

서 론
생산천이분석법
제곱근시간(square-root time) 분석법
유동물질평형(flowing material balance, FMB) 법
몬테카를로 시뮬레이션을 결합한 생산천이분석
연구대상 지역
분석대상 생산정의 다단계 수압파쇄 적용현황
균열대 특성 및 궁극가채량 예측
균열대 특성 및 궁극가채량 예측
다단계 수압파쇄 설계 개선방안
민감도 분석
결 론
서 론
유기물을 포함하고 있는 세립질 퇴적층인 셰일(shale)은 퇴적 환경의 영향으로 분지 전반에 걸쳐 광범위한 분포 특성을 보이며 매우 낮은 공극률, 유체투과도로 인해 최근 수평정 시추 및 다단계 수압파쇄(multi-stage hydraulic frac-turing) 등 관련 기술의 발전과 더불어 활발한 개발이 진행되고 있다(Jang et al., 2013). 분지 전반에 걸쳐 다양한 암석물리학적 물성 분포를 보이는 셰일 저류층은 분지 내 열적 성숙도에 따라 탄화수소의 부존형태 또한 다양하게 존재하기 때문에 최적의 수압파쇄 설계를 위해서 대상 저류층의 균열 발달 특성 및 이에 따른 생산능력 영향에 대한 이해는 필수적이다.
균열 모델링 방법은 물리검층과 코어분석 등을 이용하여 수압파쇄 설계인자 변경에 따른 균열대의 발달 특성을 모사하는 방법으로 저류층의 암석물리학적 특성을 고려함으로써 향후 개발계획에 대한 중요한 설계기준으로 활용된다. 영률(Young’s modulus)과 광물조성 등은 셰일 저류층의 암석물리학적 특성을 구분하는 가장 보편화된 기준 물성으로 활용되고 있으며(Chaudhary et al., 2011), 이러한 물성 정보를 활용하여 최적화된 설계 기준을 마련할 수 있다(Ramurthy et al., 2011). 하지만 Inamdar et al.(2010)은 실시간 미세 탄성파 수압 파쇄 관측(real-time microseismic hydraulic fracture monitoring)을 통해 설계에 따른 예상 저류층자극부피(stimulated reservoir volume, SRV)와 유효 균열대 형성에 차이가 존재함을 확인하였다. 또한 불규칙하게 분포되어 있는 균열대의 영향으로 생산거동의 예측에 불확실성이 존재하는 셰일 저류층의 특징으로 정확한 궁극가채량 추정에 어려움이 있어(Kim et al., 2014), 수압파쇄 설계 및 균열대 분포 그리고 이에 따른 생산성과의 유기적인 관계를 설명할 수 있는 분석 방법이 필요하다.
이에 본 연구에서는 다단계 수압파쇄 수평정이 적용된 미국 Eagle Ford 셰일 저류층을 대상으로 생산천이분석법(rate transient analysis)을 이용하여 저류층 물성 및 균열대 분포를 추정하고 미래 생산량을 예측함으로써 Eagle Ford 셰일 저류층의 균열 발달 특성과 궁극가채량의 인과관계를 분석 하고자 한다. 분석 결과를 기반으로 Eagle Ford 셰일 저류층의 궁극가채량 증진을 위한 최적 균열대 분포를 추정하고, 이를 고려한 설계 개선 및 보완 방안을 도출하고자 하였으며, 몬테카를로 시뮬레이션(Monte Carlo simulation)을 적용한 생산천이분석 수행을 통해 셰일 저류층 평가에 내재하는 불확실성을 정량화하고자 한다.
생산천이분석법
일반적인 저류층에서의 유체 유동양상은 생산정으로 구심유동의 형태를 나타내며 비교적 빠른 시간 내에 경계지배유동(boundary dominant flow, BDF)의 관측이 가능하다. 셰일과 같이 낮은 유체투과도를 가지는 치밀한 저류층의 경우 비교적 긴 시간 동안 천이유동(transient flow)이 지속되어 경계지배유동을 기초로 한 기존의 생산감퇴곡선 등의 분석 방법으로는 주요 생산 특성에 대한 규명이 제한적이다. 생산천이분석은 이러한 치밀 저류층의 생산 자료를 이용해 유체의 유동 특성과 그 범위를 규명하고 이를 바탕으로 저류층과 균열대의 특성 및 미래 생산추이를 예측하기 위해 사용되는 분석방법이다.
제곱근시간(square-root time) 분석법
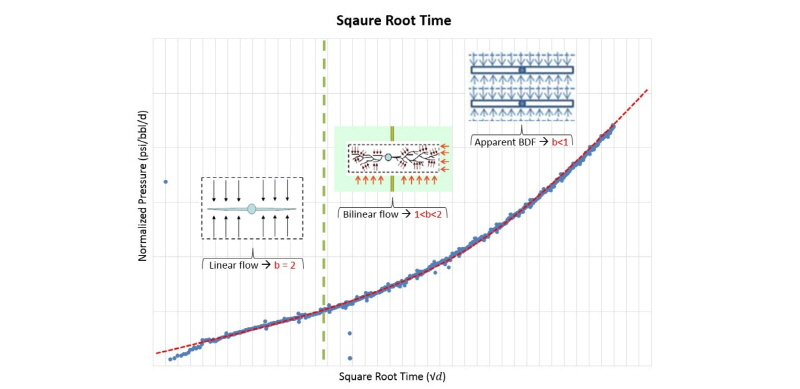
제곱근시간 분석은 Fig. 1과 같이 정규화한 압력과 제곱근시간과의 관계를 도시하여 직선구간으로 나타나는 천이유동구간 파악을 통해 생산성을 분석하고, 곡선구간의 경향성을 예측함으로써 생산정의 현재 유동양상을 파악할 수 있다(Anderson et al., 2010). 제곱근시간 분석에서 x축은 제곱근시간, y축은 정규화한 압력( )을 나타내며 정규화한 압력을 계산하는 방법은 식 (1)과 같다. 선형유동인자(linear flow parameter,
)을 나타내며 정규화한 압력을 계산하는 방법은 식 (1)과 같다. 선형유동인자(linear flow parameter,  , md1/2·ft2)는 셰일 저류층의 수압파쇄 효율성과 생산성을 평가하는 주요 지표로서 SRV 내 유동 단면적의 규모를 의미하며, 천이유동구간의 기울기(
, md1/2·ft2)는 셰일 저류층의 수압파쇄 효율성과 생산성을 평가하는 주요 지표로서 SRV 내 유동 단면적의 규모를 의미하며, 천이유동구간의 기울기( ), 식 (2)에서 (5)를 이용하여 그 값을 계산할 수 있다(Wattenbarger et al., 1998). 또한 y절편, 식 (6)을 이용하여 생산정의 겉보기 스킨(
), 식 (2)에서 (5)를 이용하여 그 값을 계산할 수 있다(Wattenbarger et al., 1998). 또한 y절편, 식 (6)을 이용하여 생산정의 겉보기 스킨( )을 추정함으로써 추가적인 생산성 영향을 판단할 수 있다. 유동양상에 대한 분석은 곡선구간의 경향성과 생산감퇴곡선법(decline curve analysis) 인자 중 하나인 감퇴지수 b와의 비교를 통해 분석할 수 있다. 감퇴지수의 범위에 따라 천이선형유동(transient flow, b = 2), 전이 선형유동(bilinear flow, 1 < b < 2) 및 경계지배유동(apparent boundary dominant flow, b < 1)으로 구분할 수 있다(Kupchenko et al., 2008; Seshadri and Matter, 2010).
)을 추정함으로써 추가적인 생산성 영향을 판단할 수 있다. 유동양상에 대한 분석은 곡선구간의 경향성과 생산감퇴곡선법(decline curve analysis) 인자 중 하나인 감퇴지수 b와의 비교를 통해 분석할 수 있다. 감퇴지수의 범위에 따라 천이선형유동(transient flow, b = 2), 전이 선형유동(bilinear flow, 1 < b < 2) 및 경계지배유동(apparent boundary dominant flow, b < 1)으로 구분할 수 있다(Kupchenko et al., 2008; Seshadri and Matter, 2010).
 (1)
(1)
 (2)
(2)
 (3)
(3)
 (4)
(4)
 (5)
(5)
 (6)
(6)
유동물질평형(flowing material balance, FMB) 법
유체의 유동범위에 대한 해석은 유동물질평형법을 이용하여 특성화할 수 있다. 유동물질평형법은 생산유량이 일정할 경우 저류층의 평균압력 강하는 유동 공저압력(well flowing pressure) 강하를 반영한다는 가정으로 기존 물질평형법의 적용범위를 확대하여 활용되었으며 셰일 저류층과 같이 저류층 평균압력의 계측이 제한적인 저류층에서 탄화수소 부존량을 예측하기 적절한 기법이다. 유동물질평형법은 의사경계지배유동(pseudo boundary dominant flow, PBDF)에 의해 발생하는 직선구간을 활용하여 유체유동의 범위를 결정하며, Fig. 2와 같이 탄화수소의 원시부존량과 식 (7)을 이용하여 저류층자극면적(stimulated area, ASRV)을 계산할 수 있다.
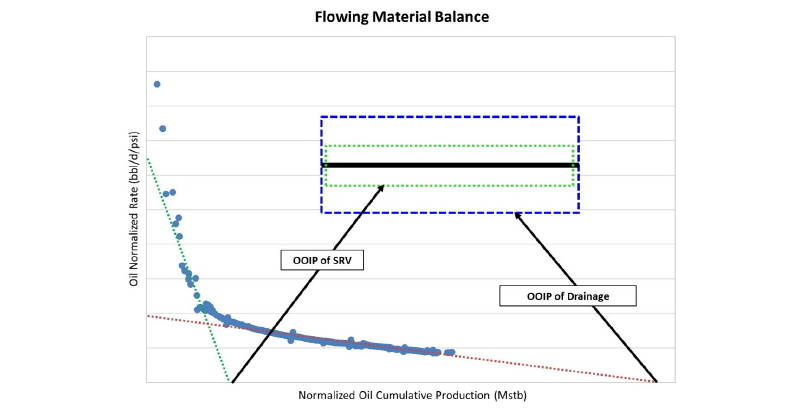
유동물질평형법은 일정유량(constant rate,  ) 조건을 가정하기 때문에 식 (8), (9)를 이용한 정규화한 유량과 누적생산량(normalized cumulative production,
) 조건을 가정하기 때문에 식 (8), (9)를 이용한 정규화한 유량과 누적생산량(normalized cumulative production,  )으로 보정이 필요하다. 압력이 일정하게 감소하는 경계지배유동 구간에서 일정한 생산성을 가지는 저류층은 정규화한 유량의 선형적인 분포를 나타내며, 선형구간의 x절편 값을 이용하여 경계조건의 원시부존량을 결정할 수 있다. 반면 셰일 저류층의 경우 수압파쇄의 적용으로 SRV와 미자극 저류층의 유체투과도 대비로 인해 서로 다른 생산성을 가지기 때문에 Fig. 2와 같이 두 개 이상의 경향성을 확인할 수 있으며, 첫 번째 선형구간을 SRV 내 압력감소를 반영한 SRV 내 원시부존량(OOIPSRV), 두 번째 선형구간은 미자극 저류층 배유면적의 의사경계지배유동의 영향을 반영한 원시부존량(OOIPDrainage)으로 추정할 수 있다(Samandarli et al, 2014).
)으로 보정이 필요하다. 압력이 일정하게 감소하는 경계지배유동 구간에서 일정한 생산성을 가지는 저류층은 정규화한 유량의 선형적인 분포를 나타내며, 선형구간의 x절편 값을 이용하여 경계조건의 원시부존량을 결정할 수 있다. 반면 셰일 저류층의 경우 수압파쇄의 적용으로 SRV와 미자극 저류층의 유체투과도 대비로 인해 서로 다른 생산성을 가지기 때문에 Fig. 2와 같이 두 개 이상의 경향성을 확인할 수 있으며, 첫 번째 선형구간을 SRV 내 압력감소를 반영한 SRV 내 원시부존량(OOIPSRV), 두 번째 선형구간은 미자극 저류층 배유면적의 의사경계지배유동의 영향을 반영한 원시부존량(OOIPDrainage)으로 추정할 수 있다(Samandarli et al, 2014).
 (7)
(7)
 (8)
(8)
 (9)
(9)
몬테카를로 시뮬레이션을 결합한 생산천이분석
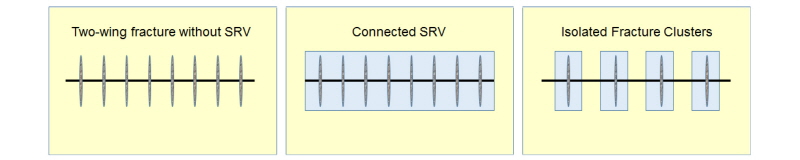
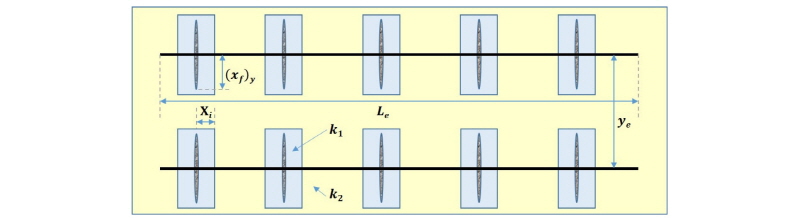
생산천이분석 해석모델은 저류층과 균열대의 특성 정보를 바탕으로 실제 생산이력과 매칭하여 더욱 정확한 미래 생산량과 궁극가채량을 예측하는 방법이다. 반면 수압파쇄에 의해 형성된 균열대는 공간적으로 불규칙하게 분포되어 있으며 저류층의 암석물리학적 특성 또는 적용된 수압파쇄의 설계에 따라 그 기하학적 구조가 달라지기 때문에 해석모델의 적용조건에 대한 신중한 검토가 필요하다. Fig. 3은 발생 가능한 균열대 및 SRV의 분포를 도시하고 있으며, SRV 분포와 이에 따른 유체투과도 증진 구간의 구분에 따라 해석을 달리한다. Two-wing 모델은 수압파쇄에 의한 유체투과도를 가지지 않고 단일의 저류층 유체투과도만을 가지는 균열대 모델이며, Connected SRV와 Isolated Fracture Cluster 모델은 증진된 유체투과도와 저류층 유체투과도를 고려하고 SRV 발달의 연속성에 따라 분류된다.
경계지배유동이 관측되는 일반적인 저류층의 생산천이분석은 단일 저류층 매개변수에 의한 결정론적 방식으로 신뢰할 수 있는 분석결과를 기대할 수 있다. 하지만 저류층과 균열대의 물리적 특성, 유체유동 해석에 불확실성이 존재하는 셰일 저류층은 이러한 결정론적 생산천이분석의 적용이 제한된다. 이에 Anderson and Liang(2011)은 생산천이분석 해석모델에 대표적인 확률론적 기법인 몬테카를로 시뮬레이션을 적용한 확률론적 생산천이분석 방법을 제시하였으며, 이를 통해 입력변수에 대한 불확실성을 정량화하였다.
몬테카를로 시뮬레이션은 단일 값을 갖는 전통적인 결정론적 분석방법의 한계를 극복할 수 있는 대표적인 확률통계적 분석방법으로 입력변수에 불확실성이 내재하는 비전통 석유자원의 평가에 있어 널리 사용되고 있으며, 입력변수의 확률분포(probability distribution)로부터 표본 집단을 추출하여 모의시험 결과의 예상 분포범위와 확률을 계산하는 방법이다. 몬테카를로 시뮬레이션 수행을 위해 확률분포형태를 추정하여야 하며 추정된 확률분포형태는 몬테카를로 시뮬레이션 모델과 생산천이분석 해석 모델을 이어주는 연결고리 역할을 한다. 시추 및 유정완결 자료와 같이 신뢰 수준이 높은 정보는 단일 값을 사용할 수 있으며, 저류층 물성 정보는 계측된 물리검층 자료들의 최대값(maximum)과 최소값(minimum) 등의 정보를 활용할 수 있다.
연구대상 지역
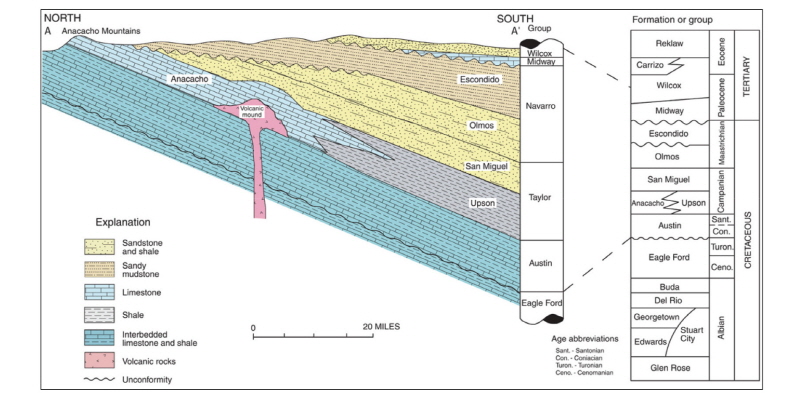
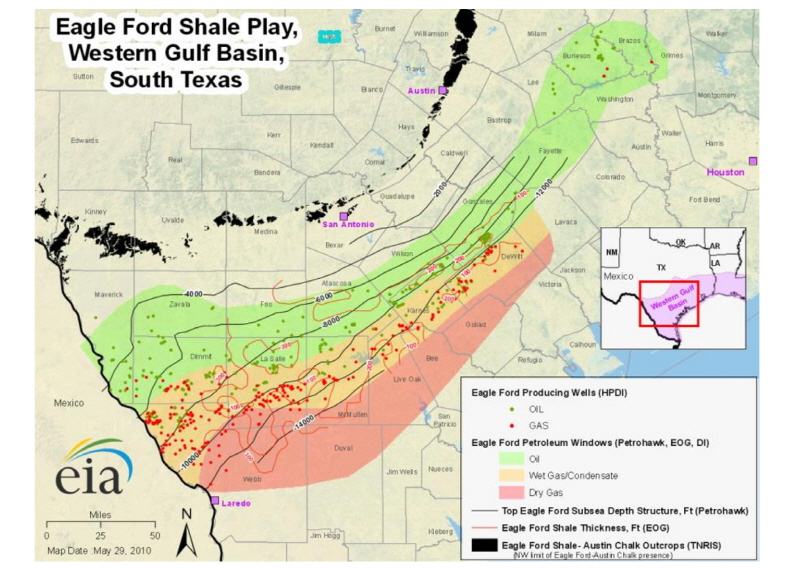
미국 텍사스 주에 위치한 Eagle Ford 셰일 저류층은 미국에서 가장 최근에 개발된 셰일 저류층 중 하나이다. 2008년 유‧가스 가격의 상승세와 더불어 La Salle County에서 첫 시추를 한 이후 본격적인 개발이 진행되었으며 생산량은 2015년 말 기준으로 일산 1.5백만 배럴, 매장량 43억 배럴 규모로 집계되고 있다(U.S. EIA, 2016). Eagle Ford 셰일은 후기 백악기(Late Cretaceous : Cenomanian – Turonian)에 Texas 남부를 따라 SW-NE 방향으로 발달했던 대륙붕 경계부(shelf margin)에서 퇴적된 Organic/Carbonate rich Marine Deposits으로 퇴적층 상부에 Austin Chalk, 하부에 Buda Limestone과 경계하고 있으며(Fig. 4), 지역에 따라 저류층 및 유체의 물성이 다양하게 분포하고 있다. 연구대상 지역은 약 60%의 원유 생산 비율을 지닌 retrograde gas condensate 저류층으로 초기 가스 원유 비(gas oil ratio, GOR)는 2,000∼8,000 scf/stb이다(Fig. 5).
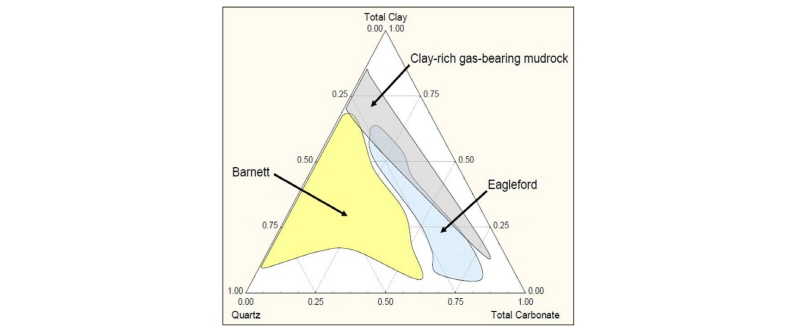
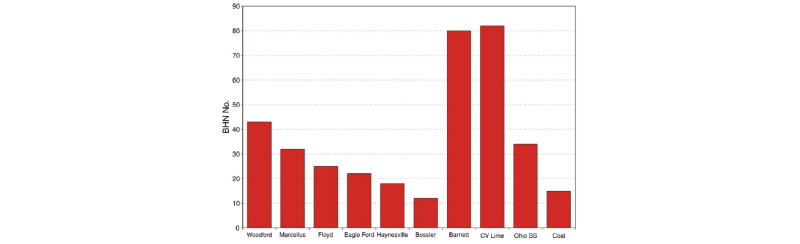
Eagle Ford와 Barnett 셰일을 대상으로 분석된 각 셰일의 광물조성의 차이를 보면(Fig. 6) Eagle Ford 셰일은 상대적으로 낮은 Quartz 함량으로 인해 Barnett 셰일보다 연성(ductile)이 큰 경향을 확인할 수 있다. 반면 Quartz의 함량 비율이 높은 Barnett 셰일은 약 6.106 psi수준의 높은 영률을 나타내며 약 2.106 psi의 Eagle Ford 셰일과 비교해 취성의 성질을 지닌다. Fig. 7은 코어분석을 통해 미국에서 개발 중인 셰일층의 Brinell 경도지수(Brinell Hardness Number, BHN)를 나타내었다. Eagle Ford 셰일은 분석결과 22의 BHN을 나타내 상대적으로 연성의 암석물리학적 특성을 지니게 되어 비교적 단순한 형태의 균열대를 형성하게 된다. 반면 취성으로 분류되는 Barnett 셰일(BHN No. 80)은 수압파쇄 적용 시 상대적으로 쉽게 복잡한 균열 네트워크를 형성하며 높은 영률의 영향으로 지지체에 대한 의존 정도가 상대적으로 낮을 수 있다(Stegent et al, 2010).
분석대상 생산정의 다단계 수압파쇄 적용현황
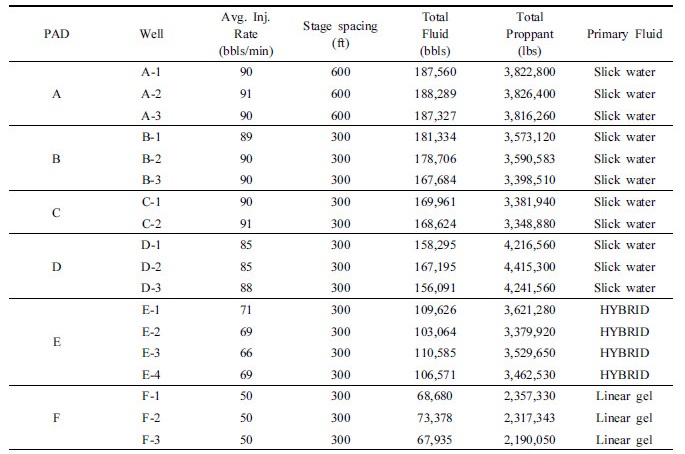
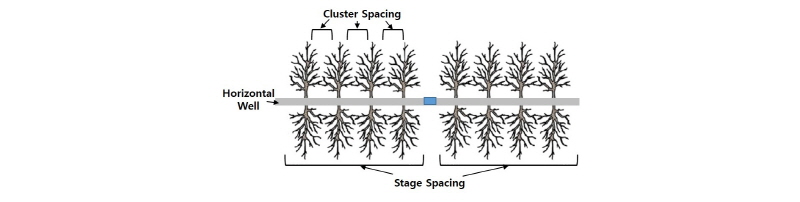
Eagle Ford 셰일 저류층에 적용된 다단계 수압파쇄 기법의 초기 설계는 성공적인 개발모델인 Barnnet 셰일 저류층에 적용된 설계 및 처리를 기초로 하였으나, 현재 지역적으로 다른 암석물리학적 특성과 유체물성 등을 고려하여 생산성을 증대시키기 위한 다양한 시도가 이루어지고 있다. 분석 대상인 18개 생산정의 수압파쇄를 위한 평균 주입유량, 수압파쇄 구간(stage spacing), 주입유체 총량, 주입 지지체 총량, 지지체 종류는 Table 1과 같다. 여기서 수압파쇄 구간은 Fig. 8과 같이 한번에 수압파쇄 작업을 수행하는 구간의 길이로 균열대 간격(cluster spacing)과 구별된다. PAD A, B, C, D의 생산정은 수압파쇄 유체로 slickwater를 사용하였다. PAD A는 작업비용과 시간의 효율성을 고려하여 600 ft의 수압파쇄 구간을 적용하였다. PAD B, C 및 D의 생산정은 300 ft의 동일한 단위 수압파쇄 구간을 적용하였고 지지체 주입량에 차이가 있다. 지지체의 선택은 동일한 조건을 적용하였으며 주입유량은 90 bbls/min 수준으로 동일하게 적용하였다. PAD E, F는 지지체의 운반 효율 향상을 위해 수압파쇄 유체로 slickwater와 linear gel을 주입하는 HYBRID와 높은 점성의 linear gel을 각각 적용하였다.
균열대 특성 및 궁극가채량 예측
균열대 특성 및 궁극가채량 예측
적용된 수압파쇄는 각각의 설계에 따라 서로 다른 균열대 분포 특성을 나타내며, 균열대 분포 특성 등에 따라 궁극가채량이 결정된다. 수압파쇄의 최적 설계는 궁극적으로 경제성 향상을 목적으로 하며, 균열대 분포 특성과 공당 경제성의 간접지표인 궁극가채량의 영향을 비교함으로써 최적 균열대 분포와 유효 균열대 형성을 위한 설계 방안을 도출할 수 있다. 본 연구에서는 대상 셰일 저류층의 유동 및 균열특성을 규명하고 미래생산량 예측을 위해 생산천이분석 상용 소프트웨어인 Fekete사의 Harmony RTA를 활용하였다.
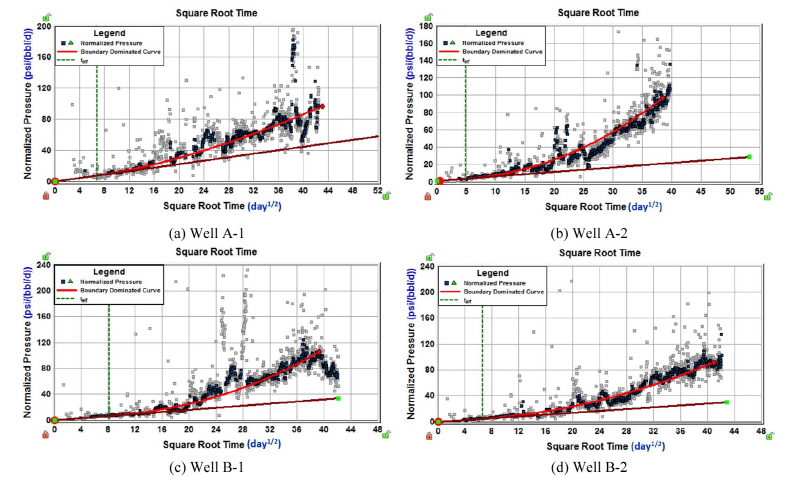
Fig. 9는 제곱근시간분석의 결과로 수압파쇄 구간을 달리 적용함에 따라 발생하는 수압파쇄 효과 및 균열대 발달의 특성을 비교분석 하기 위해 PAD A와 B를 선택적으로 도시하였다. PAD A와 B의 생산정 모두에서 경계지배유동을 확인함으로써 향후 생산거동 및 궁극가채량 예측의 적절성을 확인하였다. 선형유동 종료시점( )은 27일에서 57일의 비교적 짧은 범위의 결과를 나타내었으며 y절편이 0에 수렴함에 따라 겉보기 스킨에 의한 생산성 영향은 미미한 것으로 판단된다. 천이유동구간에서의 기울기를 이용해 선형유동인자를 도출한 결과 600 ft의 수압파쇄 구간을 적용한 생산정 A-1, A-2의 경우 각각 29,316
)은 27일에서 57일의 비교적 짧은 범위의 결과를 나타내었으며 y절편이 0에 수렴함에 따라 겉보기 스킨에 의한 생산성 영향은 미미한 것으로 판단된다. 천이유동구간에서의 기울기를 이용해 선형유동인자를 도출한 결과 600 ft의 수압파쇄 구간을 적용한 생산정 A-1, A-2의 경우 각각 29,316 , 24,968
, 24,968 인 반면, 300 ft를 적용한 B-1, B-2 생산정의 경우 각각 43,658
인 반면, 300 ft를 적용한 B-1, B-2 생산정의 경우 각각 43,658 , 48,005
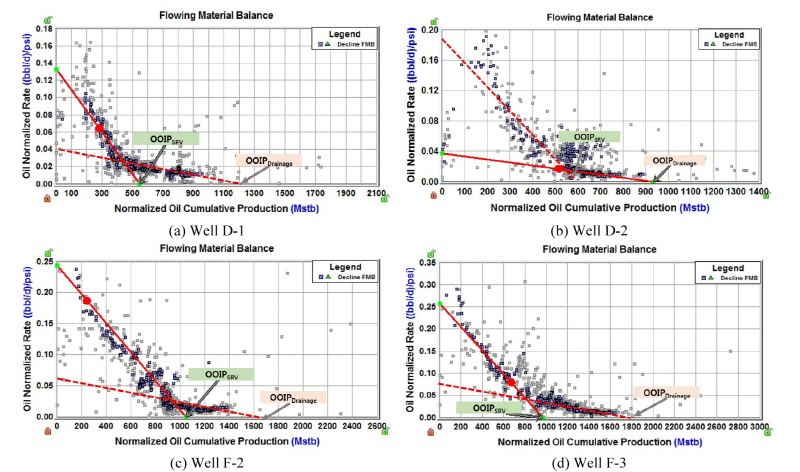
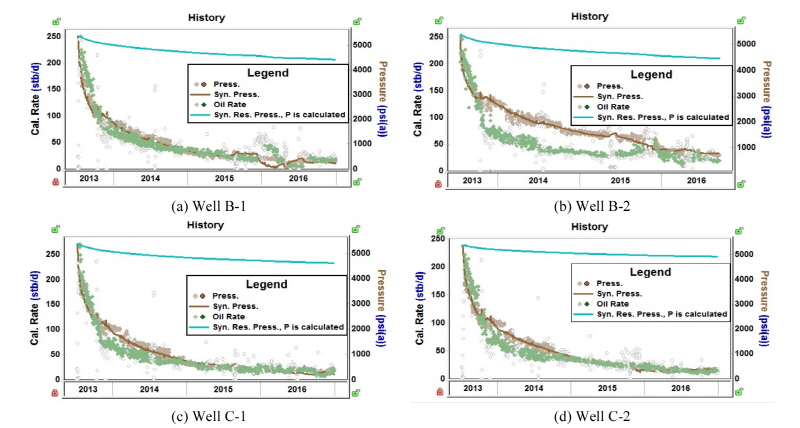
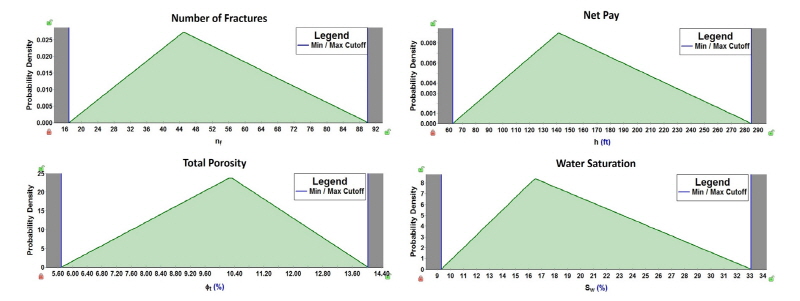
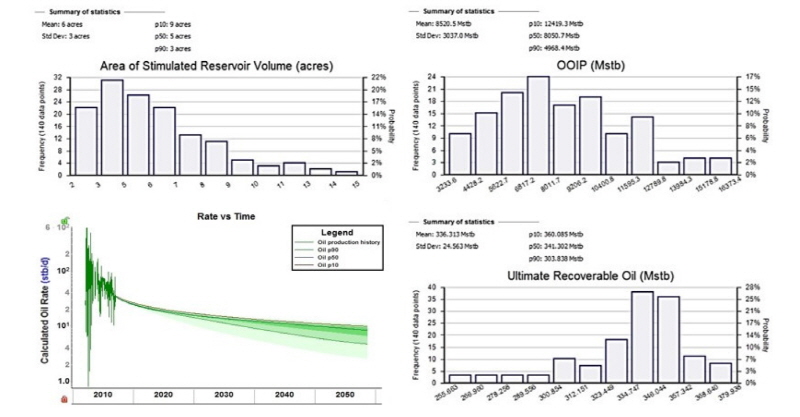
, 48,005 으로 나타나 PAD B에 적용된 수압파쇄 설계가 생산성 증진에 더욱 효과적인 것으로 나타났다. 수압파쇄 설계의 상대적 유효성을 비교하기 위해 주입유량, 지지체양, 주입유체 선택을 달리한 PAD D와 F의 유동물질평형법 분석결과를 나타내었다(Fig. 10). OOIPSRV는 생산정 F-1, F-2에서 각각 963.0 Mstb, 1,051.7 Mstb로 나타나 각각 417.7 Mstb, 541.8 Mstb인 D-1, D-2 생산정 대비 약 2배의 결과를 확인하였다. 매개변수로 저류층 유체투과도와 유체투과도 증진 구간의 너비를 사용하여 생산자료와 생산천이분석 해석모델의 생산이력 매칭을 수행하였다(Fig. 11). Fig. 12는 확률론적 생산천이분석에 사용된 확률분포형으로 시추 및 유정완결 자료와 같이 생산정 별 신뢰도 수준이 높은 정보는 단일값을 사용하였고, 생산정별 계측이 제한적인 저류층 물성 정보는 인근에서 계측된 통계자료를 활용하였다. 균열대 정보와 저류층 유체투과도와 같이 불확실성이 존재하는 물성들은 단위 회당 몬테카를로 시뮬레이션 수행 시 생산이력 매칭의 변수로 설정하여 주어진 경계조건 내 생산이력과 차이를 최소화하는 값으로 산출하였고 기존 결정론적 방법으로 산출된 생산이력 매칭 결과의 평균오차 값을 시뮬레이션의 성공조건으로 제한하였다. 각 생산정을 대상으로 500회의 시뮬레이션을 동일하게 수행하였다(Fig 13). 분석결과 궁극가채량에 대한 P10/P90 ratio는 분석대상 생산정은 약 1.18의 결과를 확인하였으며, 모든 분석대상에서 성공조건을 만족한 시뮬레이션 수행 횟수가 약 100회를 초과할 경우 P10/P90 ratio가 일정범위에 수렴함을 확인하였다.
으로 나타나 PAD B에 적용된 수압파쇄 설계가 생산성 증진에 더욱 효과적인 것으로 나타났다. 수압파쇄 설계의 상대적 유효성을 비교하기 위해 주입유량, 지지체양, 주입유체 선택을 달리한 PAD D와 F의 유동물질평형법 분석결과를 나타내었다(Fig. 10). OOIPSRV는 생산정 F-1, F-2에서 각각 963.0 Mstb, 1,051.7 Mstb로 나타나 각각 417.7 Mstb, 541.8 Mstb인 D-1, D-2 생산정 대비 약 2배의 결과를 확인하였다. 매개변수로 저류층 유체투과도와 유체투과도 증진 구간의 너비를 사용하여 생산자료와 생산천이분석 해석모델의 생산이력 매칭을 수행하였다(Fig. 11). Fig. 12는 확률론적 생산천이분석에 사용된 확률분포형으로 시추 및 유정완결 자료와 같이 생산정 별 신뢰도 수준이 높은 정보는 단일값을 사용하였고, 생산정별 계측이 제한적인 저류층 물성 정보는 인근에서 계측된 통계자료를 활용하였다. 균열대 정보와 저류층 유체투과도와 같이 불확실성이 존재하는 물성들은 단위 회당 몬테카를로 시뮬레이션 수행 시 생산이력 매칭의 변수로 설정하여 주어진 경계조건 내 생산이력과 차이를 최소화하는 값으로 산출하였고 기존 결정론적 방법으로 산출된 생산이력 매칭 결과의 평균오차 값을 시뮬레이션의 성공조건으로 제한하였다. 각 생산정을 대상으로 500회의 시뮬레이션을 동일하게 수행하였다(Fig 13). 분석결과 궁극가채량에 대한 P10/P90 ratio는 분석대상 생산정은 약 1.18의 결과를 확인하였으며, 모든 분석대상에서 성공조건을 만족한 시뮬레이션 수행 횟수가 약 100회를 초과할 경우 P10/P90 ratio가 일정범위에 수렴함을 확인하였다.
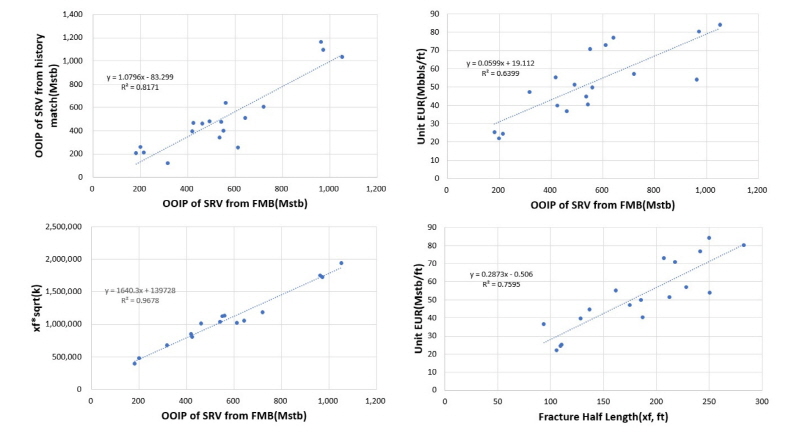
PAD 별 서로 다른 수압파쇄 설계가 적용된 18개 생산정을 대상으로 상기한 분석들을 통해 균열대 분포와 궁극가채량을 예측하였다. Fig. 14와 같이 서로 다른 방법에 의해 도출된 균열대 특성 등의 분석결과에 대한 상관관계를 파악하였고 각 분석에 대한 일관성을 검토하고 궁극가채량과의 상관관계를 확인하여 전체적인 분석결과의 타당성을 검증하였다. 유동물질평형법과 해석모델과의 생산이력 매칭을 통해 도출한 SRV의 OOIP에서 높은 상관관계(R2 = 0.8171)가 있는 것을 확인하였으며, 궁극가채량과의 관계도 비교적 잘 나타나는 것을 확인하였다(R2 = 0.6399). 이를 통해 궁극가채량 증진에 효율적인 균열대 분포를 추정할 수 있으며 각 생산정의 수압파쇄 설계비교를 통해 각 설계인자가 유효 균열대 형성에 미치는 영향을 확인할 수 있었다.
다단계 수압파쇄 설계 개선방안
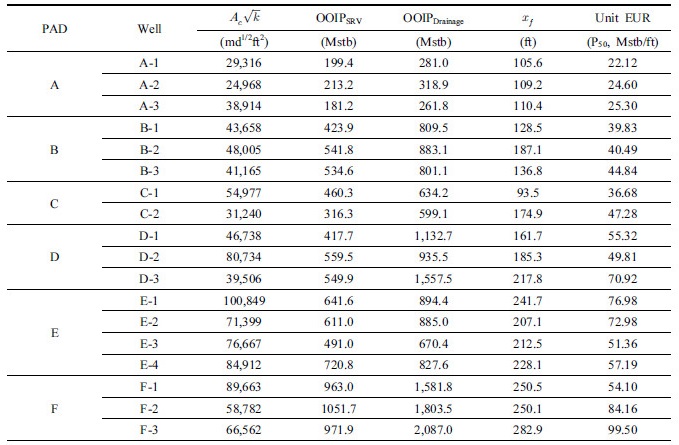
Table 2는 생산천이분석을 통해 산출된 균열대 특성과 궁극가채량 산정 결과를 보여주며, 수평시추 길이(lateral length)에 대한 영향을 정량화하기 위해 단위 수평시추 길이에 대한 궁극가채량으로 나타내었다. 분석결과의 확률분포형이 서로 상이함에 따라 각 결과의 대표성을 고려하기 위해 P50값을 사용하였다. 수압파쇄 효율성 및 생산성 비교를 위해  를 비교한 결과 수압파쇄 구간을 확대한 PAD A의 생산정은 그 외 설계가 유사한 PAD B와 비교하여 수압파쇄 효율성 저하로 균열대 형성 및 발달이 제한적인 것으로 나타났다. 또한 slickwater를 주입유체로 선택한 생산정의 비교에서 주입되는 유체의 유량과 지지체양이 증가함에 따라 균열대 특성에 영향을 주어 궁극가채량의 개선을 확인하였으나, 낮은 유체점성으로 충분한 지지체 운반 효율성이 확보되지 않아 그 영향은 미미하였다. 반면 linear gel과 같은 높은 점성의 주입유체는 OOIPSRV와OOIPDrainage의 비교를 통해 PAD E 및 F와 같이 비교적 낮은 주입유량에도 보다 넓은 범위의 SRV 및 유동체적을 확보함을 알 수 있었다. 이는 대상지역과 같이 원유 생산비율이 높은 다상 유체 생산 저류층에서 지지체에 의한 충분한 유동통로의 확보가 생산능력의 개선 및 유지에 필수적임에 따라 지지체의 운반이 효율성이 상대적으로 우수한 주입유체를 선택함으로써 궁극가채량의 개선효과를 확인하였다.
를 비교한 결과 수압파쇄 구간을 확대한 PAD A의 생산정은 그 외 설계가 유사한 PAD B와 비교하여 수압파쇄 효율성 저하로 균열대 형성 및 발달이 제한적인 것으로 나타났다. 또한 slickwater를 주입유체로 선택한 생산정의 비교에서 주입되는 유체의 유량과 지지체양이 증가함에 따라 균열대 특성에 영향을 주어 궁극가채량의 개선을 확인하였으나, 낮은 유체점성으로 충분한 지지체 운반 효율성이 확보되지 않아 그 영향은 미미하였다. 반면 linear gel과 같은 높은 점성의 주입유체는 OOIPSRV와OOIPDrainage의 비교를 통해 PAD E 및 F와 같이 비교적 낮은 주입유량에도 보다 넓은 범위의 SRV 및 유동체적을 확보함을 알 수 있었다. 이는 대상지역과 같이 원유 생산비율이 높은 다상 유체 생산 저류층에서 지지체에 의한 충분한 유동통로의 확보가 생산능력의 개선 및 유지에 필수적임에 따라 지지체의 운반이 효율성이 상대적으로 우수한 주입유체를 선택함으로써 궁극가채량의 개선효과를 확인하였다.
민감도 분석
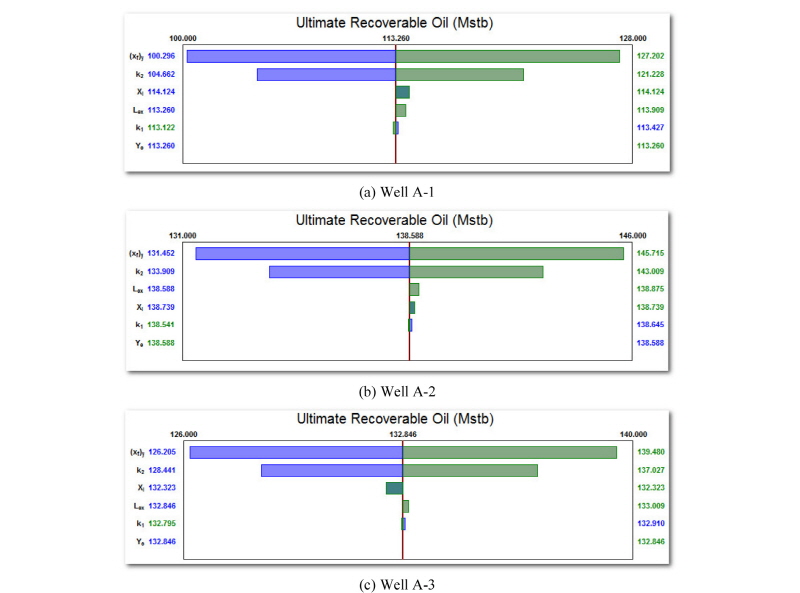
수압파쇄 설계의 대상인 저류층 매질의 암석물리학적 특성은 취성과 연성으로 분류된다. 주입유체의 종류, 유량, 지지체의 크기와 같은 수압파쇄 설계인자들의 선택은 저류층에 전단력(shear force)과 인장력(tensile force)으로 적용되며, 이를 반영한 균열대를 형성한다. 이에 궁극가채량 증진에 효과적인 균열대 분포를 도출하기 위해 민감도 분석을 수행하였으며 그 결과를 통해 Eagle Ford 셰일 저류층의 수압파쇄 설계 개선방향에 대해 검토하였다. 민감도 분석에 사용된 변수는 균열반길이( ), 유체투과도 증진구간(
), 유체투과도 증진구간( ) 및 자극 저류층의 유체투과도(
) 및 자극 저류층의 유체투과도( )와 수평시추길이(
)와 수평시추길이( ), 생산정 배치 간격(
), 생산정 배치 간격( ) 및 미자극 저류층 유체투과도(
) 및 미자극 저류층 유체투과도( )를 고려하였으며(Fig. 15) 민감도 분석을 위한 변수의 변동범위는 10% 범위로 설정하였다.
)를 고려하였으며(Fig. 15) 민감도 분석을 위한 변수의 변동범위는 10% 범위로 설정하였다.
높은 유량의 slickwater를 주입유체로 선택한 생산정들의 경우 Fig. 16과 같이 균열반길이 변화에 대한 궁극가채량의 영향이 평균 -7∼8%의 변동폭으로 가장 컸고 저류층 유체투과도, 유체투과도 증진구간 및 수평시추길이에 대한 영향도 일부 영향을 미치는 것을 확인하였다. 이를 통해 충분한 유효 균열반길이의 확보가 궁극가채량 증진을 위한 우선 고려사항인 것으로 판단할 수 있다. 일반적으로 slickwater와 같이 낮은 점성의 유체를 높은 유량으로 주입할 경우 균열대의 높이(height) 및 너비(width) 발달과 추가적인 균열대 형성에 효과적이나 동 지역과 같은 연성의 특성을 가지는 저류층에서 충분한 지지체 운반 효율성이 보완되지 않을 경우 균열상태 유지의 한계로 인해 유효 균열전도도(fracture conductivity) 확보가 제한적일 수 있다.
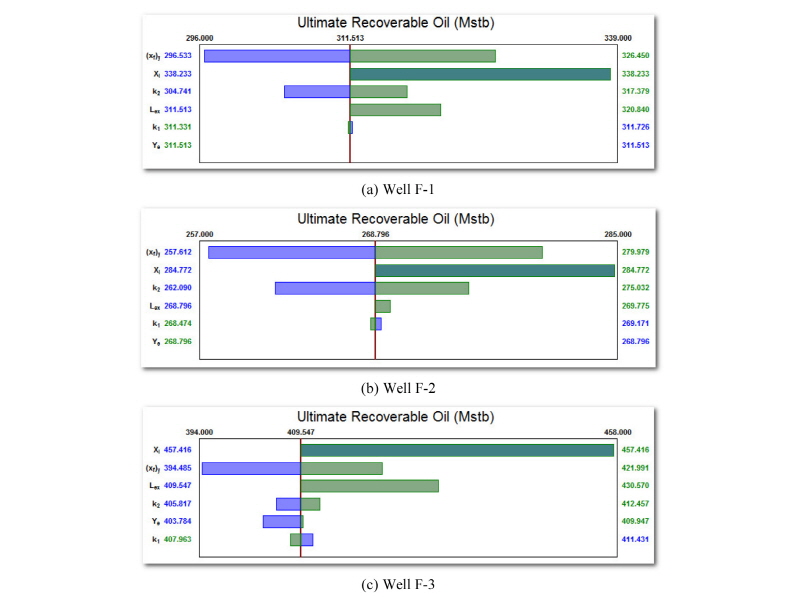
반면 충분한 유효 균열반길이와 균열전도도의 확보로 우선 고려사항을 충족한 생산정들은 Fig. 17과 같이 평균 9%의 변동폭으로 유체투과도 증진구간에 가장 민감한 것으로 나타났으며, 평균 -4∼4%의 변동폭을 보인 균열반길이와 비교해 더 큰 영향을 받는 것으로 나타났다. 이 경우 낮은 점성의 유체를 이용해 주입유량을 조정함으로서 미소 균열(micro fissure)을 유도하여 유체투과도 증진구간의 확장을 기대할 수 있으나 동 저류층의 암석물리학적 환경에서 이와 같은 설계 변경은 충분한 지지체의 운반 효율성이 확보되지 않을 경우 생산성에 유효하지 않은 균열대(un-propped fracture)가 될 가능성이 있다. 이러한 경우 균열대 배치간격을 좀 더 조밀하게 설계함으로써 최대의 SRV를 확보할 수 있도록 보완할 수 있다.
결 론
이 연구에서는 생산천이분석을 통해 다단계 수압파쇄 수평정 기법이 적용된 셰일 저류층의 주요 유체유동 양상과 주요 생산기능을 규명하였다. 또한 생산자료로 나타나는 저류층의 반응을 통해 저류층, 균열대 분포 특성, 생산능력, 궁극가채량에 미치는 영향, Eagle ford 셰일 저류층의 암석물리학적 특성과 고려사항, 그리고 향후 수압파쇄 설계 개선방향 대해 파악하였다.
1.Eagle Ford 지역에서의 수압파쇄 구간의 확대는 궁극가채량이 평균 42% 감소하였다. 이는 선형유동인자와 형성된 SRV의 비교를 통해 수압파쇄 구간의 확대로 인한 수압파쇄 효율성과 생산성 저하로 확인되었다. 이는 수압파쇄 구간 외에는 동일한 설계를 적용하였음에도 단위 균열대로의 전달되는 주입유체의 유량과 이에 수반된 지지체의 운반 효율성이 낮아짐으로써 발생된 결과로 판단된다.
2.수압파쇄 유체로 낮은 점성의 slickwater를 주입한 경우 90 bpm의 높은 주입유량에도 불구하고 PAD B, C 및 D에서 316.3∼559.5 Mstb범위의 OOIPSRV가 형성됨을 확인하였다. 반면 높은 점성의 주입유체를 이용해 지지체 운반능력을 향상시킨 PAD E, F의 생산정들은 비교적 낮은 주입유량에도 평균 194% 증가된 결과를 보임으로써 제반 설비 용량에 대한 고려 시 높은 점성 유체의 선택이 보다 효율적일 수 있다.
3.해당 저류층의 경우 비교적 연성인 매질의 암석물리학적 특성으로 인해 상대적으로 취성균열의 발달이 제한적이며, 저류층 유체의 유동통로로서 형성된 유효 균열의 유지를 위해 지지체 운반 효율성 확보가 중요하다. 또한, 동 지역과 같이 원유 생산비율이 약 60%를 차지하는 다상 유체 생산 저류층에서 다상유동으로 인해 균열대 내에서 추가적인 압력 손실이 발생하여 이를 보완하기 위해 보다 큰 균열 전도도가 요구된다.
4.충분한 균열전도도를 가진 생산정들의 민감도 분석 결과, 궁극가채량은 유체투과도 증진구간의 변화에 가장 민감한 것으로 나타났다. 이는 동 생산정들에 대해 여전히 미자극 저류층 영역이 존재하는 것으로 재해석 될 수 있으며, 균열대 간격을 더 조밀하게 설계하여 추가 SRV를 확보할 수 있다. 또한 동 생산정들은 향후 추가 분석 및 시험을 통해 재수압파쇄(re-fracturing)의 대상으로 고려할 수 있을 것이다.
생산천이분석은 추가적인 자료 취득 없이 접근 가능한 생산자료를 이용하여 시간 및 비용에 대한 제한을 극복하고 신뢰성 있는 결과를 나타내었다. 또한 확률론적 분석 방법의 적용은 기존 결정론적 생산천이분석과 비교하여 불확실성을 정량화하고 평가자에 의한 주관적 평가를 제한함으로써 셰일 저류층의 개발계획에 대한 합리적인 의사결정 도구로써 활용될 수 있을 것으로 기대한다.
Nomenclature
 :surface area cross sectional to the flow, ft2
:surface area cross sectional to the flow, ft2
 :formation volume factor for oil, bbl/stb
:formation volume factor for oil, bbl/stb
 :formation volume factor for oil at initial reservoir pressure and temperature, bbl/stb
:formation volume factor for oil at initial reservoir pressure and temperature, bbl/stb
 :y-intercept of pressure normalized rate vs.sqrt(t) plot, psi/bbl/day
:y-intercept of pressure normalized rate vs.sqrt(t) plot, psi/bbl/day
 :total compressibility, 1/psi
:total compressibility, 1/psi
 :total initial compressibility, 1/psi
:total initial compressibility, 1/psi
 :formation thickness, ft
:formation thickness, ft
 :permeability, md
:permeability, md
 :permeability of stimulated position in reservoir, md
:permeability of stimulated position in reservoir, md
 :permeability of unstimulated position in reservoir, md
:permeability of unstimulated position in reservoir, md
 :effective horizontal well length in x-direction, md
:effective horizontal well length in x-direction, md
 :slope of straight line on pressure normalized rate vs. sqrt(t) plot, psi-day0.5/bbl
:slope of straight line on pressure normalized rate vs. sqrt(t) plot, psi-day0.5/bbl
 :cumulative oil production, Mstb
:cumulative oil production, Mstb
 :number of fractures
:number of fractures
 :rate normalized pressure, psi/bbl/d
:rate normalized pressure, psi/bbl/d
 :initial pseudo-pressure, psi-2/cp
:initial pseudo-pressure, psi-2/cp
 :flowing wellbore pseudo-pressure, psi-2/cp
:flowing wellbore pseudo-pressure, psi-2/cp
 :normalized cumulative production, stb(MMscf)
:normalized cumulative production, stb(MMscf)
 :flow rate, stb/d
:flow rate, stb/d
 :normalized flow rate, stb/d
:normalized flow rate, stb/d
 :flow rate at time ’t’, stb/d
:flow rate at time ’t’, stb/d
 :oil saturation, fraction
:oil saturation, fraction
 :water saturation, fraction
:water saturation, fraction
 :apparent skin factor, dimensionless
:apparent skin factor, dimensionless
 :time
:time
 :end of half slope (linear flow)
:end of half slope (linear flow)
 :fracture half length, ft
:fracture half length, ft
 :fracture half length in y-direction, ft
:fracture half length in y-direction, ft
 :distance to permeability boundary in x-direction, ft
:distance to permeability boundary in x-direction, ft
 :half of fracture spacing, ft
:half of fracture spacing, ft
 :viscosity
:viscosity
 :porosity, fraction
:porosity, fraction
 :total porosity, fraction
:total porosity, fraction
