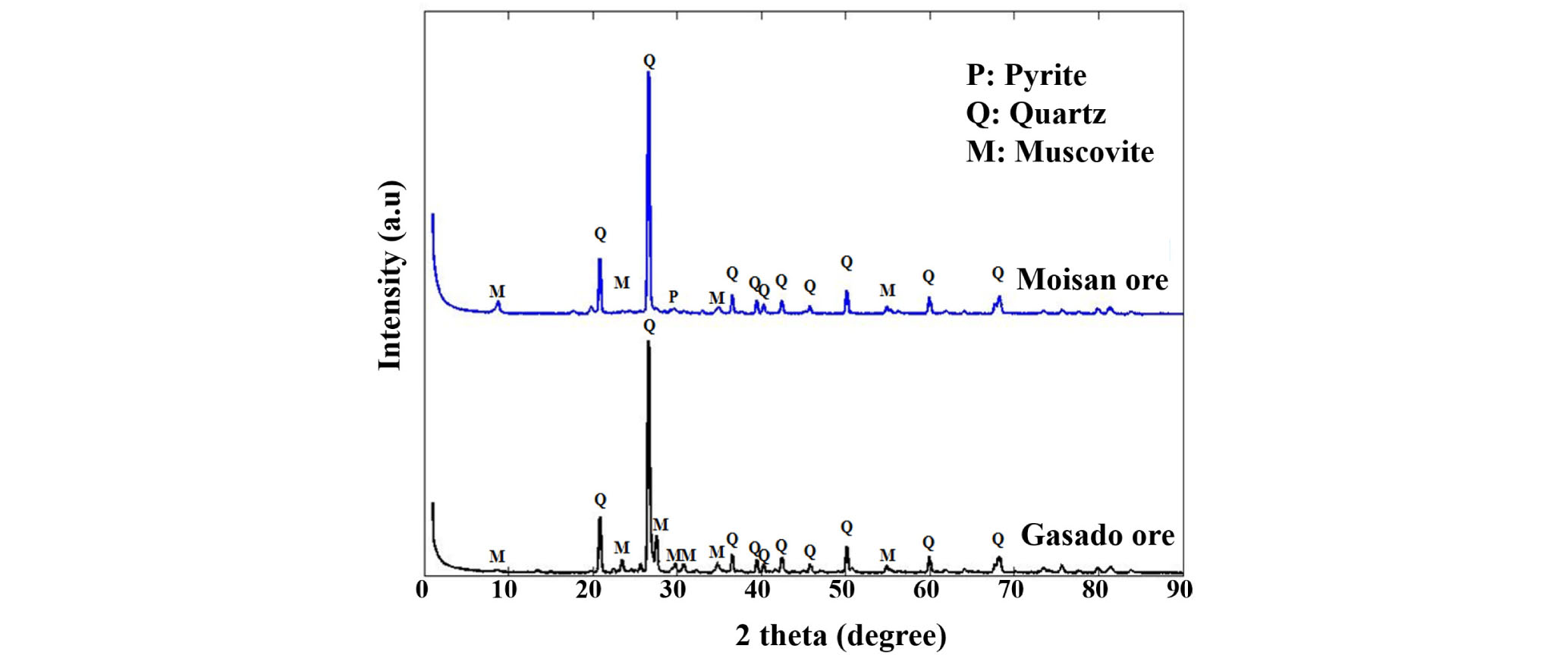
한편 시료는 대상 선광플랜트에서 처리하는 원광으로 전남 해남군 모이산 주맥에서 채광된 금광석과 가사도 광산에서 채광된 금광석 두 가지다. 2006년부터 채광된 모이산 광석이 주 원광이었으나, 최근 2016년부터 가사도 광석으로 바뀌었다. 이 금광석들의 XRF(X-ray Flourescence Spectrometry, PW2404, Phillips) 화학분석 결과와 밀도(Gas pycnometer, AccuPyc II, micromeritics)를 Table 2에 나타내었다. 가사도 광석의 밀도는 2.77 g/cm3, 모이산 광석의 밀도는 2.75 g/cm3 로 거의 비슷하였다. 화학성분의 경우에는 가사도 광석과 모이산 광석 모두 Si가 주성분으로 검출되었다. 그러나 가사도 광석이 모이산 광석에 비해 K, Ca, Al 함량이 높게 분석되었다. 이에 따라 광물결정 분석을 위해 추가로 두 금광석의 XRD(X-ray Diffractometer, SmartLab, Rigaku,) 분석을 실시하였고, 결과를 Fig. 2에 나타내었다. 두 광석 모두 주 구성광물이 석영, 황철석 그리고 운모였다. 두 광석의 XRD 패턴이 비슷하게 산출되었으나, 가사도 광석이 모이산 광석에 비해 운모 결정상의 강도가 더 강하게 나타났다. 이를 규명하기 위해 지질분석을 한 결과, 모이산 광상은 중생대 백악기 말 해남분지의 화산활동으로 형성된 응회암질 천열수 광상으로 보고되었으며(Moon et al., 2010), 가사도 광상은 후기 백악기 화산활동에 의해 형성된 화산쇄설암을 모암으로 하였으며, 견운모대 (석영-견운모-황철석)로 알려져 있다(Kim et al., 2002). 따라서 가사도 광석과 모이산 광석 모두 주성분이 석영, 운모, 황철석이며, 특히 가사도 광석이 모이산 광석보다 운모 함량이 높다는 것을 확인하였다.

선광공정 모델링
분쇄 공정
분쇄 모델은 크게 세 가지 유형으로 나뉜다. 첫 번째 유형은 에너지 기반 실험적 모델(Energy based empirical model)이다. 이 모델은 분쇄에 투입된 에너지와 분쇄산물의 입자 크기와의 상관관계로부터 분쇄 산물의 입도를 예측하는 모델로, 주로 공정의 예비 설계 또는 분쇄공정의 에너지 효율 평가에 사용된다. 대표적인 모델로 Bond model이 있다(Mosher and Bigg, 2002; Morrell 2014). 두 번째 유형은 현상학적인 모델 (Phenomenological model)로 PBM(Population balance model)으로도 표현한다. 이 모델은 특정 입자 군의 분쇄 전 후 입도 분포 변화를 추적하는 모델로 Austin and Klimpel model이 대표적이다(Austin, 1984; Lee and Cho, 2006; Lee et al., 2017). 세 번째 유형은 역학적 모델 (Fundamental model)로 여러 개의 물리적 현상을 수치 해석적 기법을 활용하여 계산 집약적으로 해석한 것으로 DEM(Discrete element method)과 CFD(Computational fluid dynamics)가 대표적이다. 이 모델은 파쇄기, 회전 밀의 디자인과 단위 공정 최적화에 유용하다. 대부분 선광 공정 시뮬레이터에서는 에너기 기반 실험적 모델과 현상론적 모델이 내장되어 있으며, DEM 기법은 프로그래밍 언어나 전용 시뮬레이터를 통해 전산모사가 가능하다.
PBM은 에너지 기반 모델에 비해 더 정확한 입도분포 예측이 가능하지만 데이터 산출에 필요한 분쇄 실험이 많다는 단점이 있다(Morrell, 2014). 한편 DEM 모델을 사용하여 실제 선광장 플랜트의 분쇄 공정을 모사하려면 고려해야하는 입자 개수가 많아지기 때문에 고사양의 컴퓨터가 요구된다. 그에 반면 에너지 기반 실험적 모델은 분쇄 산물의 입도분포가 아닌 80% 입도만 예측할 수 있다는 단점이 있지만 분쇄 산물의 입도분포가 대부분 Rosin-Rammler 분포를 따르기 때문에, 이 분포 식을 활용하여 대략적인 입도분포를 예측이 가능하다(Vesilind, 1980). 또한 원광의 분쇄능을 분쇄 일지수로 정량적으로 표현할 수 있다. 따라서 본 연구에서는 실제 선광플랜트의 폐회로 분쇄, 분급 공정의 전산모사를 위하여 에너지 기반 실험적 모델을 선택하였다.
에너기 기반 실험적 모델로 Bond model와 Allis Chalmer model을 활용하였다. Bond model은 Allis Chalmers Manu-facturing Co.의 선임 연구원인 Fred C. Bond가 제안한 모델로 식 (1)에 나타내었다(Bond, 1961; Austin, 1984). Allis Chalmers model은 Allis Chalmers Manufacturing Co.에서 제안한 경험적 모델로 식 (2)에 나타내었다.
 (1)
(1)
(2)
식 (1)에서 P는 광석을 처리할 때 소모되는 에너지(kW)이며, Wi는 광석의 분쇄 일지수 (kWh/t)이고, Q는 광석 처리량(t/h), P80은 분쇄 후 80% 입도(µm), F80은 분쇄 전 80% 입도(µm)이다. 그리고 Ef는 분쇄환경에 따른 보정 계수 값이다. 한편, 식 (2)에서 Wst는 볼 1ton당 소모하는 에너지이며, D는 볼밀의 내부 직경(m), Tc는 볼밀 내 볼 충전율(%), Vr은 볼밀 임계속도 비(%), Db는 볼의 직경(mm) 값이다. 앞에서 언급했듯이 위 모델은 에너지기반의 경험식이므로 운행되는 조건에 따른 보정이 필수적이다. 이러한 보정 상수를 Efficiency factor(Ef)로 표현하며 필요한 상황은 8가지다. 건식‧습식 분쇄에 따른 보정(Ef1), 개회로‧폐회로에 대한 보정(Ef2), 볼밀 크기에 관한 보정(Ef3), 원광의 입도에 관한 보정(Ef4), 원광 80% 입도가 200 mesh 이하 일 때 보정(Ef5), 분쇄비에 관한 보정(Ef6, Ef7), 로드밀 보정(Ef8) 등이 있다(Austin, 1984; Mular, 1980). 대상 분쇄 공정의 1차 볼밀의 해당되는 보정 상수는 Ef1, Ef3, Ef4였으며, 2차 볼밀은 Ef3, Ef7이 해당되어 이를 Table 3에 나타내었다. 또한 Table 3에 분쇄 전 80%입도 측정값과 볼밀의 내부 직경(I.D.)와 볼밀의 길이(L)을 나타내었다.

한편, Allis Chalmers model로부터 산출한 분쇄에너지는 볼 1 ton당 소모에너지이기 때문에, 투입된 볼의 무게(B)를 취하면 광석에 분쇄에 소모된 에너지를 산출할 수 있다. Bond model 및 Allis Chalmers model로부터 산출한 분쇄에너지와 같다고 할 수 있으므로, 분쇄 후 80% 입도인 P80을 예측할 수 있다(식 (3)).
 (3)
(3)
에너지 기반 모델은 분쇄 후 입자의 80% 크기만 예측 가능하므로, 입도분포로 표현하기 위해서 식 (4)처럼 Rosin-Rammler 분포로 나타내었다(Vesilind, 1980; Austin, 1984). 식 (4)에서 R(x)는 입도구간 x보다 큰 입자의 질량 분율 (wt.%)이며, x는 입도구간, x0는 R(x)가 36.79% 지점에 입자 크기이다.
 (4)
(4)
한편 Bond model을 적용하기 위한 금광석의 분쇄일지수 측정 시험을 수행하였다. 죠크러셔를 활용한 파쇄와 체 진동기 및 표준체를 사용한 체질을 반복하여, 3.36 mm 이하의 시험에 사용한 시료를 제조하였다. 축분기를 이용하여, 샘플을 골고루 섞었으며 필요한 무게에 따라 일정량 채취하여 분쇄 시험을 수행하였다. 분쇄 일지수 시험에서 순환율을 구하기 위해 사용된 체 눈의 크기 (P1)는 106 µm로 설정하였다. 분쇄 일지수는 순환율 250%의 안정 상태에 도달한 후, 식 (5)를 통해서 산출할 수 있다. 여기서 순환율은 분쇄된 광석의 P1망 크기 이상의 무게를 P1망 크기 이하의 무게로 나눈 값을 의미한다(Bond, 1961; Mular, 1980; Seo, 2016; Jung, 2017).
 (5)
(5)
P1은 분쇄를 목표로 하는 입도로 순환율을 구하기 위해 사용하는 체 눈의 크기(µm)이다. 분쇄성(Gbp)은 볼밀 1회전 당 P1 아래 입자의 생성량(g)이고, F80은 분쇄 전 시료의 누적 80 wt.% 입도이고, P80은 분쇄 시료와 P1 망 아래 생성된 시료의 누적 80 wt.% 입도(µm)이다. 입도 분포는 체질을 이용하여 분석하였다.
분급 공정 ‒ 스파이럴 분급기
스파이럴 분급기는 비스듬히 설치한 반통형의 탱크에 광액을 공급한 후 스파이럴을 활용해 분급하는 장비이다. 스파이럴 분급기는 입자의 밀도에 따른 침강 속도 차를 이용하여 분급하는 방식이기 때문에 분급입도를 구하기 위해 일반적으로 Stoke 법칙을 사용하며 이는 식 (6)로 표현할 수 있다(Gupta, 2016).
 (6)
(6)
식 (6)에서 d50은 분급입도(µm)이며, Vs는 평균상승속도(cm/s)로 유량을 분급기 면적으로 나눈 값이다. 또한 𝜌s는 원광의 밀도(g/cm3)를 𝜌o는 overflow된 광액의 밀도(g/cm3)이다. 그리고 µ는 광액의 점도 (cp)를 의미한다.
그러나 Stoke 법칙은 입자 크기가 작고, 유체의 거동이 층류일 경우일 때만 적용이 된다. 따라서 입자 가 크거나 유체가 난류 거동을 보이는 경우에는 보정 상수인 Masliyah coefficient를 취해주어야 할 필요성이 있다(Masliyah, 1979). 보정 상수는 유체의 관성력과 전단력 관련 무차원수인 레이놀즈 상수(Re, d50Vs𝜌o/µ)를 이용하여 산출할 수 있으며, 이를 식 (7)에 나타내었다.
 (7)
(7)
Stoke 법칙으로부터 산출된 분급 입도 d50으로부터 입도분포를 만들기 위하여 Plitt가 제안한 환원 분배율 곡선 (Reduced partition curve)을 도입하였다(Plitt, 1976; Lynch, 1975). 이 곡선의 방정식은 식 (8)과 같다.
 (8)
(8)
 (9)
(9)
식 (8)에서 P(x)는 underflow의 입도분포(wt.%)이며, Dx는 입도구간 x의 평균입자크기(µm), a는 분급되지 않은 입자의 비율이다. m은 분급곡선의 기울기이며, 경험적인 연구에 의하면 이 기울기(m)는 불완전도로부터 산출된다. 불완전도는 식 (9)과 같이 underflow된 원광의 75% 입도 (d75), 25% 입도 (d25)와 분급입도 (d50)로부터 산출된다.
분급 공정 ‒ 습식싸이클론
습식싸이클론은 선광 공정에 가장 널리 사용되는 분급기로 중력을 이용하는 스파이럴 분급기와 달리 원심력을 이용하는 장비이다. 습식싸이클론은 200 µm 이하인 미립입자에 적합하여 선별공정 전 최종 분급기로 많이 설계된다(Bradley, 2013). 습식싸이클론 또한 예비 설계 및 운영 최적화를 위해 기하하적 변수로부터 유도된 경험적 모델이 개발되었다(Lynch, 1975; Kraipech, 2006). 이러한 경험적 모델에는 입자 이동궤도 이론, 체류 시간 및 난류 이론에 기초한 모델뿐만 아니라 실험 데이터에 대해 보정된 계수가 포함된다. 대표적인 모델로는 Plitt model과 Nageswararao model이 있다(Plitt, 1976; Nageswararao, 2004). 본 연구에서는 Plitt model를 활용하여 분급입도를 산출하였고, 실제 선광장의 시료를 입도 분석하여 보정된 분급입도(d50c)를 산출하였다. 스파이럴 분급기와 마찬가지로 보정된 분급 입도로부터 환원된 분배율곡선(식 (8))을 도시하여 분급결과를 예측하고자 하였다. 본 연구에 사용된 Plitt model을 식 (10)에 나타내었다(Plitt, 1976; Chen, 2000).
 (10)
(10)
전산 모사 ‒ 입도 분포, 물질 수지 흐름
선광공정 시뮬레이터인 USIMPAC을 활용하여 국내 금광산 선광플랜트 분쇄 및 분급 공정 전산모사 연구를 수행하였다. USIMPAC은 프랑스의 BRGM에서 개발한 소프트웨어로 선광 공정의 설계 및 운영변수 최적화에 유용하다(Vorster et al., 2001). 이 프로그램에 공정도를 그려 입도분포 및 물질 수지 흐름의 정량화가 가능하다. USIMPAC에 실제 플랜트 데이터와 상기 언급한 분쇄, 분급 모델을 입도분포 및 물질 수지 흐름을 전산모사 하였으며, 그 결과를 실제 플랜트 결과와 비교분석하였다.
결과 및 고찰
분쇄일지수 시험 결과
대상 광석인 모이산 광석과 가사도 광석의 분쇄일지수를 평가하였으며, 결과를 Table 4에 나타내었다. 습식 체 분석을 통해 분쇄 전 80%입도 F80과 분쇄 후 80%입도인 P80을 산출하였고, P1 크기의 체를 통과한 시료의 무게를 분쇄 시행 회전수로 나누어 Gbp를 산출하였다. P1은 106 µm로 설정하였다. F80, P80, Gbp를 식 (5)에 대입하여 분쇄일지수를 산출하였다.

분쇄일지수 시험 결과 기존에 채광하던 모이산 광석보다, 가사도 광석이 높게 산출되었다. 모이산 광상은 Moon et al.(2010)에 의해 석영맥과 견운모 주변에 응회암류와 응회질 퇴적암류가 발달되었다고 한다. 한편, 가사도 광상은 Kim et al.(2002)에 따르면, 금은광상 주변부에 견운모가 광범위하게 산출되며, 강한 규화작용으로 인해 고지대의 두꺼운 석영맥을 형성하고 있다고 보고되었다. 두 광상 모두 주성분이 견운모와 석영이므로 결정구조(XRD) 및 성분분석(XRF) 분석결과가 비슷하였으나, 화산재가 굳어서 생성된 응회암의 함량 차이로 분쇄일지수 차이가 발생한 것으로 판단된다. 또한 가사도 광상이 모이산 광상에 비해 큰 석영맥 결정이 영향을 준 것으로 사료된다.
분쇄 공정 전산모사
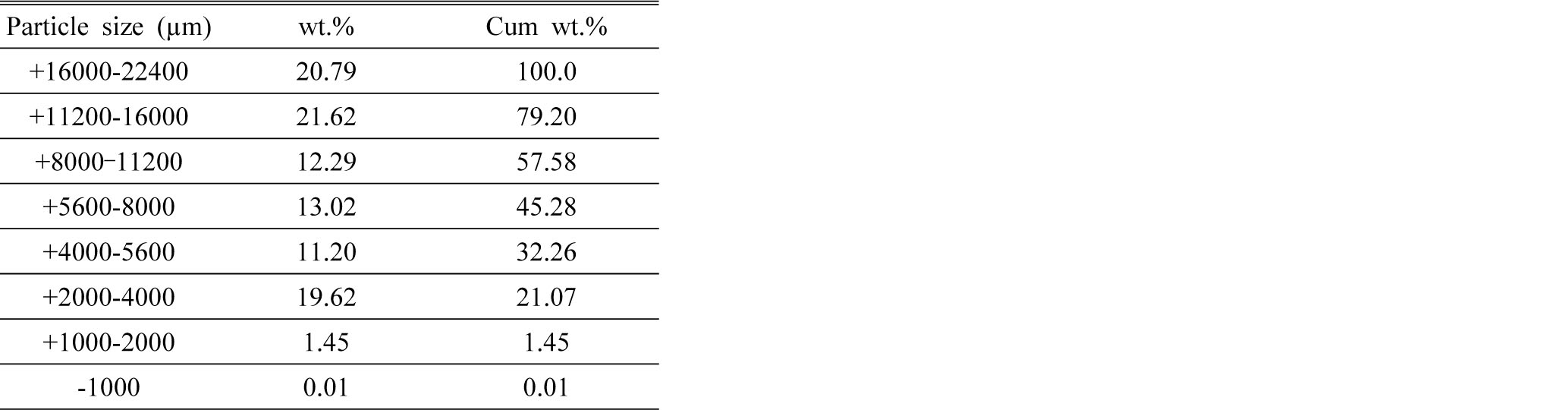
현재 선광플랜트의 처리 원광이 가사도 광석이므로 공정의 전산 모사를 가사도 광석의 분쇄 일지수인 17.7 kwh/t로 결정하였다. 분쇄 전 시료의 입도 분포는 Table 5에 나타내었으며, F80은 16205.9 µm다. Table 6은 1차 볼밀과 2차 볼밀에 입력된 변수를 나타낸 표이다. 실제 선광플랜트가 운영되고 있는 조건이며, 현재 이 폐회로 분쇄 공정은 처리량 5.83 ton/h, 즉 140 ton/d로 운영 중이다. 이 변수들은 식 (1), (2), (3)으로부터 P80은 1차 볼밀은 198.26 µm, 2차 볼밀은 153.27 µm로 산출되었다. 그리고 실제 현장에서 채취한 시료의 입도분포를 Rosin-Rammler 분포로 피팅하여 기울기를 산출한 결과 1차 볼밀은 0.76, 2차 볼밀은 0.93으로 나타났다. 이를 식으로 표현하면 다음 식 (11)과 (12)로 표현할 수 있다.
 (11)
(11)
 (12)
(12)
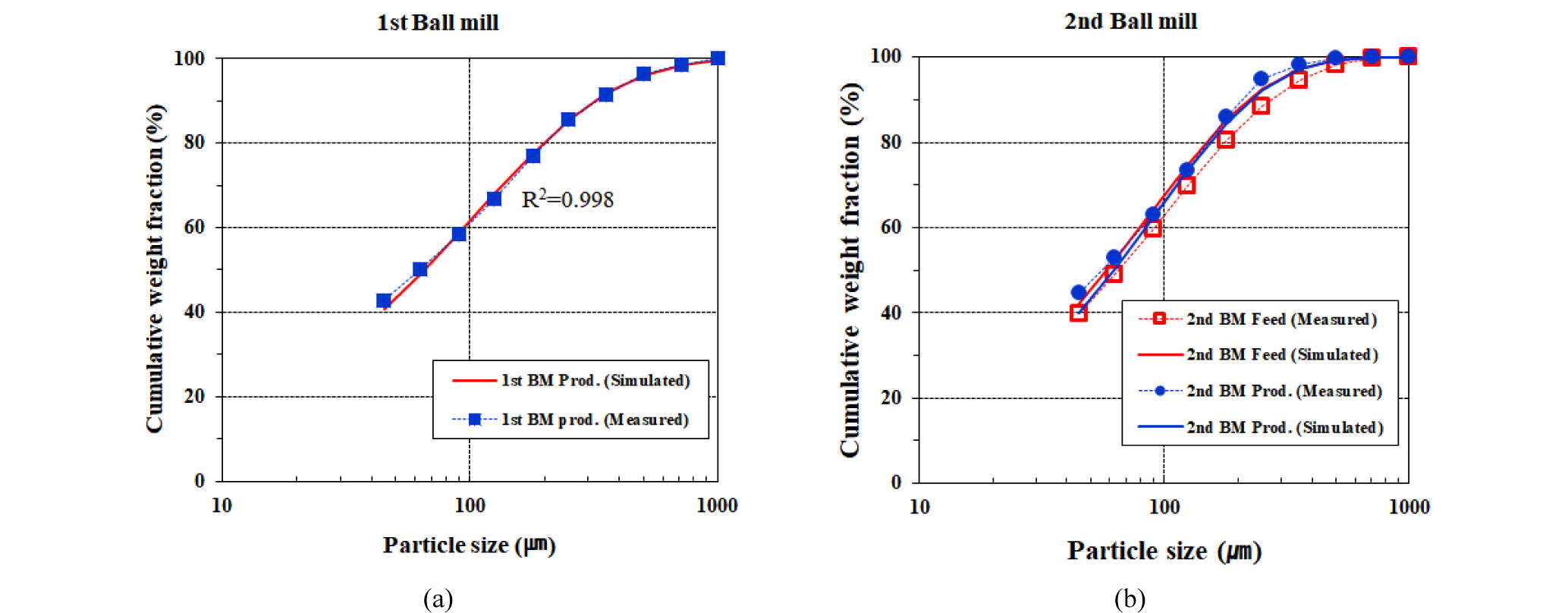
식 (10), (11)의 타당성을 확인하기 위하여 실제 체분석 결과와 비교분석을 수행하였다. Fig. 3에 정상 상태의 1차 볼밀과 2차 볼밀 산물의 실제 입도분포를 나타내었고, 본드 모델로 산출한 입도분포인 식 (11)과 (12)과 같이 표현하였다. 1차 볼밀과 2차 볼밀의 실제 측정한 광석의 입도분포와 전산모사를 통해 얻은 입도분포가 각각 상관계수가 0.998, 0.997로 각각 일치함을 확인하였다. 한편, 원광의 입도분포인 Table 5와 비교하였을 때 1차 볼밀의 분쇄 후 입도감소가 크게 나타났음을 확인할 수 있었다. 1차 볼밀의 경우 장비 크기에 비해 광석 처리량이 매우 낮아 광석의 체류시간이 길 것으로 예상된다. 이로 인해 볼과 광석의 충돌확률이 증가하여 나타난 현상으로 판단된다. 그러나 2차 볼밀의 경우 크기가 분쇄 전 광석의 입도분포와 분쇄 후 입도분포가 거의 비슷하게 나타나서 현재 2차 볼밀의 분쇄 효율은 극히 낮은 것으로 조사되었다. 이는 2차 볼밀의 크기에 비해 광석 처리량이 높아 1차 볼밀과는 반대로 볼밀에 광석이 머무는 체류시간이 짧아 나타난 현상으로 사료된다.
분급 전산모사
선광플랜트에 설치된 스파이럴 분급기과 습식싸이클론에 대한 정보를 Table 7과 Table 8에 각각 나타내었다. 스파이럴 분급기의 경우 분급기 길이, 너비, 광석 비중과 유체 비중과 점도에 따른 보정된 분급입도를 Stoke 법칙인 식 (5)에 의해 632.45 µm로 산출되었다. 분배율 곡선을 그려 분급되지 않은 입자의 비율은 0.08, 불완전도는 34.84%로 나타났으며, 분배율 곡선의 기울기는 식 (8)에 의해 2.21로 산출되었다. 따라서 결정된 스파이럴의 환원 분배율 곡선은 식 (13)와 같다.
 (13)
(13)

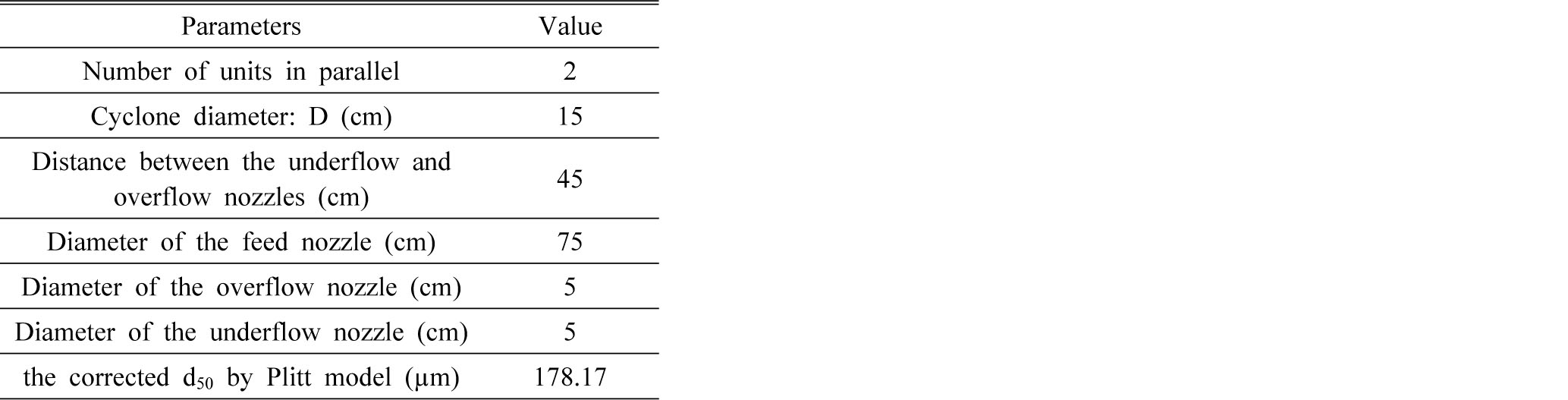
습식싸이클론 역시 Table 7에 데이터를 식 (9)에 입력한 결과 178.17 µm의 보정된 분급입도를 얻을 수 있었다. 실제 선광장에 습식싸이클론 산물을 입도 분석하여 분급되지 않은 입자의 비율은 0.32, 불완전도 86.51%의 데이터를 얻었다. 따라서 분배율 기울기 값은 0.89로 산출되었으며 이 선광장에 습식싸이클론의 분배율 곡선은 식 (14)과 같이 표현되었다.
 (14)
(14)
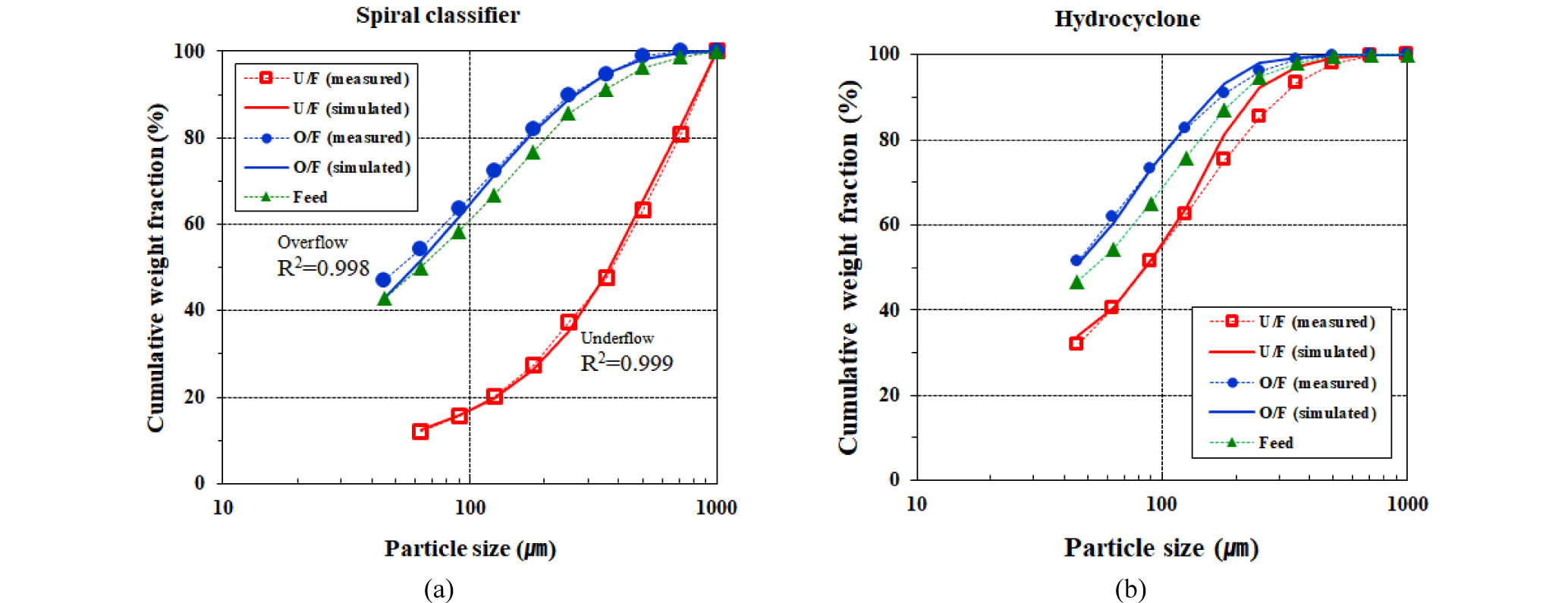
분급 모델로 산출한 분배율 곡선인 식 (13)와 (14)으로 전산 모사한 입도분포와 실제 선광장의 시료의 입도분포를 Fig. 4에 나타내었다. 실제 측정한 결과와 경험적 모델을 통해 얻은 입도분포의 상관계수가 스파이럴 분급기의 overflow는 0.998, underflow는 0.999로 산출되었다. 습식싸이클론의 상관계수 또한 overflow는 0.998, underflow는 0.992로 거의 일치함을 확인하였다. 그러나 underflow의 100 µm 이상의 입도에서는 약간 오차가 있는 것으로 나타났다. 이는 불완전도로부터 산출된 기울기 값으로 인한 오차로 사료된다. 한편 Fig. 4(a)를 보면 스파이럴 분급기의 경우 원광의 입도와 overflow의 입도가 거의 비슷하였다. 이는 침강 풀의 면적이 현재 광석 처리량을 처리하기엔 규격이 작아 대부분의 원광이 분급되지 않고 overflow로 이동하여 나타난 현상으로 판단된다. 습식싸이클론은 분급곡선이 원광의 입도분포를 사이에 두고 overflow와 underflow가 비슷한 간격으로 나뉜 것이 나타남으로써 비교적 분급이 이루어지고 있음을 확인하였다.
물질 수지
각각의 모델로부터 선광공정 설계 소프트웨어인 USIMPAC을 활용해 이 폐회로 분쇄 공정의 전체적인 물질수지 분석을 수행하였다. Fig. 5는 실제 측정한 각 노드별 광액농도와 시뮬레이션을 통해 얻은 광액농도를 나타낸 그래프이다. 스파이럴 overflow의 약간의 오차를 제외하고는 비교적 전체 단위 공정의 광액농도가 일치함을 확인할 수 있다.
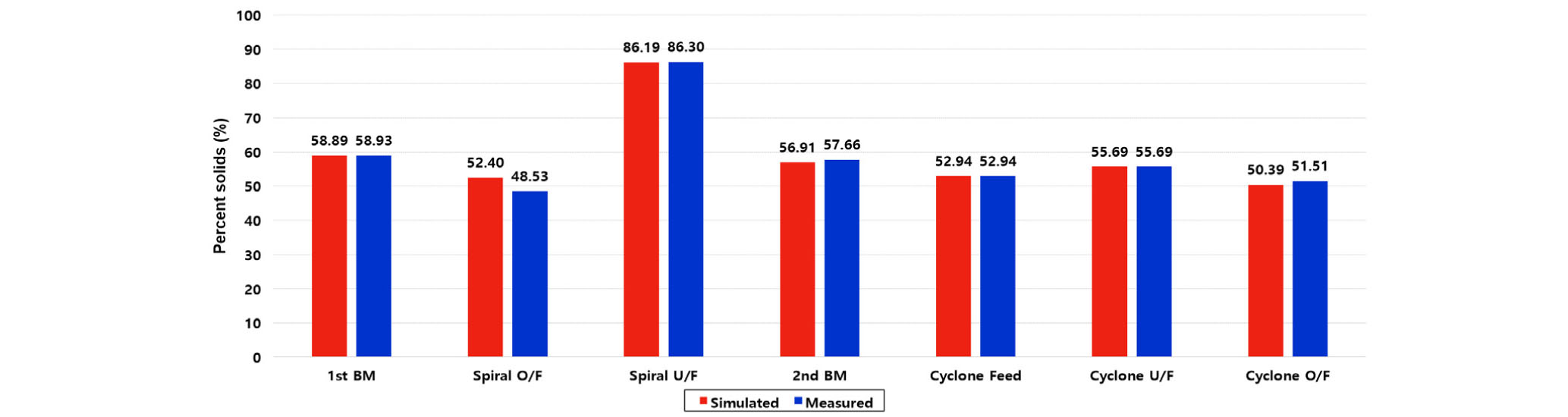
Fig. 6은 정상 상태일 때 각 단위 공정마다 광석, 물 그리고 총 유량을 표현한 그림이며, Fig. 7은 각 단위공정 별 유량을 막대그래프로 표현한 것이다. 물질수지 분석한 결과 1차 볼밀이 광석 5.83 t/h를 처리하는 반면, 2차 볼밀은 6.36 t/h를 처리하는 것으로 확인되었다. 즉, 1차 볼밀에 비해 2차 볼밀의 크기가 더 작음에도 불구하고 광액처리량이 더 많다는 것을 확인하였다. 이로 인해 2차 볼밀의 분쇄 산물 입도분포에 물질수지가 큰 영향을 미쳤음을 확인할 수 있었다.
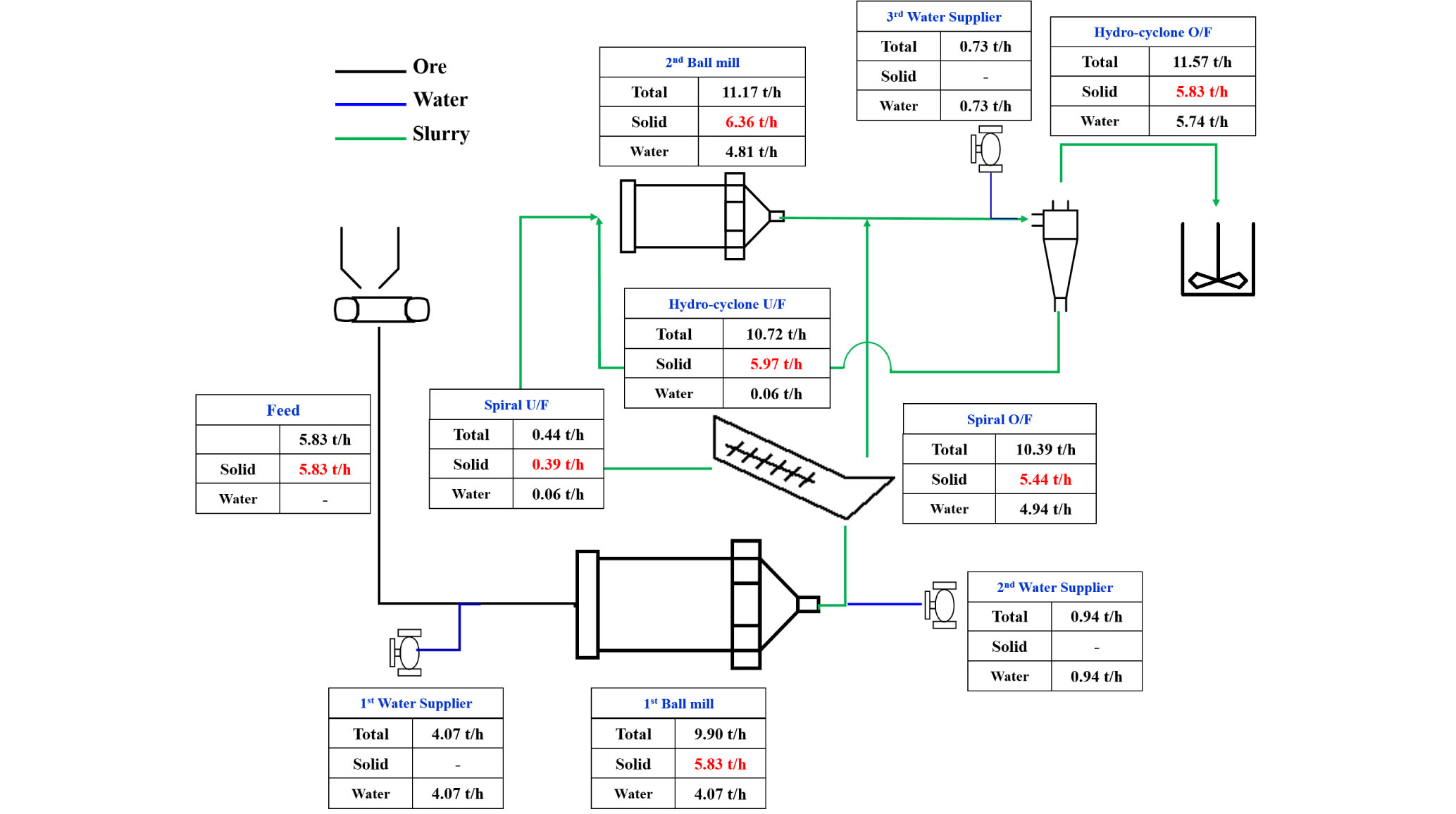
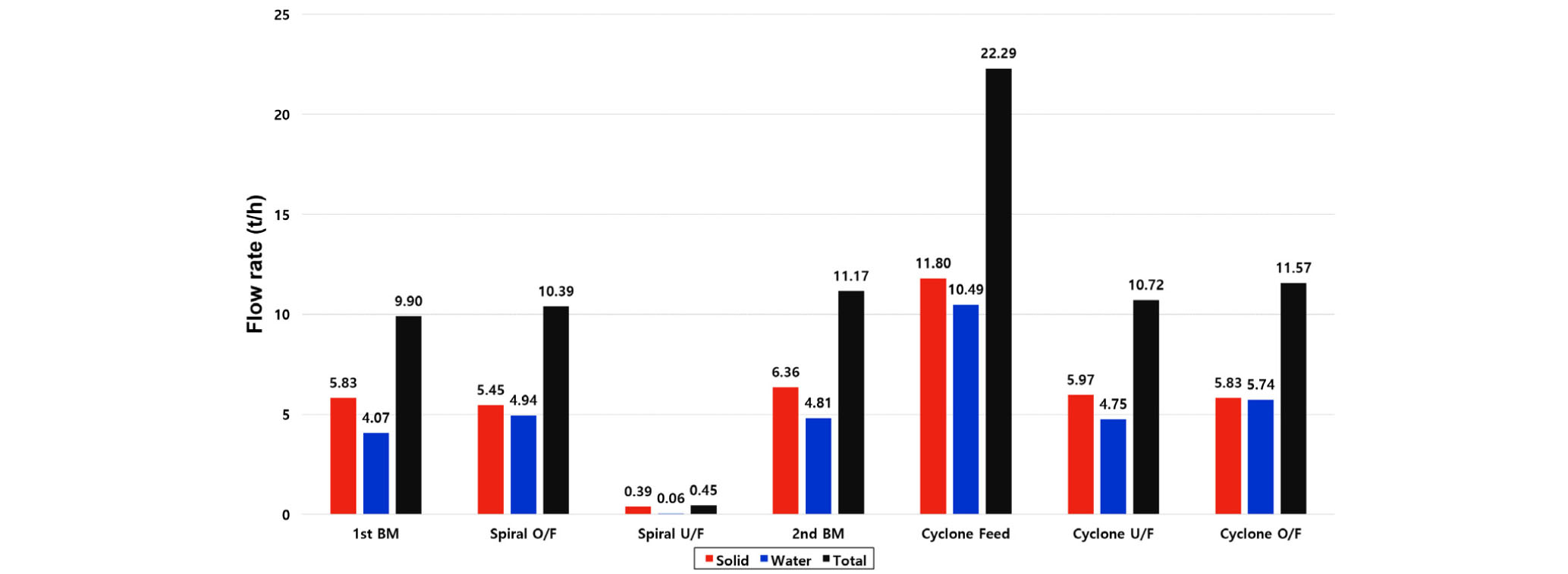
그리고 스파이럴의 underflow의 0.39 t/h는 overflow의 5.44 t/h에 비해 매우 낮음이 확인되었다. 이는 처리량에 비해 스파이럴의 침강 풀 면적이 협소하여 분급 효율이 낮은 것이 입도분포뿐만 아니라 물질수지에서도 나타나는 것으로 판명되었다.
습식싸이클론의 경우 입도분포 분석으로는 효율이 낮다고 판단되지 않으나 물질 수지분석을 통해 얻은 순환율이 5.97/(6.36+5.44)=51%로 일반적으로 250-300%로 운영되는 것에 비해 낮게 운영되고 있었다(Austin 1984). 이는 볼밀과 스파이럴 분급기에 비해 습식싸이클론의 허용처리량은 높아 발생한 것으로 판단된다.
결 론
본 연구에서는 실제 국내 금광산 플랜트의 분쇄, 분급공정을 경험적 모델을 활용하여 전산 모사하여 입도 분포 및 물질 수지흐름을 파악하였으며 다음과 같은 결론을 내렸다.
1. 분쇄 공정 전산모사에는 에너지 기반 경험적 모델인 Bond model와 Allis Chalmer model을 활용하였다. 분쇄 후 80% 입도인 P80을 예측한 후 Rosin-Rammler 분포를 활용하여 분쇄 후 입도분포를 예측하였다.
2. Bond model에 필수 변수인 분쇄 일지수는 시험을 통해 측정하였으며, 기존에 채광하던 모이산 광석은 15.65 kwh/t, 신규 광석인 가사도 광석은 17.71 kwh/t으로 산출되었다.
3. 분급 공정 모델은 스파이럴 분급기의 경우 Stoke 법칙을 습식싸이클론은 Plitt model을 활용하여 분급입도를 예측한 후 분배율 곡선을 도시하여 분급 후 입도분포를 나타내었다.
4. 실제 플랜트의 입도 분포 및 물질 수지 흐름을 분석한 결과, 140 t/d의 광석을 처리할 경우 크기가 큰 1차 볼밀의 처리량은 5.83 t/h인 반면, 크기가 작은 2차 볼밀은 6.36 t/h을 처리하는 것으로 나타났다. 이로 인해 2차 볼밀의 분쇄 전 후 입도차이가 거의 없어 분쇄효율이 매우 낮음을 확인하였다. 또한 스파이럴 분급기의 경우, 침강 풀 면적이 작아 대부분이 overflow되어 분급 효율이 낮음을 확인하였다.
5. 추후 운전조건 (처리량, 광석의 분쇄능)에 따른 입도분포 및 물질 수지 흐름 연구를 수행할 예정이다.
