

서론
실험재료 및 연구방법
광산배수 선정
선택적 연속침전공정
시험조건
분석방법
결과 및 고찰
중화제에 따른 침전 효율 평가
응집제 따른 침전물 효율 평가
침전물의 회수율 및 순도 평가
침전물의 SEM 분석
XRD 분석
결론
서론
광산개발을 통해 발생되는 광산배수는 산성의 특성을 갖고 있기 때문에 산성광산배수(Acid mine drainage, AMD)라고 불린다. AMD는 대기 중에 노출된 황화광물이 산소 및 물과 반응하여 산화되면서 형성되며, 이로 인해 광산 주변 수계에서 황화현상(Yellow Boy)이 발생되고 있다(Ji et al., 2007).
이러한 AMD를 처리하기 위해 산화, 중화, 흡착, 역삼투, 이온 교환, 전기 분해 등 다양한 처리 기술을 이용하는데 중화 및 침전이 경제적인 측면에서 가장 선호하고 있는 기술 중 하나이다(Matlock et al., 2002). 이 기술은 복잡한 설비가 필요하지 않고 쉽게 적용할 수 있으며, 상대적으로 높은 정화 효율을 나타내기 때문에 유용하다. 그러나 이 기술의 단점은 주성분인 Fe성분을 비롯하여 Al, Mn, Ca 등을 포함한 슬러지를 생성시키며, 함수율이 매우 높아 탈수 작업과 처분에 따른 비용이 소요된다. AMD로부터 발생된 침전물을 염료의 흡착제 및 안료로 활용할 수 있는 가능성 평가 연구가 진행된 바 있으나(Hedin, 2003; Wei and Viadero, 2007), 이보다는 순수한 성분을 가진 침전물이 재료적으로 활용에 더 적합할 것이다(Marcello et al., 2008). 따라서 Fe, Al, Mn, Si 등을 순수한 침전물 상태로 회수하여 침전물의 활용도를 극대화하고 기존의 수질정화와 동시에 슬러지 발생 문제를 해결할 수 있을 것이다(KIGAM, 2014).
최근들어 석탄 광산에서 유출되는 산성광산배수 중 높은 농도의 Fe과 Al을 회수하는 연구가 진행되고 있다(de Almeida Silva et al., 2012; Wei and Viadero 2007). 그 중 선택적 침전(Selective precipitation, SP)은 종래의 침전 문제를 해결 할 수 있는 유망한 기술 중 하나이다. 이 기술은 반응조에서 목표 금속에 대해 침전 최적 조건을 결정하여 개별적으로 금속을 침전시키고 회수한다(Wei et al., 2005). 또한 방류 수질 기준을 충족하면서 슬러지의 양을 감소시키고 처리 비용을 감소시킬 수 있기 때문에 저감하는 관점에서 유리하다(Rao and Finch, 1992). Wei 등 (2005)은 AMD 처리에서 고순도 Fe, Al 수산화물로 분리하여 회수할 수 있는 2단계 선택적 침전 공정을 개발하였다. Tabak 등 (2003)은 석탄 광산의 산성광산배수를 대상으로 수산화물 및 황화물로 금속들을 회수하기 위해 SSP(Selective Sequential precipitation) 처리를 수행하였다. Fe 및 Al의 회수율은 각각 97.1%, 99.8%이며, 순도는 81.5%, 95.6%로 나타났다. 또한 Oh 등 (2016)은 현장 적용을 위한 파일럿 규모의 시험을 수행하여 가행 광산의 광산배수 중 Cu 및 Zn을 대상으로 회수하는 방법을 연구하였다. 이때 Cu 및 Zn의 회수율은 90%이며, 순도는 80%의 결과를 나타내었다. 따라서 선택적 침전 방법을 적용하여 연구의 목적을 달성하려면 광산배수에 최적화된 선택적 침전을 적용하고 환경적 영향은 최소화하도록 개발되어야 한다.
본 연구에서는 폐탄광 광산배수 내의 용존 금속 중 상대적으로 높은 농도의 Fe, Al을 대상으로 연속적으로 침전시키기 위해 SSP 공정을 설계하였다. 또한 Fe, Al 공정 사이에 buffer 공정을 추가하여 용존 금속을 선택적 침전 시키면서 회수된 침전물을 분석하였다. 이에 대한 활용도와 기존의 수질정화에서 발생하는 다량의 슬러지 문제를 해결하기 위한 기술을 개발하고자 한다.
실험재료 및 연구방법
광산배수 선정
국내 폐광산에서는 많은 광산배수가 유출되어 오염의 확산을 일으키고 있는 상황으로 다량의 슬러지 폐기물을 만들어 내고 있다. 그 중 폐탄광은 전체광산 수에 비해 개소는 적으나 많은 양의 광산배수를 배출하고 있다. 이에 본 연구에서는 폐석탄광산인 와룡산업 갱구에서 유출되는 갱내수를 연구 대상으로 하였다(Fig. 1). Table 1은 2015년 9월~11월 동안 측정한 광산배수의 수질분석 결과로 pH는 3.80로 산성이며, Fe, Al의 평균 농도는 각각 129.82 mg/L, 45.89 mg/L 로 유출되고 있다.

Table 1. Measurement results of pH and Analysis results of metal components (n=10)
| pH | Fe | Al | Na | Mn | K |
| (mg/L) | |||||
| 3.80 | 129.82 | 45.89 | 4.95 | 4.47 | 1.17 |
선택적 연속침전공정
SSP 공정은 광산배수 내의 용존 금속을 선택적으로 침전시키고 또한, 회수율과 순도를 향상시키기 위해 설계하였다. 공정으로 유입되는 광산배수의 유량은 약 1 L/min로 유지하도록 운영하였다. 선행 연구에서 Fe, Al 침전물이 유량조건 1, 2, 3 L/min 중 1 L/min에서 최대 100%로 가장 높게 회수되었다(KIGAM, 2014). 이와 같은 유량조건 결과로 SSP 공정에 적용하였다.
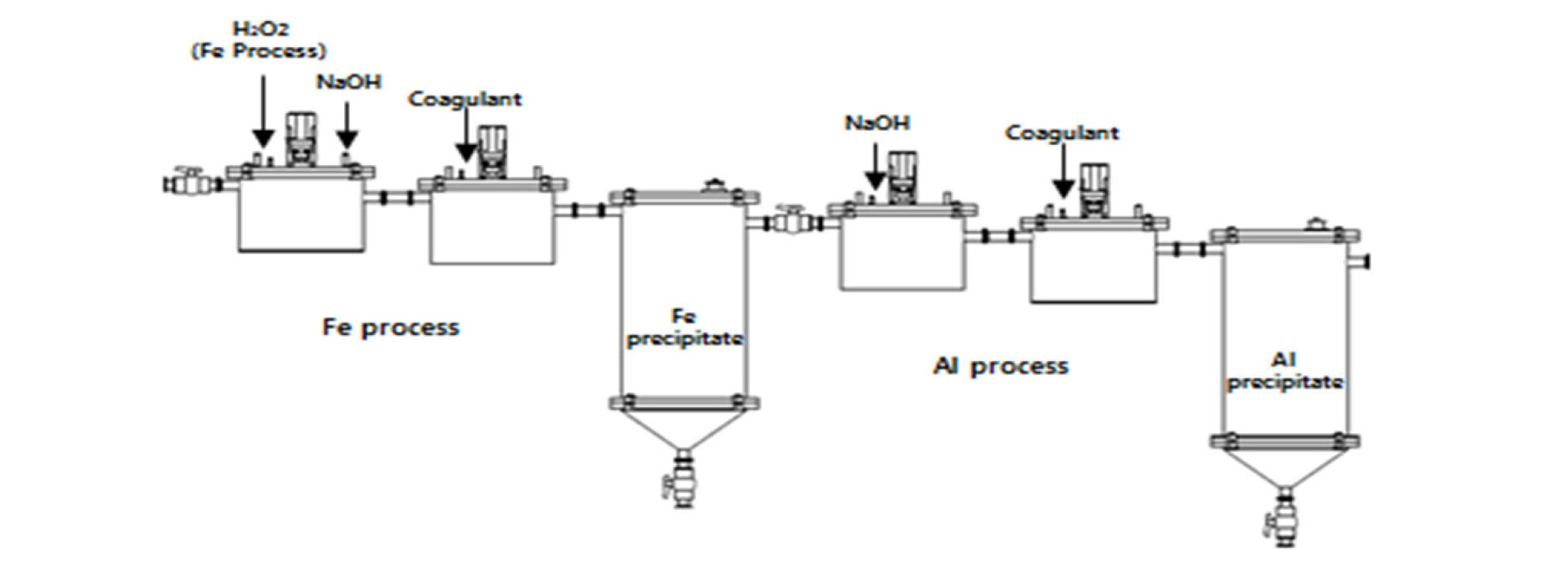
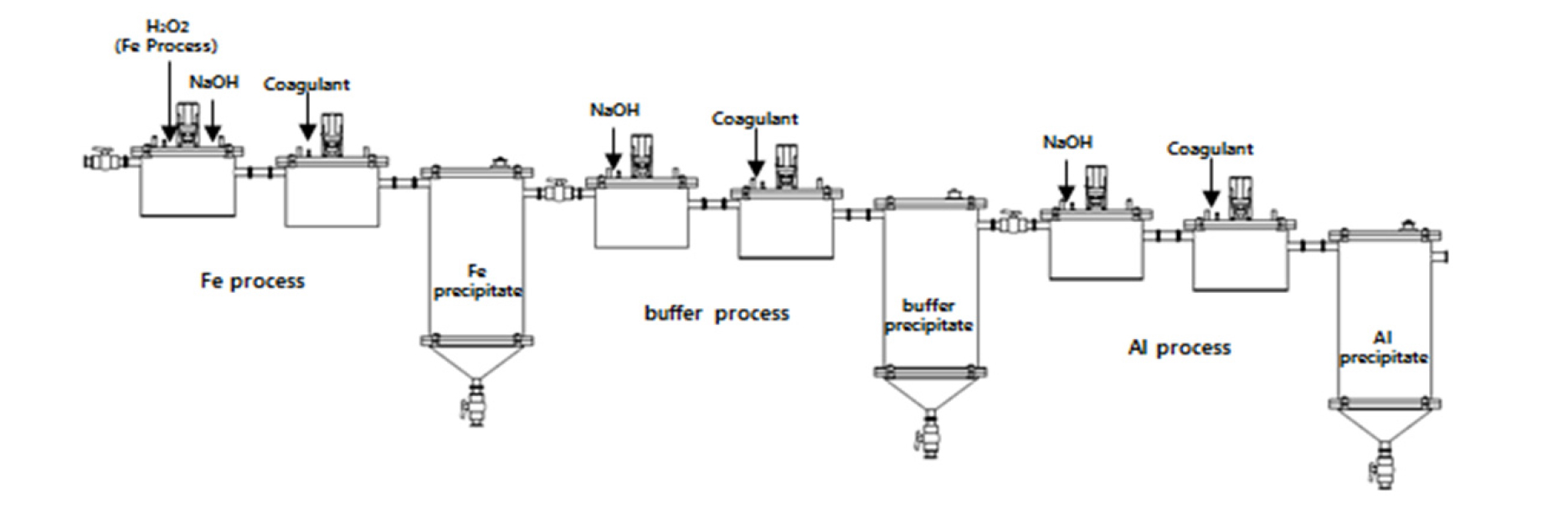
Fig. 2는 기존에 설계된 공정으로 Fe, Al의 연속적인 공정이다. 이 공정은 Fe, Al을 선택적으로 침전시켜 고순도 침전물을 회수하는데 있어서 문제점은 pH3.9~4.1구간에서 Fe 및 Al이 동시 침전하는 점이다. 또한 Fe 공정에서 침전되지 못한 잔류 부유물이 Al 침전물의 순도에 영향을 주었다. 이로 인한 Al의 순도 저하를 줄이고 동시 침전을 제어하기 위해 Fe 공정과 Al 공정 사이에 buffer 공정을 추가하였다(Fig. 3). buffer 공정은 pH4.0 조건으로 Fe, Al의 혼합 침전조 역할을 한다. 각 공정은 중화조-응집조-침강조로 구성되어 있으며, 정량펌프를 이용하여 광산배수를 일정한 유량으로 Fe 공정에 공급하도록 하였다. 또한 사전시험을 통해 중화제 및 응집제의 적절한 주입량을 선정하여 유량변동에 맞게 각 조로 주입하도록 하였다. 기존 공정과 buffer공정을 추가한 시스템의 Fe, Al 처리 효율을 평가하였다.
시험조건
선택적 중화 침전 시험
와룡산업 폐탄광 광산배수는 수질특성 (Table 1)을 보면 Fe, Al 금속함량이 높다. 이 금속성분들을 선택적으로 침전시키기 위해서는 중화제를 사용하는데 대표적으로 Ca(OH)2와 NaOH를 이용하여 침전시킨다. Ca(OH)2는 비용이 저렴하여 경제성이 있지만 침전물 발생량이 많으며 침전물에 Ca 성분이 포함되어 순도 저하의 문제가 발생한다. 반면 NaOH는 Ca(OH)2 보다 가격이 비싸지만 침전물의 발생량이 적어 고순도 침전물의 회수에 적합하였다(Lenter et al., 2002; Wei et al., 2005). 본 연구에서는 Fe, Al 최적 침전조건을 결정하여 현장시험에 적용하기 위해 실내시험을 실시하였다. 중화제로는 수산화나트륨(1M NaOH, Junsei, Japan)을 사용하였다. 중화침전 시험은 1 L 광산배수 시료를 Jar test에서 300 rpm으로 교반하였고, 중화제를 소량씩 첨가하면서 pH 및 Fe, Al의 농도 변화를 분석하였다. Fe, Al 분석은 ICP-AES(Ultima 2C, Horiba-Yuvon)를 이용하였다.
응집제 선정 시험
처리 수중에 부유하는 Fe, Al 입자들의 응집을 유도하기 위한 적정 응집제 선정시험을 실시하였다. 응집제는 9901, 9601PULV, 9602PULV, 4611, 46312(Coaulants, Nalco, Korea)로 총 5가지의 음이온 고분자 응집제를 사용하였다. 응집침전 시험은 1 L 광산배수 시료에서 발생한 침전물에 각 응집제를 투입하여 시간에 따라 침강상태 및 응집 후 여액의 탁도를 측정한 후 선정하였다. 또한 임호프콘(Imhoff cone)에 정치시키고 2시간동안 침전물의 침강속도를 측정하였다. 탁도는 2100P portable turbidimeter(HACH, USA)로 측정하였다.
공정 시험 조건
유입되는 광산배수의 유량은 현장에 설치 시 규모를 고려하여 시험에 적절한 1 L/min. 로 설정하였다. 처음 Fe 공정의 중화조에서는 광산배수가 유입되고 Fe를 2가형태에서 3가형태로 모두 산화시키기 위해 산화제(H2O2, Junsei, Japan)를 주입하였다(Snoeyink and Jenkins, 1980). 각 공정의 중화조에서는 Fe, Al의 침전을 위해 중화제(NaOH, Junsei, Japan)를 주입하였으며, 각 응집조에서는 응집을 유도하여 고순도 침전물로 회수하기 위해 응집제(Coaulants, Nalco, Korea)를 주입하였다. 각 공정의 약품 주입량과 pH조건은 Table 2에 나타냈다.
Table 2. Reaction condition of process
분석방법
광산배수의 pH는 휴대용 측정장비(HQ 40d, HACH)로 측정하였으며, 2가철은 UV/Vis(DR5000, HACH)를 이용하여 분석하였다. Fe, Al의 농도는 0.45µm의 멤브레인 필터(whatman)를 통해 여과시킨 시료와 여과시키지 않은 시료를 구분하여 채취하였고 질산을 이용하여 용해시켜 시료을 얻었다. 시료는 ICP-AES(Ultima 2C, Horiba-Yuvon)로 분석하였다. 또한 각 공정 침전조 하단에서 회수된 침전물은 원심분리를 한 뒤 동결건조 시켜 ICP-OES(ICAP 6500, Thermo Fisher Scientific), SEM-EDS(JSM-6380LA), XRD (X’pert MPD, Philips)을 이용하여 분석하였다. 광산배수로부터 채취 분석된 Fe, Al의 회수율(r) 및 순도(p)는 계산식 (1, 2)에 대입하여 구하였다(Wei et al., 2005).
| $$\mathrm{Recovery}(\%)={\{({\mathrm C}_\mathrm{in}–{\mathrm C}_\mathrm{out})/{\mathrm C}_\mathrm{in}\}}\times100$$ | (1) |
여기서 Cin : pH 조정 전 용존 금속 농도(mg/L)
Cout : pH 조정 후 용존 금속 농도(mg/L)
| $$\mathrm{Purity}(\%)={Ci\div{\textstyle\sum_{j=1}^n}Cj}\times100$$ | (2) |
여기서 Ci : 개별 용존 금속 농도(mg/L)
n : 금속성분 수
Cj : 번째 용존 금속 농도(mg/L)
결과 및 고찰
중화제에 따른 침전 효율 평가
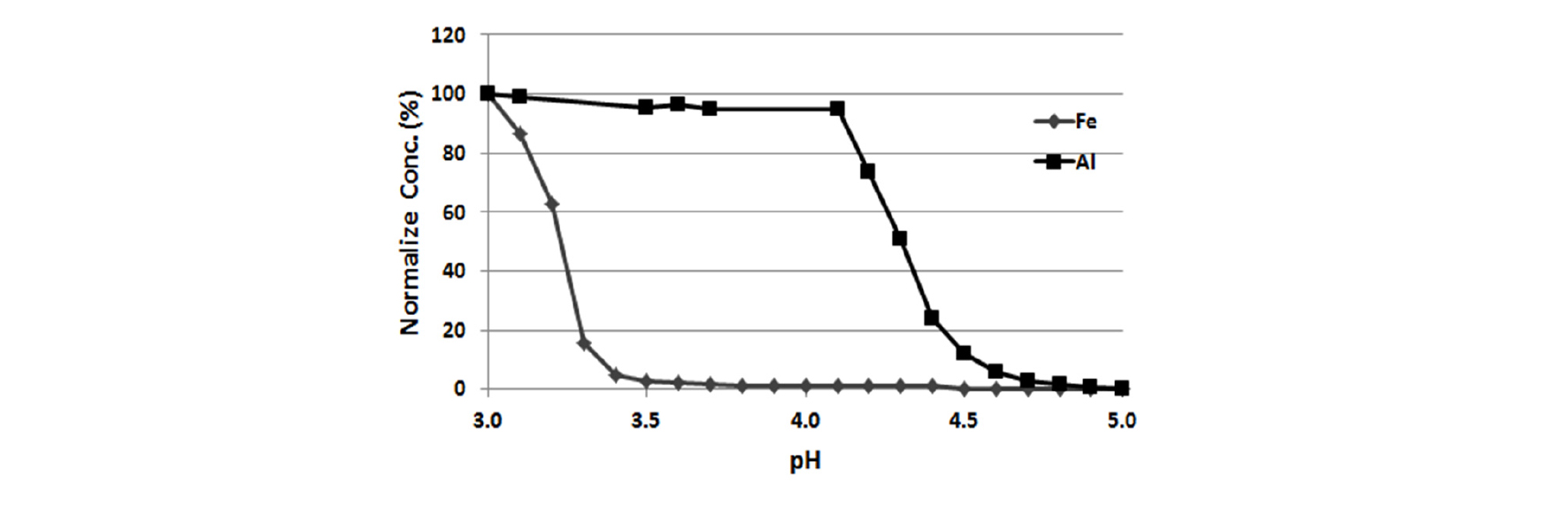
Fig. 4는 수산화나트륨(1M NaOH, Junsei, Japan)을 사용하여 pH에 따른 Fe, Al 농도 변화를 분석하였다. 분석한 결과 Fe은 pH3.1 이후 급격하게 침강하고, pH4.0 에서 모두 침강되었다. 또한 Al은 pH4.2부터 급격하게 침강이 시작하고, pH5.0 이후에서 모두 침강되었다. 이는 침전물의 밀도가 높아지면서 침강이 발생하며 침강 후 높아진 밀도가 낮아지면 침전물의 침강이 감소한다고 판단하였다. 시험 결과를 통해 Fe, Al 침전물의 침전조건을 결정하였으며, 반응 조건에 적용하였다.
응집제 따른 침전물 효율 평가
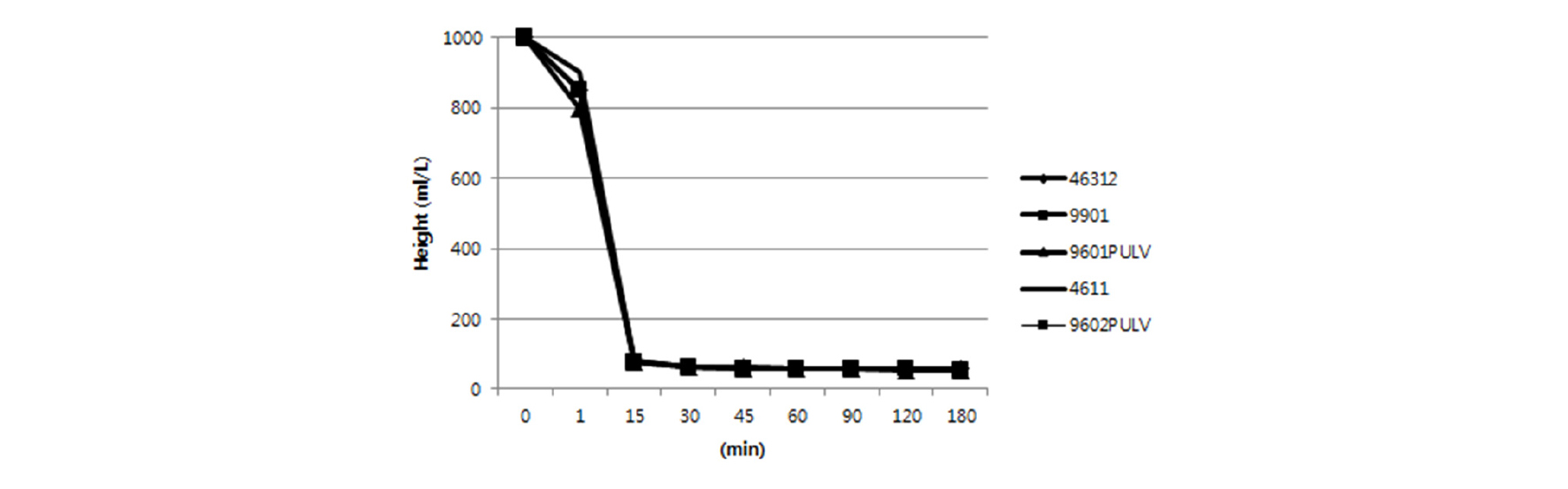
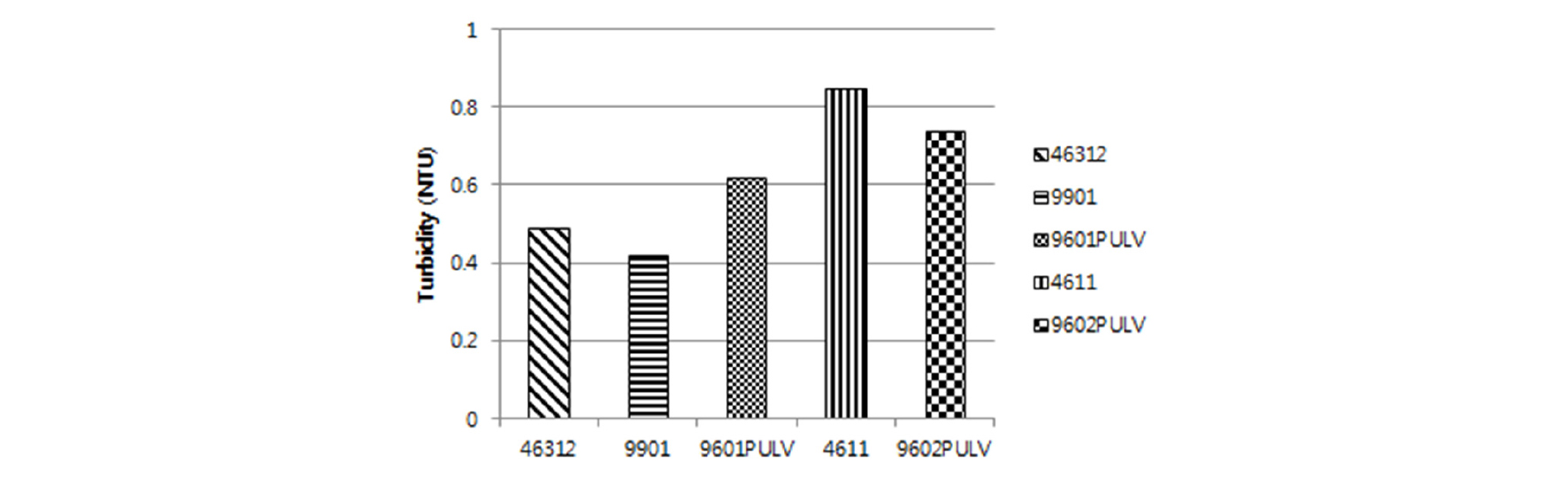
Fig. 5, 6는 총 5가지 음이온 고분자 응집제 9901, 9601PULV, 9602PULV, 4611, 46312를 사용하여 침전물의 효율을 평가하였다. 시험 결과 5가지 음이온 고분자 응집제에서 모두 침강속도가 양호하여 성능차이가 미미하였다(Fig. 5). 탁도 측정 결과 9901는 0.42NTU, 46312는 0.49NTU, 9602 PULV는 0.62NTU, 9601PULV는 0.74NTU, 4611는 0.85NTU로 나타났으며, 9901응집제가 다른 4가지 응집제 보다 상대적으로 좋은 효과를 보였다(Fig. 6). 이 결과를 통해 9901응집제를 선정하였다.
침전물의 회수율 및 순도 평가
회수율과 순도는 침전물의 활용가능성을 결정한다. 따라서 회수율 및 순도 저하의 원인을 파악하고 최소화 해야 하며, 고순도 침전물로 회수하여 활용할 수 있는 방법을 확립해야 한다. Table 3는 본 연구에서 SSP 공정을 이용하여 Fe, Al 연속공정과 buffer를 추가한 공정을 통해 분석 된 회수율과 순도를 나타내었다. 기존공정의 경우 Fe의 회수율은 99.81~99.89%이며, 순도는 30.89~89.83%로 나타났다. 또한 Al의 회수율은 90.90~99.61%이며, 순도는 41.32~ 64.52%로 나타났다. Al의 순도는 Fe에 비해 낮게 나타났는데 이는 Fe 침전조에서 침전물 발생량이 Al보다 많았다. 즉 Fe 침전물이 모두 가라앉지 못하고 일부 잔류 부유물로 남아있게 되었다. 남아있는 잔류 부유물은 다음 Al 공정으로 유입되어 Al의 순도를 떨어뜨리는 현상을 볼 수 있었다.
Table 3. Recovery rate and the purity of Fe and Al
buffer를 추가한 공정의 경우 Fe의 회수율은 99.68~ 99.70% 이며, 순도는 96.05~97.61%로 나타났다. 또한 Al의 회수율은 75.00~81.82%이며, 순도는 81.01~87.48%로 나타났다. 두 공정을 비교한 결과 기존 공정에 비해 buffer를 추가한 공정에서 Al의 회수율 0.32~8.88%, 순도 22.96~39.69%를 향상시킬 수 있었다. 이는 Fe 공정에서 침전되지 못한 잔류 부유물이 buffer 공정으로 유입되어 침강하게 된다. buffer 공정에서는 Fe, Al의 동시 침전을 제어하고, Al 침전물을 고순도 침전물로 회수할 수 있었다.
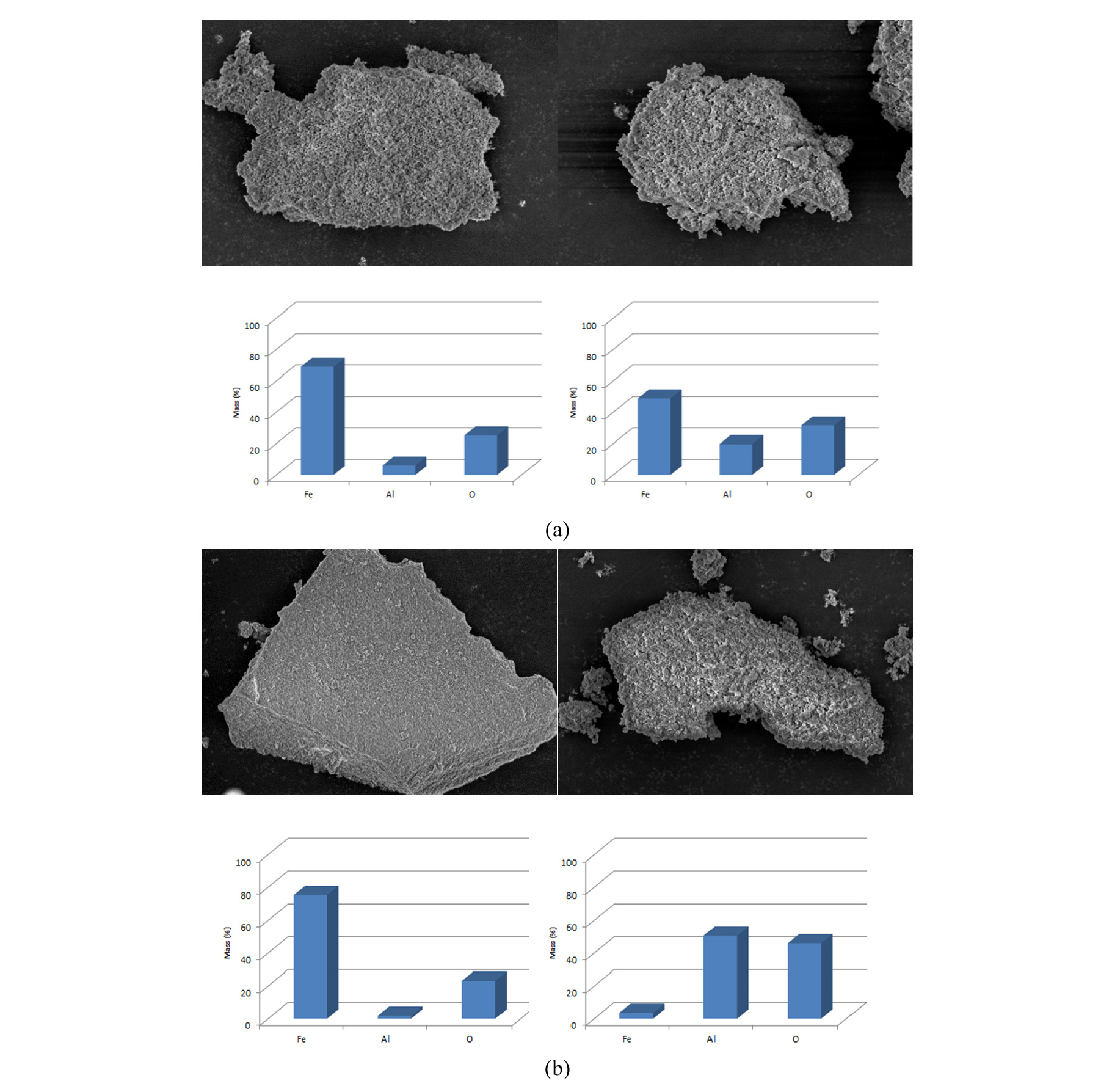
침전물의 SEM 분석
Fig. 7은 이미지를 통해 Fe, Al 침전물의 미세표면 입자형태를 파악하기 위하여 SEM분석을 실시하였다. 화학조성에서 확인된 바와 같이 Fe, Al 침전물이 주로 관찰되었다. 기존공정에서 얻어진 침전물보다 buffer를 추가한 공정에서 얻어진 침전물의 Fe 및 Al의 함량이 더 높게 나타났다.
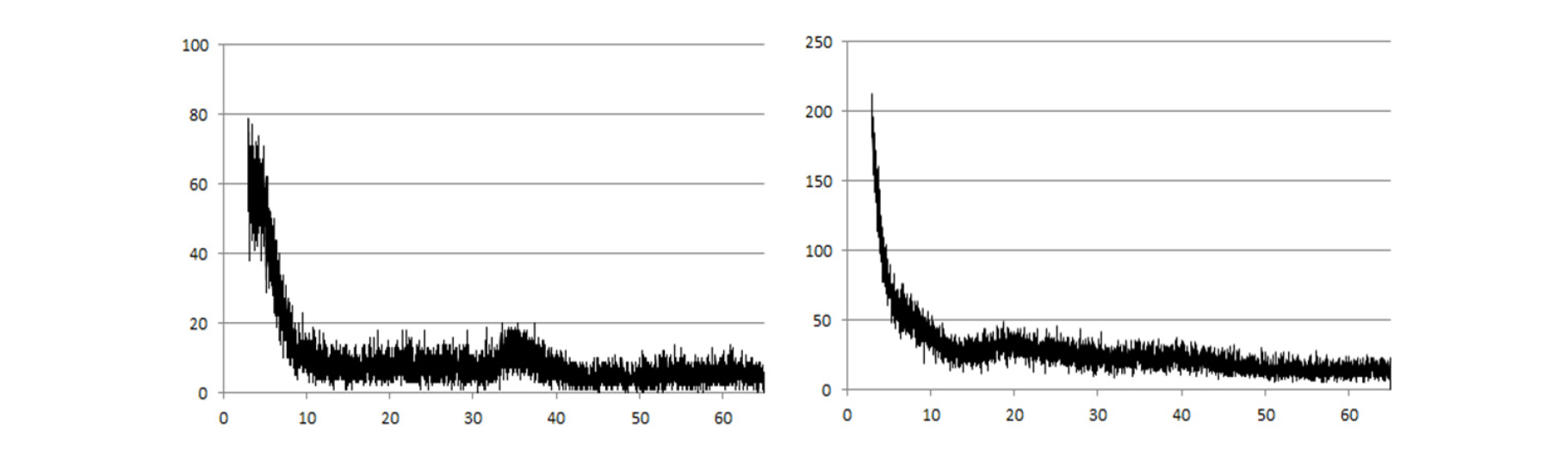
XRD 분석
침전물의 X선 회절 분석 결과를 나타낸 Fig. 8에서는 Fe, Al 침전물은 보편적 짧은 시간 내에 형성되어 침전되었기 때문에 모두 비정질 광물 형태의 피크를 보이고 있으며, 정확한 조성은 파악하기 어려운 것으로 나타났다.
결론
본 연구는 와룡산업 광산배수 내의 Fe, Al을 대상으로 SSP공정을 설계하고 활용성을 평가한 것이다. 기존 공정 및 Fe, Al 공정 사이에 buffer공정을 추가하여 시험한 결과 얻어진 침전물에 대하여 다음과 같은 결론을 얻었다.
기존 공정의 경우 Fe의 회수율은 99.81~99.89%이며, 순도는 30.89~89.83%로 나타났다. 또한 Al의 회수율은 90.90~99.61%이며, 순도는 41.32~64.52%로 나타났다. buffer를 추가한 공정의 경우 Fe의 회수율은 99.68~99.70이며, 순도는 96.05~97.61%로 나타났다. Al의 회수율은 75.00~81.82%이며, 순도는 81.01~87.48%로 나타났다. buffer 공정을 추가하여 Al의 회수율 0.32~8.88%를 향상시킬 수 있었으며, 또한 Fe의 순도 7.78~65.16%, Al의 순도 22.96~39.69%를 향상시킬 수 있었다. 따라서 Al 공정으로 유입되는 잔류 부유물을 제어하고 Al 순도를 높일 수 있는 buffer 공정의 필요성을 확인하였다. 향후 유량의 변화에 용이하게 적용하고 다양한 금속 성분의 고순도 침전물로 회수가 가능한 최적화 공정 연구가 추후 필요할 것으로 판단된다.
