

서 론
본 론
모듈형 습식 아민 CO2 포집 시스템(MCC)의 공정 개요
MCC 공정 구성
공정 구성에 따른 CO2 흡수–탈거 공정 설계
모듈형 공정 설계 결과
공정 설계 시사점, 연구 한계 및 적용 확장 방향
결 론
서 론
기후 변화 대응을 위해 전 세계 평균기온 상승을 산업화 이전 대비 2°C 이하, 나아가 1.5°C 이하로 제한하려는 국제적 목표가 최근 IPCC 제6차 평가보고서를 통해 재확인되었다(IPCC, 2023). 이에 따라 각국은 발전, 시멘트, 제철, 정유·석유화학, 수소 생산 공정 등 대규모 고정 탄소 배출원을 중심으로 감축 로드맵과 규제 및 탄소가격제 등을 단계적으로 도입하고 있다(UNFCCC, 2023). 국제에너지기구(IEA)의 에너지·감축 시나리오 분석에 따르면 에너지 효율 향상과 연료 전환, 재생 에너지 확대만으로는 장기 감축 목표 달성이 어려우며, 특히 시멘트 소성, 제철, 화석연료 기반 수소 생산(Steam methane reforming, SMR)과 같이 공정 반응 자체에서 이산화탄소(CO2)가 불가피하게 발생하는 공정에 대해서는 CO2 포집·저장(Carbon capture storage, CCS)이 핵심 기술로 제시되고 있다 (IEA, 2020). 아민 습식 CO2 포집 공정이 기존 발전·시멘트·제철·정유·석유화학 플랜트 등 산업 설비에 후단 장치 형태로 적용이 가능하기에 상용화 가능성이 높은 CO2 포집 기술로서 주목을 받고 있다(Bui et al., 2021).
MEA(Monoethanolamine) 기반 습식 아민 CO2 포집 공정은 30wt% MEA 아민을 사용하는 경우, 최적화 조건에서 리보일러 열부하(Reboiler heat duty)은 CO2 포집량 기준 약 3.46 GJ/tCO2로 보고되고 있다(Vinjarapu et al., 2024). 따라서 아민 용매로부터 CO2를 탈거하기 위한 리보일러 열부하를 저감할 수 있는 신규 아민 및 이를 적용한 습식 아민 CO2 포집 공정의 개발은 CCS 기술 고도화를 위한 중요한 연구 과제이다. 한국전력공사(KEPCO)는 고효율 혼합 아민 흡수제인 KoSol을 개발하고, 벤치 및 파일럿 실험을 통해 흡수 성능, 재생 에너지 및 부식 특성 측면에서 MEA 대비 우수성을 입증하였다(Shim et al., 2009). 이후 KoSol 흡수제를 보령 화력발전소 테스트베드(Test bed)에 적용하여 약 90%의 CO2 제거율을 유지하면서 MEA 대비 20–30% 낮은 재생 에너지를 달성하였다(Lee et al., 2012). 또한 파일럿 운전 조건에서의 흡수 성능 및 운전 안정성에 대한 추가 검증이 수행되었다(Kwak et al., 2014). 또한 상용 규모 석탄화력발전소를 대상으로 한 공정 성능 및 경제성 분석을 통해 KoSol 기반 공정의 적용 가능성이 평가되었고(Lee et al., 2015), 이후 0.1 MW급 파일럿 규모로 확대 적용되었다(Lee et al., 2016). 나아가 중국 Huaneng 화력발전소에서의 해외 파일럿 실증 및 비용 평가를 통해 국제적 적용 가능성이 검증되었으며 (Lee et al., 2020), 최근에는 KoSol-6를 적용한 10 MW급 CO2 포집 파일럿 플랜트의 장기 연속 운전을 통해 약 2.4 GJ/tCO2 수준의 재생 에너지와 90% 이상의 CO2 포집 효율이 보고되었다(Kwak et al., 2024).
그러나 기존 연구는 주로 대형 플랜트형 단일 흡수·탈거탑 공정을 대상으로 수행되어 왔으며(Lee et al., 2011), 중·소규모 및 분산형 배출원을 고려한 소형 상용 모듈형 시스템에 대한 연구 결과는 여전히 제한적인 실정이다. 동일한 CO2 배출원에 대형 플랜트형 공정을 단순 축소 적용할 경우, 설비 높이, 설치 공간, 설비 운송 및 시공성, 경제성 등 측면에서 비효율이 발생할 수 있다. 본 연구에서는 이러한 비효율 문제를 해소하기 위해 KoSol-6 기반 약 8 tCO2/day (8 TPD) 규모의 모듈형 CO2 포집 시스템(Modular CO2 capture system, MCC)을 대상으로 공정 모사 및 최적화 연구를 수행하였다. 특히 모듈형 구조에 따른 운전 제약 조건 하에서의 흡수 성능과 에너지 소비 특성을 체계적으로 분석함으로써, 모듈형 설비에 특화된 설계 기준을 도출하고 상용 적용 가능성을 제시하고자 한다.
본 론
모듈형 습식 아민 CO2 포집 시스템(MCC)의 공정 개요
기존 플랜트형 CO2 포집·액화 설비는 단일 대형 흡수·탈거탑을 중심으로 한 현장 시공 방식에 의존해 왔으며, 이에 따라 높은 초기 투자비, 긴 건설 기간, 그리고 높은 설비 높이가 요구되는 한계가 있다. 이러한 특성은 중·소규모 또는 분산형 배출원에 적용할 경우, 설계 유연성, 설치 용이성 및 경제성 측면에서 주요 제약 요인으로 작용한다. 따라서 본 연구에서는 습식 아민 CO2 포집 공정의 적용 범위를 확대하기 위한 대안으로, 설비 소형화 및 표준화를 기반으로 한 모듈형 공정의 설계를 연구하였다. 기존 플랜트형 공정과 모듈형 공정 간의 구조적 및 운영적 차이는 Table 1에 정리하였다. MCC 설비는 흡수, 탈거, 열교환 등 핵심 단위공정을 소형 모듈로 분할하여, 공장 제작이 가능한 스키드(skid) 또는 패키지(package) 형태로 구성한 후 이를 현장에서 연계·조립하는 방식이다. 이러한 구조는 시공 및 시운전 기간을 단축하고, 설치 조건에 따른 공간 및 운송 제약을 완화하며, 모듈 증설을 통해 설비의 CO2 포집 용량을 유연하게 조정할 수 있다는 장점이 있다. 본 연구에서 MCC 공정은 이러한 모듈형 개념을 적용한 아민 기반 습식 CO2 포집 설비로 목표 CO2 처리 용량은 8 TPD이다. MCC 공정은 기존 습식 아민 공정의 단일 고탑 구조를 다수의 흡수·탈거 모듈로 분할·재구성함으로써, 이론단수를 모듈 단위로 분산 적용하여 전체 설비 높이를 효과적으로 저감하는 것을 목표로 한다. 또한 각 모듈을 독립적으로 운전 가능하도록 설계하여, 모듈 간 운전 조건 조정을 통한 공정 유연성을 확보하였다. MCC 공정의 설계 및 성능 평가는 Aspen Plus v14 기반의 공정 모사를 통해 수행하였다.
Table 1.
Comparison between a modular CO2 capture system (MCC) and a conventional plant-scale CO2 capture process
CO2 포집 및 액화 설비용 흡수제 선택의 중요성
CO2 포집 설비에서 흡수제의 선택은 흡수 반응 성능을 넘어 용제 순환 유량, 재생 에너지, 장치 규모 및 전체 에너지 효율과 같은 핵심 설계 인자에 직접적인 영향을 미친다. 이러한 요소들은 설비의 초기 투자비(CAPEX) 및 운전비(OPEX)를 좌우하므로, 흡수제 선정은 공정 설계 단계에서 가장 중요한 의사결정 요소 중 하나이다. 기존 연소 후 아민 기반 CO2 포집 공정에서는 1차 아민계 흡수제인 MEA가 대표적으로 적용되어왔다. 현재 혼합 아민계 흡수제를 통해 CO2 로딩 특성을 개선하고 탈거 시스템의 리보일러 열부하 기반 재생 에너지를 저감하기 위한 연구가 활발히 진행되고 있다. 한국전력공사(KEPCO)에서 개발한 KoSol-6 흡수제는 이러한 혼합 아민계 흡수제의 대표적인 사례로, MEA 대비 향상된 CO2 흡수 성능과 우수한 열적 안정성을 보이는 것으로 보고되었다. KoSol-6와 MEA의 주요 성능 비교 결과는 Table 2에 정리하였다(Kwak et al., 2024).
용제 순환 유량 및 장치 규모
일반적으로 흡수제의 CO2 로딩 능력이 증가할수록 동일한 CO2 포집량을 달성하기 위해 요구되는 용제 순환 유량은 감소하며, 이에 따라 펌프, 열교환기 및 탈거탑과 같은 주요 장치의 설계 용량을 축소할 수 있어 공정 소형화에 기여한다. Table 2에 제시된 바와 같이, MEA의 CO2 로딩 범위는 lean amine loading 0.21–0.25 및 rich amine loading 0.50–0.52 mol CO2/mol amine 수준인 반면, KoSol-6는 낮은 lean loading과 높은 rich loading을 특징으로 하는 넓은 유효 로딩 범위를 나타낸다. 여기서 lean amine(LA)은 흡수 공정으로 유입되는 탈거 완료 아민 용액의 CO2 로딩을, rich amine(RA)은 흡수 후 CO2를 포집한 아민 용액의 CO2 로딩을 의미하며, 두 값의 차이는 흡수제의 유효 CO2 흡수 용량을 나타내는 핵심 지표이다. 이러한 특성으로 인해, 동일한 CO2 포집 조건에서 용제 순환 유량을 약 20–30% 수준까지 저감할 수 있는 것으로 보고되었으며, 이는 장치 소형화 및 공정 부하 저감 측면에서 모듈형 설계가 유리하다고 판단된다.
Table 2.
Comparison of KoSol-6 and MEA for CO2 capture using amine-based absorption in terms of solvent loading, regeneration energy, and thermal stability (Kwak et al., 2024)
재생 에너지 및 에너지 효율
MCC는 현장 여건상 가용 열원이 제한되는 경우가 많아, 흡수제 CO2 탈거에 요구되는 열량이 공정 경제성과 운전 가능성을 결정하는 핵심 변수로 작용한다. 기존 연구 결과에 따르면 MEA의 리보일러 열부하를 기준으로 산정한 재생 에너지는 약 3.14–3.98 GJ/tCO2로 보고된 반면, KoSol-6는 약 2.26–2.42 GJ/tCO2인 것으로 나타났다. 또한 한전의 보령 화력발전소 실증 결과에 따르면, KoSol-6는 MEA와 유사하거나 더 높은 CO2 포집 효율을 유지하면서도, 리보일러 열부하 기반 재생 에너지를 효과적으로 저감할 수 있는 것으로 확인되었다. 이러한 특성은 MCC에 적용 시에도 그대로 반영될 수 있어, 설비 소형화와 에너지 효율 향상을 동시에 달성하는 데 중요한 설계적 이점을 제공한다.
열적 안정성 및 운전 신뢰성
흡수제의 열적 안정성과 물성 특성은 장기 연속 운전 시 공정 신뢰성과 유지관리 비용에 직접적인 영향을 미친다. Table 2에 나타난 바와 같이, KoSol-6는 2차 및/또는 3차 아민과 활성제로 구성된 혼합 아민계 흡수제로서, 단일 1차 아민인 MEA에 비해 우수한 열적 안정성을 보인다. 기존 보고에 따르면 KoSol-6는 약 140°C까지 안정적인 특성을 유지하는 반면, MEA는 120°C 이상에서 유의미한 열적 열화가 발생하는 것으로 알려져 있다. 이러한 열적 안정성 차이는 탈거 공정 운전 온도 범위 확장과 흡수제 열화 억제를 가능하게 하여, 흡수제 교체 주기 연장 및 장기 운전 신뢰성 향상에 기여한다. 또한 KoSol-6는 상대적으로 낮은 증기압 특성을 나타내어 용제 증발에 따른 손실이 감소하며, 이는 용제 보충량 저감 및 배출 관리 측면에서 추가적인 이점을 제공한다. 결과적으로 KoSol-6의 물성 기반 안정성은 공정 에너지 성능과는 별개로, MCC의 장기 운전 안정성과 유지관리 비용 절감 측면에서 중요한 설계적 장점으로 작용한다.
열역학 및 반응 속도 모델링 개요
아민 수용액을 이용한 CO2 흡수 공정에서는 액상 내 화학 반응, 기–액 상평형 및 물질전달 현상이 상호 강하게 결합되어 나타나므로, 이러한 결합 거동을 고려하지 않을 경우 공정 특성을 정확히 해석하기 어렵다(Kenig, 2018). 특히 CO2 흡수 및 탈거 과정에서 발생하는 반응열과 평형 변화는 에너지 요구량과 직접적으로 연계되어 전체 공정 성능에 중요한 영향을 미치는 것으로 알려져 있다(Rochelle and Freeman, 2018). 상용 혼합 아민계 흡수제의 경우 CO2 흡수 과정에서 다양한 이온 종의 생성과 해리가 동시에 발생하고, 이에 따라 이상용액 가정에서 크게 벗어난 비이상적 열역학 거동을 나타내는 것으로 보고되어 있다(Que and Chen, 2020). 따라서 이러한 전해질 용액의 비이상성을 적절히 반영할 수 있는 열역학 모델의 적용이 필수적이다. 본 연구에서는 액상에 대해 eNRTL(Electrolyte Non-Random Two-Liquid) 모델을 적용하여 활동도 계수 기반으로 깁스 자유에너지, 엔탈피 및 엔트로피 변화를 일관되게 기술하였다(Chen and Evans, 1986). 또한 반응 흡수 공정 해석 및 충전탑 설계를 위해 Aspen Plus의 rate-based 접근법을 적용하였다. Rate-based 모델은 기–액 상평형, 물질전달 및 화학 반응 속도를 동시에 고려함으로써, 반응 흡수 공정 해석에 특히 적합한 것으로 보고되어 있다(Kenig, 2018). 각 반응은 arrhenius 형태의 속도식으로 정의하였으며, 반응 성분의 활동도를 반영함으로써 전해질 용액의 비이상적 열역학 거동이 반응 속도에 일관되게 반영되도록 하였다.
MCC 공정 구성
MCC 공정 구성 개요
MCC 공정은 FG 공급 및 전처리, LA 저장·순환 및 메이크업, CO2 흡수 시스템(다단 흡수탑 및 중간 냉각), CO2 탈거 시스템(다단 탈거탑, 리보일러 및 응축 드럼), 그리고 LA/RA 열교환기 및 기타 냉각 시스템으로 구성된다(Fig. 1). 공정 설계 및 모사는 Aspen Plus v14를 이용하여 수행하였다. KoSol 흡수제의 물성, CO2 흡수 반응에 대한 화학 평형 및 반응 속도 데이터를 적용하여 물질·에너지 수지와 운전 조건을 설정하였다. 기본 공정 구성은 상용 습식 CO2 포집 공정에서 일반적으로 적용되는 흡수탑 1기–탈거탑 1기 구조를 비교 기준 공정으로 설정하였다. MCC 공정에서 MCC는 AB-101~AB-104로 구성된 4기의 흡수탑으로, 탈거 시스템은 ST-101~ST-103으로 구성된 3기의 탈거탑으로 분할·재구성하였다. Fig. 1에 나타낸 바와 같은 이러한 모듈형 구성은 단일 고탑 구조 대비 설비 높이를 저감한다. 또한 모듈형 시스템을 표준 컨테이너 규격(container size) 내로 제작할 경우, 공간 활용성 및 운송·설치 측면의 효율을 향상시키는 동시에, 다수의 MCC 모듈을 병렬로 연결함으로써, 모듈 단위 운전을 통한 공정 유연성 확보 및 단계적 운전 제어를 가능하게 한다.
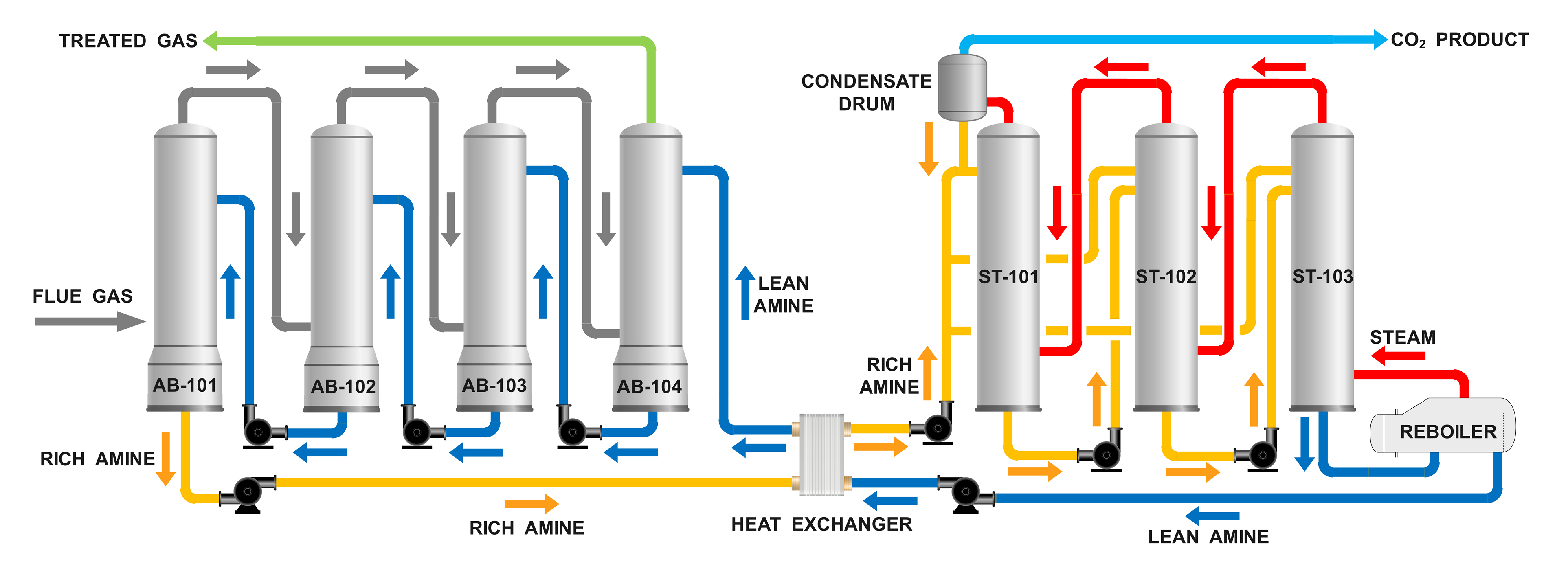
초기 LA 및 순환 LA의 공정 흐름
시동 및 정상 운전 조건에서 FG는 AB-101 → AB-102 → AB-103 → AB-104 순으로 흡수 시스템을 통과하며 CO2가 LA로 흡수되며 단계적으로 제거된다. CO2가 제거된 FG는 Treated Gas(TG)로 전환되어 demister를 거쳐 배출된다. 반면, LA는 AB-104 → AB-103 → AB-102 → AB-101 순으로 FG와 역류(counter-current) 이동하면서 CO2를 흡수하여 RA로 전환된다(Fig. 1). 각 흡수 단계에서는 다음 흡수기로 이송되기 전 중간 냉각(intercooling)이 적용되어 흡수 반응에 유리한 온도 조건을 유지함으로써 CO2 흡수 평형을 흡수 방향으로 이동시키도록 설계하였다. 최종 흡수기에서 배출된 RA는 LA/RA 열교환기를 통해 예열된 후 탈거 시스템으로 이송된다.
탈거 시스템에서는 RA가 (1) ST-101 → ST-102 → ST-103을 순차적으로 통과하거나, (2) 분할되어 ST-101, ST-102 및 ST-103 상단에 병렬로 유입되는 방식으로 이동하며, 이때 CO2가 단계적으로 분리된다. CO2 탈거에 필요한 주요 열은 최종 탈거탑(ST-103) 하단에 연결된 리보일러에서 증기(steam)의 형태로 공급된다. 공급된 열은 ST-103 → ST-102 → ST-101 순서로 지나가면서 RA 속의 CO2를 탈거한다. 탈거된 CO2는 상부 응축기를 거치면서 수분(H2O)이 제거되어 배출되며 생성된 응축수 중 일부는 리플럭스(reflux)로 ST-101 상부로 환류된다. 탈거가 완료된 LA는 다시 흡수 시스템으로 재공급되며, 전체 MCC 공정은 폐회로(closed-loop) 순환 구조로 운전된다. 장기 운전 시 용제 및 수분 손실이 발생할 수 있으며, 손실분은 make-up 스트림을 통해 보충하는 것으로 가정하였다. 본 연구에서 초기 LA는 시동 시 최초 투입되는 아민 용액을 의미하며, 순환 LA는 시스템이 정상상태(steady state)에 도달한 이후 폐회로 순환 중인 LA를 의미한다. 본 논문에서 제시되는 LA 조성 및 물질수지는 별도 언급이 없는 한 정상상태 기준의 순환 LA를 기준으로 정의하였다. 이와 같이 MCC 공정은 흡수–탈거 공정이 유기적으로 결합된 폐회로 시스템으로 구성되어 있으므로, 공정 성능은 개별 장치의 국부적 거동보다는 시스템 전체 관점에서 정의된 통합 성능 지표를 통해 평가하는 것이 적절하다.
LA/RA 열교환기
LA/RA 열교환기는 탈거 공정에서 배출되는 고온의 LA와 흡수 공정으로 유입되는 저온의 RA 간 열 회수를 목적으로 적용하였다. 이를 통해 탈거 시스템에서 요구되는 외부 열부하를 저감하는 동시에, 탈거 시스템으로 유입되는 RA의 온도를 탈거에 유리한 수준으로 상승시키도록 설계하였다. 공정 설계 및 성능 평가는 LA/RA 순환이 충분히 이루어져 정상상태에 도달한 이후를 기준으로 수행하였다. 운전 중 발생하는 아민 및 수분 손실은 메이크업(make-up) 스트림을 통해 보충하는 것을 기본 설계 가정으로 설정하였다.
CO2 탈거 시스템 및 목표 공정 성능
탈거 시스템은 다단 탈거탑과 리보일러를 이용하여 RA로부터 CO2를 단계적으로 분리하는 구조로 설계하였다. 리보일러 공급된 열은 최종 탈거탑 하단으로부터 상부 방향으로 전달되며, 이를 통해 각 탈거 단계에서 안정적인 CO2 탈거가 이루어지도록 구성하였다. MCC 공정의 목표 성능은 CO2 처리 용량 8 TPD급, 약 91% 수준의 총괄 CO2 포집 효율, 그리고 후단 CO2 액화 공정과의 연계를 고려한 고순도 CO2 회수로 설정하였다. 탈거가 완료된 LA는 열 회수 과정을 거친 후 흡수 시스템으로 재공급되며, 회수된 CO2는 후단 처리 및 액화 공정과의 연계 가능성을 고려하여 설계하였다.
MCC 공정 성능 정의 및 평가 지표
본 절에서는 MCC 시스템의 성능 비교 및 운전 조건 분석에 사용된 주요 성능 지표와 정의식을 정리한다.
흡수부 CO2 제거량
흡수 공정에서 기상으로부터 제거된 CO2의 질량유량은 흡수탑 유입 flue gas(FG)와 최종 흡수기(AB-104) 상단에서 배출되는 treated gas(TG) 간의 CO2 질량유량 차이로 정의된다.
흡수부 제거량과 응축기 회수량의 관계
정상상태 운전 조건에서 흡수부에서 제거된 CO2는 탈거 시스템을 거져 최종적으로 응축기에서 회수되므로, 총괄 시스템이 안정화된 상태에서 흡수부 CO2 제거량과 응축기 CO2 회수량은 물질수지 관점에서 근사적으로 동일하게 된다.
총괄 CO2 포집 효율
MCC 시스템의 총괄 CO2 포집 효율은 FG로 유입되는 CO2 대비 탈거 시스템을 거쳐 응축기에서 회수되는 CO2의 비로 정의된다.
L/G ratio
본 연구에서 L/G ratio에서 L은 liquid에 해당하는 순환 LA, G는 gas에 해당하는 초기 FG를 의미한다. 본 연구 조건에서는 FG의 수분 함량이 낮아 초기 FG를 기준으로 사용하였으며, 초기 FG의 수분 함량이 높은 경우에는 수분 제거 후 흡수 시스템에 공급되는 가스를 G로 정의할 수 있다. L/G ratio는 MCC 흡수 시스템의 주요 조작변수로서, 흡수부로 순환되는 lean amine의 질량유량을 흡수부로 유입되는 FG의 표준상태 체적유량으로 나눈 값으로 정의된다.
Lean / Rich amine CO2 loading
흡수 및 탈거 공정에서의 용매 상태를 나타내기 위해 lean amine과 rich amine의 CO2 loading을 각각 정의한다.
단위 CO2 당 재생 에너지
탈거 공정의 에너지 성능은 단위 CO2 회수량당 리보일러 열부하로 정의하였다.
LA/RA 열교환기 LMTD
Lean/Rich amine 열교환기는 향류 조건으로 운전되며, 열전달 특성은 대수평균온도차(Log Mean Temperature Difference, LMTD)를 통해 평가하였다. 현실적인 운전 조건에서 LA/RA 열교환기의 LMTD는 10 K 이상으로 설정하는 것이 일반적이나, 공정 최적화 단계에서는 열교환 면적 및 에너지 효율의 잠재적 한계를 평가하기 위해 이론적 하한값으로 간주되는 5 K를 적용하였다. 향류(counter-current) 조건에서의 LMTD는 다음과 같이 정의된다.
공정 구성에 따른 CO2 흡수–탈거 공정 설계
KoSol-6 기반 FG 및 초기 LA 조건 설정
고정된 FG 공급 조건과 초기 운전 조건(initial operating condition)을 기준으로 MCC의 기본 구성(base configuration)을 설정하고 이를 공정 성능 평가 및 최적화를 위한 기준으로 활용하였다. 공정 설계 시 육상 설치 환경에서의 표준 컨테이너 규격 적용 가능성을 고려하여 설비 높이 제한 대응과 설비 이동성 확보를 주요 설계 방향으로 설정하였으며, 모듈형 공정 적용 시 운전 특성 변화를 평가하기 위해 L/G ratio 변화, 흡수탑 중간 냉각 및 탈거탑 RA 분할 주입 조건을 주요 설계 변수로 반영하였다. 초기 공정 설계를 위해 대표적인 운전 조건을 기준 FG 공급 조건으로 설정하였으며, KoSol-6 기반 MCC의 공정 설계를 수행하였다. 흡수탑 유입 FG의 CO2 농도는 LA 순환 유량 및 공정 운전 조건 설정에 직접적인 영향을 미치는 핵심 설계 인자이므로 FG 조건을 공정 설계 기준으로 고정하였다. 기준 FG 조건은 CO2 포집 용량 8 TPD 설계 기준에 따라 설정하였으며, FG 질량유량은 약 2,697.1 kg/h, CO2 농도는 14.43 wt%이다. 해당 조건은 이후 공정 변수 영향 분석을 위한 기준 운전 조건으로 활용되며, 초기 설계 조건은 향후 실증 파일럿(pilot) 운전 데이터를 반영하여 보완·조정될 예정이다.
다단탑 직렬 CO2 흡수–탈거 시스템 공정 설계(MCC 기본 공정 구성)
모듈형 공정 적용 시 설비 높이 제한 및 운송 제약을 고려하여, 본 연구에서는 CO2 흡수탑과 탈거탑을 복수의 소형 탑으로 분할한 직렬(staged) 공정 구성을 MCC 기본 공정으로 설정하였다(Fig. 1). 각 흡수탑은 5단 구조의 흡수탑 4기를 직렬로 배치하였으며, 탈거 공정은 5단 구조의 탈거탑 3기를 직렬로 구성하였다. 또한 순환 아민 수용액의 온도 및 농도 분포 제어를 위해 흡수 공정에는 중간 냉각을, 탈거 공정에는 RA 분할 주입 개념을 설계에 반영하였다. 해당 공정 구성은 단일 고탑 공정과의 공정 특성 비교 및 모듈형 적용 가능성 평가를 위한 MCC 기준 공정으로 설정하였다.
단일 흡수탑-탈거탑 기반 공정 설계
MCC 공정과의 성능 비교를 위해, 기존 플랜트형 습식 아민 CO2 포집 공정을 기준으로 단일 흡수탑–단일 탈거탑 구조의 공정을 설계하였다. 본 공정은 대규모 상용 CO2 포집 설비에서 일반적으로 적용되는 플랜트형 공정 구성을 모사한 것으로, 설비의 운송 및 설치에 따른 설비 높이 및 공간 제약은 고려하지 않았다. 본 공정은 이후 모듈형 직렬 공정과의 성능 및 공정 특성 비교를 위한 기준 공정으로 활용된다.
모듈형 공정 설계 결과
MCC 공정 기준 조건 운전 결과
Table 3은 본 연구에서 설정한 MCC 공정의 기준 운전 조건과 주요 설계 인자를 정리한 표이다. 본 연구에서는 기준 L/G ratio를 2.6으로 설정하였으며, 해당 조건에서 목표 CO2 포집 용량 8 TPD와 CO2 제거율 약 91%를 만족하는 MCC 기본 공정 구성을 도출하였다. 이 조건은 MCC 공정 설계 및 이후 공정 개선·최적화 연구의 비교 기준으로 활용된다. FG의 총 질량유량은 약 2,698 kg/h이며, 조성은 CO2 14.43 wt%, H2O 2.95 wt%, 그리고 N2 및 O2를 포함한 기타 성분 약 82.62 wt%로 구성되어 실제 연소 배출가스를 모사한 조건으로 설정하였다. FG는 H2O 제거 시스템을 거쳐 AB-101 하단으로 약 1.7 kgf/cm2-g 압력과 43.5°C 조건에서 공급되며, LA는 AB-104 상단으로 3.57 kgf/cm2-g 압력과 40°C 조건에서 공급되도록 설정하였다. MCC 흡수 시스템은 5단 구조의 흡수탑 4기를 직렬로 구성하고 각 단계에 40°C 중간 냉각을 적용하여 흡수 성능 안정화를 고려하였다. 충전물은 상용 Sulzer structured packing을 적용하였으며 CO2 포집 효율은 약 91.12% 수준 (8.52 TPD)을 나타냈다. 용매 로딩은 LA는 약 0.172 mol CO2/mol amine, RA는 약 0.438 mol CO2/mol amine으로 나타났다. 탈거 공정은 5단 구조 탈거탑 3기를 직렬로 구성하고 LA/RA 열교환 전 RA를 ST-101, ST-102, ST-103으로 분할 주입(40%–36%–24%)하여 탈거 효율과 열부하 분산을 고려하였다. 동일한 Sulzer structured packing을 적용하였으며 재생 에너지는 약 2.36 GJ/tCO2, 리보일러 온도 약 113.7°C, LA–RA 열교환기 LMTD는 약 5.33°C로 나타났다. 이러한 MCC는 단일 고탑 구조 기반 기존 플랜트형 CO2 포집 공정 대비 설비 높이 제한 대응과 모듈 제작·운송·설치 용이성을 고려한 설계 결과이다.
Table 3.
Baseline operating conditions and key design parameters of the MCC (L/G = 2.6, 8 TPD)
L/G ratio 변화에 따른 용매 로딩 특성 및 재생 에너지 거동
Table 4는 MCC 공정에서 흡수–탈거 단계 구성을 고정한 상태에서 L/G ratio 변화가 용매 로딩 특성과 탈거 공정 재생 에너지에 미치는 영향을 정리한 결과이다. 본 분석에서는 FG 조건과 목표 CO2 제거율(약 91%)을 동일하게 유지하고 L/G ratio만을 독립 변수로 변화시켜 공정 거동을 비교하였으며, L/G ratio = 2.6을 기준 운전 조건으로 설정하였다. L/G ratio가 증가함에 따라 LLDG는 증가하고 RLDG가 감소하는 경향을 나타냈으며, 이에 따라 용매 순환량 증가로 인해 흡수 단계에서의 평균 용매 CO2 분압이 낮아지고, 이에 따라 탈거 공정으로 유입되는 단위 용매당 CO2 부하는 감소하는 경향을 나타냈다. 재생 에너지는 L/G ratio 증가에 따라 감소하다가 L/G ratio = 2.6에서 최소값을 나타냈으며, 이때 리보일러 열부하 기준 재생 에너지는 약 2.363 GJ/tCO2 수준으로 확인되었다. 이후 L/G ratio를 추가로 증가시키면 재생 에너지가 다시 증가하는 경향을 보여, 과도한 용매 순환량 증가는 열용량 증가 및 탈거 공정 부담 증가로 인해 재생 에너지 감소 효과가 제한될 수 있음을 확인하였다. 또한 CO2 제거 효율은 전 구간에서 약 91% 내외 범위에서 큰 변화 없이 유지되어, 본 연구 조건에서는 L/G ratio 변화가 포집 효율보다 용매 로딩 및 재생 에너지에 더 큰 영향을 미치는 것으로 나타났다. 이러한 결과는 MCC 공정의 단계 분할 구조 및 제한된 단수 조건에서 용매 순환량과 열부하 간 상호작용에 기인한 것으로 판단되며, MCC 공정에서 L/G ratio 최적화는 흡수–탈거 단계 구성과 함께 종합적으로 고려될 필요가 있음을 시사한다.
Table 4.
Effect of L/G ratio on solvent loading and solvent regeneration energy of the MCC process (LMTD 5.0–5.5)
| L/G ratio |
LLDG (mol CO2/ mol Amine) |
RLDG (mol CO2/ mol Amine) | Reboiler steam temperature (°C) |
CO2 capture efficiency (% CO2) | Regeneration energy based on reboiler heat duty (GJ/tCO2) |
| 2.0 | 0.1189 | 0.4590 | 114.48 | 91.03 | 2.590 |
| 2.2 | 0.1401 | 0.4510 | 113.83 | 91.10 | 2.492 |
| 2.4 | 0.1574 | 0.4438 | 113.77 | 91.13 | 2.394 |
| 2.61 | 0.1722 | 0.4375 | 113.74 | 91.16 | 2.363 |
| 2.8 | 0.1844 | 0.4317 | 113.58 | 91.24 | 2.371 |
| 3.0 | 0.1954 | 0.4268 | 113.10 | 91.01 | 2.397 |
| 3.2 | 0.2045 | 0.4221 | 113.01 | 91.04 | 2.396 |
흡수–탈거 단계 구성에 따른 CO2 탈거 성능 비교
Table 5는 기준 운전 조건인 L/G ratio = 2.6에서 MCC 공정과 기존 플랜트형 공정의 흡수–탈거 단계 구성에 따른 용매 로딩 특성과 CO2 탈거 성능을 비교한 결과이다. MCC 공정은 4기의 흡수탑(각 5단)과 3기의 탈거탑(각 5단)으로 구성되며, 이 조건에서 LLDG 약 0.1722 mol CO2/mol amine, RLDG 약 0.4375 mol CO2/mol amine, 리보일러 열부하 기준 재생 에너지는 약 2.363 GJ/tCO2 수준을 나타냈다. 기존 플랜트형 공정은 단일 고탑 구조(흡수탑 20–60단, 탈거탑 15–29단)를 적용하였으며, 리보일러 기준 재생 에너지는 약 2.211–2.471 GJ/tCO2 범위로 MCC 공정보다 전반적으로 낮은 수준을 나타냈다. 이는 단일 고탑 구조에서 상대적으로 많은 이론단수를 확보할 수 있어 흡수–탈거 평형 접근도가 향상되고, 그 결과 동일 CO2 제거 조건에서도 요구되는 리보일러 열부하가 감소하는 경향을 보였기 때문으로 해석된다. 한편 MCC 공정에서는 흡수탑 간 다수의 중간 냉각이 적용되어 흡수 반응에 따른 온도 상승이 억제될 수 있으며, 이는 제한된 단수 조건에서도 흡수 성능 유지에 일부 기여했을 가능성이 있다. 또한 컬럼 분할 구조로 인한 단수 제한에도 불구하고 플랜트형 공정과 유사한 수준의 리보일러 재생 에너지를 나타낸 것은 단수 분할 구조, 용매 순환 조건 및 열관리 전략이 복합적으로 작용한 결과로 판단된다. 따라서 본 결과는 모듈형 공정에서도 단계 구성 및 운전 조건 최적화를 통해 기존 플랜트형 공정과 유사한 수준의 리보일러 기준 재생 성능 확보가 가능함을 시사한다.
Table 5.
Comparison of absorber–stripper stage configurations and solvent regeneration performance at L/G = 2.6 and LMTD of 5–6°C
| Process type | Absorber configuration | Stripper configuration1 |
LLDG (mol CO2/ mol Amine) |
RLDG (mol CO2/ mol Amine) |
Reboiler steam outlet temperature (°C) |
LMTD of LA/RA heat exchanger (°C) |
Regeneration energy based on reboiler heat duty (GJ/tCO2) |
|
MCC (Modular type) |
4 columns × 5 stages |
3 columns × 5 stages | 0.1722 | 0.4375 | 113.74 | 5.33 | 2.363 |
|
Conventional (Plant type) |
Single column 20 stages |
Single column 15 stages | 0.1638 | 0.4288 | 114.36 | 5.27 | 2.471 |
|
Single column 40 stages |
Single column 15 stages | 0.1737 | 0.4395 | 114.01 | 5.74 | 2.425 | |
|
Single column 60 stages |
Single column 15 stages | 0.1981 | 0.4652 | 113.64 | 5.25 | 2.271 | |
|
Single column 60 stages |
Single column 29 stages | 0.1981 | 0.4652 | 113.78 | 5.98 | 2.211 |
흡수탑 중간 냉각 온도 변화에 따른 공정 거동
Table 6은 MCC 공정에서 L/G ratio를 2.6으로 고정한 조건에서 흡수탑 중간 냉각 온도 변화가 공정 거동과 재생 에너지에 미치는 영향을 비교한 결과이다. 본 분석에서는 LA 주입 조건과 흡수–탈거 단계 구성을 동일하게 유지하고, 중간 냉각 온도만을 변화시켜 공정 성능 변화를 평가하였다. 중간 냉각 온도 변화에 따라 solvent loading(LLDG, RLDG)과 탈거 공정 유입 조건에 일부 변화가 나타났다. 중간 냉각 온도를 35°C로 설정한 경우 LLDG 약 0.1669 mol CO2/mol amine, RLDG 약 0.4321 mol CO2/mol amine을 나타냈으며, 리보일러 열부하 기준 재생 에너지는 약 2.361 GJ/tCO2로 비교 조건 중 가장 낮은 값을 보였다. 반면 중간 냉각 온도를 30°C로 낮춘 경우 재생 에너지는 약 2.391 GJ/tCO2로 증가하였으며, LA 주입 온도를 35°C로 낮춘 조건에서는 약 2.366 GJ/tCO2 수준을 나타냈다. 전체적으로 본 연구 조건 범위에서는 중간 냉각 온도 변화에 따른 재생 에너지 변화 폭이 크지 않은 것으로 확인되었다. 이는 본 연구에서 설정한 FG CO2 농도(약 14.43 wt%)와 L/G ratio 2.6 조건에서는 흡수 반응열에 따른 온도 상승 규모가 상대적으로 제한적이기 때문으로 해석된다. 다만 FG 내 CO2 농도가 더 높거나 L/G ratio 감소 등으로 흡수 반응열에 의한 온도 구배가 크게 형성되는 조건에서는 중간 냉각 효과가 보다 뚜렷하게 나타날 가능성이 있으며, 이러한 경우 중간 냉각 조건 최적화가 공정 성능 개선에 보다 중요한 변수로 작용할 수 있다. 따라서 중간 냉각 온도는 공정 조건에 따라 영향도가 달라질 수 있는 설계 변수로 판단된다.
Table 6.
Effect of intercooling temperature on the L/G ratio in the MCC system (LMTD range 5.0–5.5)
탈거탑 RA 주입 분배에 따른 탈거 성능 비교
Table 7은 L/G ratio를 2.6으로 고정한 조건에서 탈거탑 내 Rich Amine(RA) 주입 분배 방식이 CO2 탈거 성능 및 재생 에너지에 미치는 영향을 비교한 결과이다. 본 연구에서 제시한 RA 분배 비율은 각 탈거탑(ST-101, ST-102, ST-103)에 주입되는 전체 RA 유량의 상대적 분배 비율을 의미한다. RA는 분배되어 ST-101, ST-102 및 ST-103 각 탈거탑 상단으로 주입되기 전에 LA/RA 열교환기 등을 거치도록 구성하였다. 또한 연속 탈거탑 상단에 연결된 응축 시스템의 효율 향상을 고려하여, ST-101으로 유입되는 RA는 ST-102 및 ST-103으로 유입되는 유체보다 상대적으로 낮은 온도로 주입되도록 설계하였다. LLDG 0.1722 mol CO2/mol amine과 RLDG 0.4375 mol CO2/mol amine이 거의 동일하게 유지된 조건에서 비교한 결과, RA 분배 변화는 용매 평형 특성 변화보다는 탈거 공정 내 열부하 분포 및 스트리핑 운전 조건 차이에 주로 영향을 미치는 것으로 판단된다. 재생 에너지는 리보일러 열부하 기준 약 2.341–2.482 GJ/tCO2 범위로 나타났으며, ST-101으로의 RA 분배 비율이 높은 45%–33%–22% 조건에서 가장 낮은 재생 에너지(2.341 GJ/tCO2)를 나타낸다. 반면 ST-101 분배 비율이 낮고 중단 탑(ST-102)으로 상대적으로 많이 분배된 30%–42%–28% 조건에서는 재생 에너지가 가장 높은 수준(2.482 GJ/tCO2)을 나타냈다. 이는 상대적으로 낮은 온도의 RA가 유입되는 ST-101으로의 분배 비율 증가가 탈거 공정 초기 구간의 열 및 농도 분포 형성에 영향을 미쳐, 결과적으로 리보일러 열부하 변화에 일부 기여했을 가능성을 시사한다. 따라서 MCC 공정 설계 시 RA 주입 분배 비율은 재생 에너지 저감 측면에서 고려 가능한 운전 변수 중 하나로 판단된다.
Table 7.
Effect of RA injection distribution among staged strippers on CO2 desorption performance
| RA distribution to stripper columns1 (ST-101 / ST-102 / ST-103) | L/G ratio |
LLDG (mol CO2/ mol Amine) |
RLDG (mol CO2/ mol Amine) |
Reboiler steam temperature (°C) |
Regeneration energy (GJ/tCO2) |
| 30% – 42% – 28% | 2.6 | 0.1722 | 0.4375 | 113.76 | 2.482 |
| 35% – 39% – 26% | 2.6 | 0.1722 | 0.4375 | 113.76 | 2.430 |
| 40% – 60% – 0% | 2.6 | 0.1722 | 0.4375 | 113.77 | 2.397 |
| 45% – 33% – 22% | 2.6 | 0.1722 | 0.4375 | 113.74 | 2.341 |
공정 설계 시사점, 연구 한계 및 적용 확장 방향
최적 운전 조건 및 설계 시사점
공정 모사 결과, L/G ratio = 2.6 조건에서 약 91%의 CO2 포집 효율과 약 2.36 GJ/tCO2 수준의 최소 재생 에너지가 동시에 도출되었다. 저단수 흡수·탈거탑을 분할한 직렬 구성은 설비 높이 제한에 효과적으로 대응할 수 있을 뿐 아니라, 모듈 제작·운송·설치 측면에서도 현실적인 설계 대안으로 확인되었다. 흡수부 중간 냉각 온도는 본 연구 범위(30–40°C)에서 재생 에너지에 미치는 영향이 제한적이었으며, 운전 단순성과 안정성을 고려할 때 35–40°C 유지가 합리적인 것으로 판단된다. 또한 탈거부 RA 분할 주입은 재생 에너지에 영향을 미치는 주요 설계 변수로 나타났으며, ST-101 유입 비중이 높은 분배 조건(45%–33%–22%)에서 가장 낮은 재생 에너지가 도출되었다. 실제 적용 시에는 흡수탑 직렬 모듈 구성과 간단한 인터쿨링, 탈거탑 직렬 구성을 기본 운전 시나리오로 설정하고, 포집 효율은 L/G ratio 조정을 통해, 재생 에너지는 RA 분배 조건 조정을 통해 제어하는 방식이 효과적인 것으로 판단된다.
연구 범위의 한계
본 연구는 고정된 FG 조건에서 8 TPD급 MCC를 대상으로 KoSol-6 흡수제를 적용한 습식 아민 기반 CO2 포집 공정을 공정 모사 기반으로 분석하였다. L/G ratio, 흡수–탈거 단계 구성, 흡수탑 중간 냉각 및 탈거탑 RA 분할 주입을 주요 변수로 설정하여 용매 로딩 특성과 재생 에너지 변화를 평가하였다. 그러나 본 연구는 제한된 운전 조건과 설계 가정을 기반으로 한 해석적 공정 모사 연구이므로, 실제 상용 적용을 위해서는 추가적인 검증이 필요하다. 특히 장기 운전 시 흡수제의 열적·화학적 열화, 불순물 축적 및 부식 거동에 대한 실증 데이터 확보가 요구되며, 이러한 요소들은 향후 공정 모델의 신뢰도 향상과 설계 변수 보완에 반영될 필요가 있다.
공정 적용 시나리오 및 향후 확장 방향
본 연구에서는 중·소형 산업 배출원을 대상으로 MCC 적용 가능 시나리오를 설정하였다. 대상 배출가스는 CO2 농도 약 10–15 vol%, 온도 40–60°C, 대기압 인근 조건을 기준으로 가정하였다. 공정은 KoSol-6 흡수제를 적용한 저단수 흡수탑–탈거탑 직렬형 모듈 시스템을 기반으로 하며, 전처리를 통해 SOx, NOx 등 불순물을 최소화한 후 약 90% 수준의 CO2 포집을 목표로 한다. 탈거 공정에서는 폐열 및 저온 재활용 에너지를 활용해 CO2를 회수하고, 액화 후 외부 활용 공정 또는 CCU 원료로 연계하는 방안을 고려하였다. 모듈형 설계는 운송·설치 제약 완화와 단계적 증설에 유리하고 기존 설비 개조 부담을 줄일 수 있는 현실적 적용 전략으로 평가된다. 다만 실제 적용을 위해서는 FG 유량·조성 변동에 따른 운전 안정성 평가와 탈거 시스템, 용매 순환 펌프 및 CO2 압축기를 포함한 CAPEX/OPEX 기반 경제성 검토가 필요하다. 향후 단계적 실증 운전을 통해 장기 운전 안정성과 경제성 데이터를 확보하고 이를 기반으로 공정 설계와 운전 조건을 고도화할 필요가 있다.
결 론
본 연구에서는 육상 설치 및 운송 제약을 고려한 8 TPD급 MCC를 대상으로, KoSol-6 흡수제를 적용한 습식 아민 기반 CO2 포집 공정의 설계 특성과 공정 거동을 공정 모사 기반으로 분석하였다. Aspen Plus v14의 rate-based 모델을 이용하여 모듈형 직렬 흡수–탈거 구조에서의 CO2 포집 성능과 리보일러 열부하 기반 재생 에너지를 평가하였다. 분석 결과, 흡수·탈거탑을 저단수(각 5단)로 분할한 직렬(staged) 구성은 기존 단일 고탑 중심 플랜트형 공정과 달리 설비 높이 제한 대응과 모듈 제작·운송·설치 측면에서 유효한 설계 대안으로 확인되었으며, 제한된 단수 조건에서도 약 91% 수준의 CO2 포집 효율을 달성할 수 있음을 확인하였다. 또한 L/G ratio 변화에 따른 용매 로딩(LLDG/RLDG)과 리보일러 열부하의 상호작용으로 재생 에너지가 비선형 거동을 보였고, 본 연구 조건에서는 L/G = 2.6에서 약 2.36 GJ/tCO2의 최소 재생 에너지가 도출되었다. 흡수부 중간 냉각 온도(30–40°C)의 영향은 본 연구 범위에서 제한적이었으나, 운전 조건 변화에 따라 영향도가 달라질 수 있는 설계 변수로 판단된다. 한편, 탈거부 RA 분할 주입은 열부하 분포 및 스트리핑 거동에 영향을 미치는 핵심 변수로 나타났으며, ST-101 유입 비중이 큰 분배(45%–33%–22%)에서 가장 낮은 재생 에너지가 확인되었다. 종합적으로, MCC 공정은 구조적 제약을 고려한 직렬 컬럼 설계와 주요 운전 변수(L/G ratio, 중간 냉각, RA 분배)의 최적화를 통해 기존 플랜트형 공정과 유사한 수준의 재생 에너지 성능(약 2.2–2.5 GJ/tCO2) 확보 가능성을 제시한다. 본 연구 결과는 향후 실증 운전 데이터 확보 및 CAPEX/OPEX 기반 경제성 평가와 연계하여, 중·소규모 및 분산형 배출원 적용을 위한 MCC 공정의 설계·운전 기준 도출에 기초 자료로 활용될 수 있을 것으로 판단된다.
