

서 론
수평시추와 수압파쇄공법은 비전통 자원(치밀․셰일오일 및 가스)을 경제적으로 개발하기 위한 주요핵심기술이다. 수평시추는 보통 균열이 발달하는 최대수평주응력 방향에 수직한 방향으로 시추되며 수평구간길이(lateral length)는 약 762 m에서 1,524 m 이상을 갖는 토우업(toe- up)형태가 일반적이다(King, 2010). 수압파쇄공법은 유체투과도가 낮은 저류층의 생산성을 향상시키기 위한 유정자극기법(stimulation) 중 하나로, 물과 화학물질의 혼합물을 시추정을 통해 고압으로 주입하여 시추공 주변으로 균열을 생성시키고 이 균열의 틈이 지층의 압력으로 인해 닫히는 것을 방지하기 위해 프로판트(proppant, 지지체)라 불리는 물질을 주입하여 균열상태를 유지시키는 방법이다(Shin et al., 2012). 결국 수평시추와 수압파쇄공법의 조합은 다단계 수압파쇄(multi-stage fracturing)를 통한 생산면적(Stimulated Reservoir Volume, SRV) 확장 및 궁극가채량(Estimated Ultimate Recovery, EUR) 극대화를 견인하고 있으며 이는 비전통 자원의 경제적 개발을 가능케 하였다.
그러나 동일개발지역에서 유사 수평시추 및 수압파쇄공법을 적용하더라도 유정별 생산성 및 경제성은 변동성이 매우 크며 이는 불균질하며(heterogeneous) 이방적인(aniso-tropic) 저류층 특성, 시추․유정완결 및 수압파쇄의 효율성, 그리고 저류층 및 생산관 내 유체거동에 따른 영향 등 복합적 요인에 따른다. 즉, 비전통 자원의 경제적 개발을 달성하기 위해서는 저류층 및 개발․생산부문에 대한 종합적 이해와 더불어 이를 바탕으로 한 최적설계 및 운영관리전략의 수립이 필요하며, 공학적 관점에서는 저류층 특성화(reservoir characterization)에 기반한 유정완결 및 수압파쇄 전략의 최적화가 일차적으로 요구된다.
비전통 자원의 개발최적화에 대한 초기연구는 지화학 및 암석역학적 특성에 기반한 수압파쇄 처리설계(treatment design) 최적화(Rickman et al., 2008)에 중점을 두었다. 하지만 북미지역의 대다수 현장은 처리설계 최적화만으로는 생산성 향상도모에 있어 다소 한계가 따름을 인지하게 되었고 최근에는 처리설계와 더불어 암석물리학적 특성을 고려한 유효 파쇄구간(effective fracturing stage) 선정에도 관심을 가지게 되었다.
특히 Cipolla et al. (2011)는 100공 이상의 수평정에서 취득한 생산검층 자료를 통해 저류층 특성화에 따른 유정완결 및 수압파쇄 전략 수립의 중요성을 인식함에 따라 RQ (Reservoir Quality) 및 CQ (Completion Quality)개념(이하 ‘RCQ’)을 적용한 최적화 방안을 제시하였다. RCQ기준을 수립하기 위해서는 코어, 쌍극자 음파(dipole sonic) 및 이미지 검층을 포함한 LWD, 간이주입시험(Diagnostic Fracture Injection Test, DFIT) 및 생산검층, 그리고 3차원 탄성파 탐사자료가 필요하다. 하지만 대부분의 운영현장은 단기간의 대규모 개발방식 채택에 따른 개발비용 축소 및 수익창출의 극대화를 추구하기 때문에 자료의 취득이 매우 제한적이다. 결국 Cipolla et al. (2011)가 제안한 방법은 전 자료(full data)를 필요로 한다는 점에서 현장적용성이 매우 낮다고 볼 수 있다.
그럼에도 불구하고 유정완결 및 수압파쇄 전략 수립은 비전통 자원의 개발최적화 달성을 위한 필수과정이라는 점에서, 자료의 제약을 극복하면서 현장적용성이 높은 대안을 다각도로 모색할 필요가 있다. 이에 본 연구에서는 수직구간의 코어 및 물리검층, 수평구간의 MWD 감마선 검층, 그리고 수압파쇄 처리공정 및 화학추적자(chemical tracer)자료만을 이용한 공학기반의 통합접근방식을 통해 수평구간의 RCQ를 개괄적으로 평가해 보고자 하였다. 이를 통해 유효 파쇄구간을 추정함은 물론 MWD 감마선 검층만을 이용한 유정완결 및 수압파쇄 전략의 최적화 가능성을 진단해 보고자 하였다.
본 론
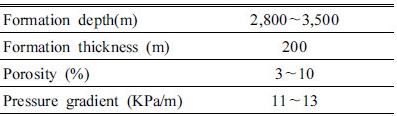
본 연구에 사용된 A, B유정은 캐나다 육상광구에 위치하고 있으며 Table 1과 같은 특성을 갖는 치밀가스 콘덴세이트 저류층을 대상으로 1개 패드(pad)에서 320 m 간격(well spacing)을 두고 ‘북-남’방향으로 평행하게 시추되었다. 두 유정의 시추심도(measured depth)는 약 300 m (A유정: 약 4,500 m, B유정: 약 4,900 m)정도의 차이가 있으나 이는 패드 시추 특성상 일부 시추공의 빌드업(Build-up) 궤도가 요구되기 때문이다. 그러나 두 유정의 수직시추심도(true vertical depth)는 3,249~3,255 m, 수평구간길이는 1,200 m 이상으로 지층경사를 따라 토우다운(toe-down)으로 매우 유사하게 시추되었다.
유정완결 및 수압파쇄공법
북미지역을 중심으로 한 비전통 자원의 경제적 개발전략은 매뉴얼화된 공정의 대형화로 요약할 수 있다. 즉, 인근지역의 성공적 개발모델 도입을 통한 대규모 개발․생산운영 시스템을 구축함으로써 공정기간 단축에 따른 비용절감은 물론 단기간 내 투자비 회수를 통한 이윤의 극대화를 추구하는 것으로 A, B유정의 경우도 마찬가지이다. 두 유정은 인근지역의 개발사례를 바탕으로 볼드롭시스템(ball-drop system) 및 마찰저감제(friction reducer)를 혼합한 파쇄유체(fracturing fluid) 주입식의 슬릭수 공법(slickwater frac)이 유사하게 적용되었으며 상세 정보는 Table 2와 같다.
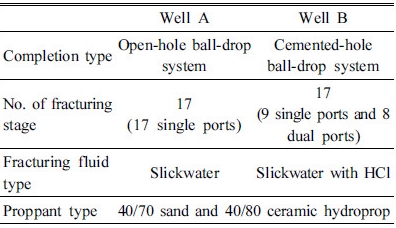
17개 파쇄구간을 갖는 볼드롭시스템의 적용과 동일한 종류의 파쇄유체 및 지지체 주입을 고려한다면 두 유정의 유정완결 및 수압파쇄공법은 전반적으로 유사하다고 볼 수 있다. 다만 유정완결형태(completion type: open-hole/cased- hole), 파쇄유체 및 지지체 주입량은 다르게 적용되었는데, 운영권자는 인근지역의 개발사례조사를 통해 동일개발지역 내에서도 수평구간의 착지점(landing point), 수평구간길이, 파쇄구간의 개수는 물론 유정완결형태와 파쇄유체 및 지지체 주입량에 따라 유정별 생산성은 달라짐을 이해하였기 때문이다. 즉, 운영권자는 두 유정을 이용한 현장 파일럿 테스트를 수행함으로써 유정완결형태와 파쇄유체 및 지지체 주입량에 따른 최적의 개발전략을 일차적으로 모색해 보고자 했던 것이다.
두 유정의 수압파쇄 처리공정 결과에 대한 정량적 비교분석을 위해 파쇄유체 및 지지체의 주입량과 파쇄개시압력(fracture initiation pressure)을 Fig. 1과 같이 도식해 보았다. A유정에 주입된 파쇄유체 및 지지체 양은 B유정에 비해 각각 38%, 36% 정도 적으며 파쇄개시압력 역시 A유정이 B유정에 비해 약 20% 정도 낮음을 확인하였다. 파쇄개시압력이란 수평주응력(horizontal stress), 인장응력 및 공극압력의 함수(Economides et al., 1994)이다. 즉, 파쇄유체만 주입되는 수압파쇄 초기공정단계(pad stage)에서 인장파괴(tensile failure)에 의한 수압파쇄 균열 틈(opening)이 발생할 때 측정되는 압력으로 암석의 취성지수(brittleness index)를 간접적으로 나타내는 지시자로서 활용 가능하다. 결국 두 유정의 수압파쇄 처리공정에 대한 비교분석을 통해 A유정이 상대적으로 취성구간에 위치함을 추정하였다.
화학추적자 주입분석
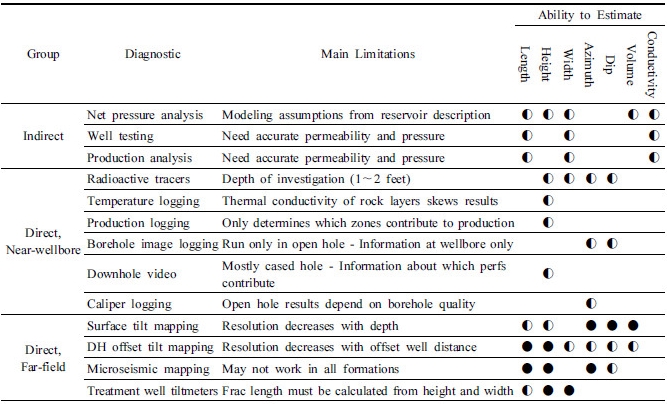
수압파쇄 처리공정의 품질과 효율성에 대한 사후평가(post-frac evaluation)는 기계적 결함의 발생이나 지지체의 막힘(screen out)없이, 모든 파쇄구간에서 처리설계 시 추정한 균열크기 및 방향을 따라 수압파쇄 균열이 발달되어 탄화수소유체의 경제적 회수를 도모하였는지를 평가하는 것으로 최적개발전략 수립을 위한 주요 핵심과정이다. 사후평가를 수행하기 위해서는 직․간접적 진단기법의 적용이 필수적이며 상세 정보는 Table 3과 같다.
Table 3. Direct and indirect hydraulic fracture diagnostic technologies with measurement certainty and limitations (Barree et al., 2002)
 |
두 유정에는 수압파쇄 처리공정의 품질과 효율성을 평가하기 위해 추적자가 주입되었다. 추적자는 보통 방사성과 화학추적자로 구분되며 두 유정의 경우, 방사성(radio-active) 추적자보다 친환경적이며 원거리(far-field)측정이 가능한 에멀션(emulsion)형태의 화학추적자가 주입되었다. 화학추적자는 크게 지층수(formation water)에 용해되는 친수성과 탄화수소유체에 용해 및 결합되는 친유성 추적자로 구분되며, 친수성 추적자는 유정 간 연결성(inter- well connectivity) 및 파쇄유체의 회수효율성(flowback efficiency)을 평가할 때 주로 이용하는 반면 친유성 추적자는 파쇄구간별 탄화수소유체의 상대적인 생산기여도(relative production contribution)를 진단하는 일종의 유사 생산검층(pseudo-production log)자료로 이용한다(Asadi et al., 2008, Spencer et al., 2013, Salman et al., 2014).
Table 4와 같이 두 유정에는 수압파쇄 처리설계 시 예상한 균열반길이(fracture half-length)만큼 수압파쇄 균열이 발달되었는지를 평가하기 위해 친수성 및 친유성 추적자가 주입되었다. 추적자 시료는 파쇄유체 회수(flowback) 및 초기 생산기간 동안 채취되었고, 채취된 시료는 전문서비스업체의 분석에 따라 시간가중(time-weighted) 평균농도로 정량화되었다. 이에 본 연구에서는 정량화된 분석결과를 이용하여 두 유정 간 수압파쇄 균열의 연결성과 처리설계의 적정성을 규명해 봄은 물론 Fig. 2와 같이 도식해 봄으로써 파쇄구간별 수압파쇄 균열의 품질과 탄화수소유체의 생산기여도를 추정해 보았다.

추적자에 의한 유정 간 연결성은 한 유정에 주입된 친수성 추적자가 인근 유정의 파쇄유체 회수 및 생산과정 중 회수됨으로써 규명 가능하다. 두 유정의 경우 일부 파쇄구간에서의 국부적인 연결이 관측되었으나 수압파쇄 균열 및 생산거동을 저해하는 압력 또는 생산 간섭효과(pressure or production interference effect)는 발생하지 않았기에, 두 유정 간 연결은 지지체가 미충진된 겉보기 균열(un-propped, apparent fractures)에 따른 일시적 형태(tracer communi-cation)로 추정되었다. 겉보기 균열은 시간이 지남에 따라 지층의 압력으로 인해 서서히 닫히는 균열이다. 따라서 간섭효과의 발생가능성은 적지만 지속적인 관측이 요구되는 바, 생산분석 및 저류층 전산모사를 통한 진단은 물론 이를 통한 수압파쇄 처리설계의 개선보정은 추후 지속적으로 필요할 수 있음을 염두에 두어야 한다.
본 연구에서는 A유정의 파쇄구간별 친유 및 친수성 추적자 회수농도와 B유정의 5개 서브그룹(subgroup)에 대한 친수성 추적자 회수농도를 Fig. 2와 같이 도식해 보았고, 이를 통해 파쇄구간별 회수농도의 편차와 일부 미회수 구간에 대한 확인이 가능하였다. 특히, 친유성 추적자 회수농도의 편차는 수압파쇄 처리공정의 효율성 또는 불균질하며 이방적인 저류층 특성과 연관 지을 수 있는데 A유정의 경우, Fig. 1과 같이 파쇄구간별 주입된 파쇄유체 및 지지체 양은 유사하다는 점에서 회수농도의 편차는 저류층 특성에 기인한 것으로 추정해 볼 수 있었다. 또한 B유정의 1~7번 파쇄구간에서 친수성 추적자 회수농도가 0임을 확인함에 따라 수압파쇄 처리공정의 결함과 그에 따른 추후 생산성 저하를 예상하였다.
생산분석
두 유정의 가스, 콘덴세이트 및 생산수(produced water)에 대한 누적생산량을 Fig. 3과 같이 막대그래프로 도식해 보았다. 동일개발지역 내 유사시추심도에서 볼드롭시스템을 이용한 동일한 종류의 파쇄유체 및 지지체 주입을 고려한다면, 물질수지(material balance)관점에서는 상대적으로 많은 양의 파쇄유체와 지지체가 주입된 B유정의 생산량이 높아야 한다. 그러나 9개월 누적 가스 및 콘덴세이트 생산량은 A유정이 B유정보다 각각 23%, 13% 정도 높으며 특히, 생산초기 3개월 동안은 A유정의 가스 및 콘덴세이트 생산량이 B유정에 비해 각각 88%, 68% 정도로 월등히 높았다.
이러한 현상은 두 유정의 생산성이 유정완결이나 수압파쇄 처리공정에만 의존하는 것은 아님을 지시한다. 따라서 두 유정의 생산성에 영향을 끼칠 몇 가지 요인을 분석하였고 정저 내 액체부하(liquid loading)와 기계적 결함을 주요요인으로 추정하였다. 액체부하는 케이싱(casing)과 튜빙(tubing)압력 간 상관관계, 그리고 WGR (Water to Gas Ratio) 및 CGR (Condensate to Gas Ratio)의 변동성 등 생산자료를 이용함으로써 간접적인 진단(data diagnostics)이 가능하다. 이에 두 유정의 생산자료와 진단기법을 이용해 액체부하 여부를 분석하였고 그 결과, B유정뿐만 아니라 A유정에도 액체부하 현상이 지배적으로 발생하고 있음을 확인하였다. 이에 두 유정의 생산성을 액체부하만으로 비교․설명하기엔 다소 한계가 있음을 이해하였고 운영권자와의 논의를 통해 B유정의 추적자 미회수 구간에 주목, 볼드롭시스템의 기계적 결함에 따른 유동경로 막힘(bridging)을 B유정의 생산저하 요인으로 추정하였다. 운영권자는 이러한 문제를 해결하기 위해 인근지역의 개발사례를 조사하였고, 조사 결과를 바탕으로 코일튜빙(coiled tubing)을 이용한 분쇄작업(mill out)을 결정하게 되었다.
이에 본 연구에서는 B유정에 대한 분쇄작업 결과를 대략적으로 평가하기 위해 분쇄작업 전과 후 추적자 회수농도 비교그래프를 Fig. 4a와 같이 도식해 봄은 물론 생산량의 변화를 객관적으로 비교하기 위해 Arps식을 이용한 생산감퇴곡선(decline curve)을 Fig. 4b와 같이 그려보았다. 이를 통해 분쇄작업 이후 모든 파쇄구간에서 추적자가 회수되고 있으며, 생산량 역시 회복되었음을 확인할 수 있었다.
두 유정의 전반적인 생산경향을 살펴보면, 생산초기에는 쌍곡선감퇴 경향을 보이다가 생산 4~5개월 시점 이후에는 지수감퇴 경향으로 전환되는 개량형 쌍곡선감퇴곡선(modified hyperbolic decline curve)추세가 유사하게 나타나고 있다. 이에 두 유정의 생산경향이 얼마나 유사한지 비교하기 위해 B유정의 분쇄작업 이후 두 유정의 정두압력 및 생산량 차(difference)를 산정하여 Fig. 5와 같이 도식해 보았으며 그 결과, 두 유정은 유사 정두압력조건 하에서 생산량이 유사하게 유지되고 있음을 확인할 수 있었다. 그러나 두 유정의 유정완결형태와 파쇄유체 및 균열지지체 주입량이 다르다는 점에서 생산추이의 유사성은 선뜻 이해하기 힘든 부분이다. 이에 균열크기 및 특성 파악은 물론 생산추이의 유사성을 규명하기 위해 생산량 천이분석(Rate- Transient Analysis, RTA)을 추가적으로 수행하였다.
생산량 천이분석은 제곱근시간 및 표준곡선(type curve), 그리고 유동물질수지 시간(flowing material balance time)분석법을 이용하여 유동양상(flow regime)은 물론 저류층 및 균열특성을 규명하고 이를 통해 궁극가채매장량을 산정하는 공학적인 기법으로 주요 분석과정은 Fig. 6과 같다.
두 유정의 경우, A유정에서만 코어, 물리검층 및 PVT시료가 취득되었고 지리적으로 매우 인접해 있다는 점에서 생산량 천이분석의 주요 입력변수인 저류층 및 유체특성은 동일하게 설정하였다. 그리고 제곱근시간과 표준곡선 분석법을 이용한 유동양상 및 선형유동인자(Linear Flow Parameter, LFP) 도출 후 분석모델링(analytical modeling)에 따른 생산이력매칭 및 생산예측을 수행하였고 그 결과는 Table 5와 같다. 생산량 천이분석은 경계지배유동(Boundary-Dominated Flow, BDF)이 전제되어야 한다. 하지만 선형유동이 지배적인 유정의 경우, 선형유동에서 경계지배유동으로 전환되는 시점(time at the end of linear flow)에 대한 합리적인 가정(assumption)을 바탕으로 선형유동인자를 도출하게 되며 B유정의 경우, 마지막 생산일자를 전환시점으로 가정하였다. 분석모델링은 제곱근시간과 표준곡선 분석결과를 검증하기 위한 기법으로 입력변수는 제곱근시간과 표준곡선 분석으로 도출된 값들이며 불확실성이 가장 큰 변수들을 조정변수(variables)로 설정하여 생산이력매칭을 수행하게 된다. 두 유정의 경우, 모암(matrix)과 수압파쇄 균열의 유체투과도, 그리고 액체부하를 고려하여 수평구간길이를 조정변수로 설정하였다.
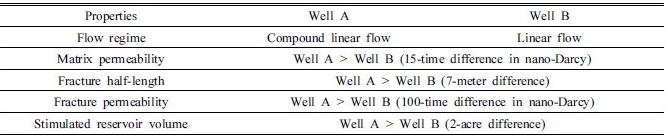
물질수지 관점에서는 상대적으로 상당한 양의 파쇄유체 및 균열지지체가 주입된 B유정의 균열크기가 우세하여야 한다. 이는 Fig. 7과 같이 바넷셰일(Barnett Shale)사례를 통해서도 확인 가능하다. 또한 생산량도 균열크기와 직접적인 관련이 있다는 점에서 B유정의 생산량이 A유정보다 상대적으로 높아야 함을 예상할 수 있다. 그러나 두 유정에 대한 생산량 천이분석은 정반대의 결과를 보여줌에 따라 균열 및 생산거동에 영향을 끼치는 주요 요인으로 수평구간의 저류층 특성을 추정하게 되었으며 이를 규명하기 위한 공학적 관점에서의 통합접근을 시도하였다.
공학적 관점에서의 통합분석․ 평가
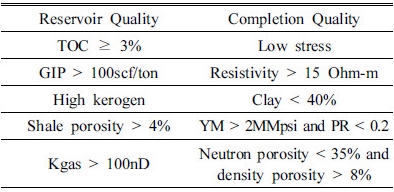
공학적 관점에서의 통합접근은 개발․생산운영 최적화 도모를 목적으로 한 종합기술체계로, 지질 및 지구물리를 기반으로 시추, 유정완결, 저류 및 생산 공학 간 연계를 통해 각 분야의 미흡한 부분을 상호 보완․검증하는 종합적인(multi-disciplinary) 분석․평가과정이라고 할 수 있으며 이를 위한 첫 단계는 저류층 특성화이다. 수평시추 및 수압파쇄공법이 적용되는 비전통 저류층의 특성화는 저류층의 생산력(producibility)과 암석의 파쇄력(fracability) 지표인 RCQ를 바탕으로 탄화수소유체의 경제적 회수를 도모할 수 있는 스위트 스폿(sweet spot)을 선정하는 일련의 과정이다.
RCQ는 Table 6과 같이 암석물리․역학적 특성에 기초한다. 따라서 수직구간의 코어 및 물리검층(wire-line logging)은 물론 수평구간에 대한 LWD취득이 필수적으로 요구된다. 그러나 시추기간 단축 및 비용 최소화에 초점을 둔 비전통 자원개발의 특성상 대다수 현장의 코어 및 물리검층 자료취득은 제한적이며 수평구간의 경우도 시추궤적의 실시간 관측을 위한 MWD 감마선 검층만이 적용되고 있는 실정이다.
두 유정에 대한 자료취득 상황도 예외는 아니다. 앞서 본론의 ‘생산분석’에서 언급하였듯이 A유정의 수직구간 코어 및 물리검층을 제외한 두 유정의 모든 시추구간에는 MWD 감마선 검층만이 적용되었다. 결국 자료의 제약을 극복하면서 개발최적화 전략을 수립하기 위해서는 현장상황을 반영한 실용적 방안의 우선적 모색이 요구되며 두 유정의 경우, A유정의 수직구간에 대한 암석물리․역학적 특성과 감마선 검층 간 상관관계를 규명한 후 이를 수평구간의 MWD 감마선 검층에 대입하는 RCQ의 정성적 유추․평가 방법을 강구하게 되었으며 분석결과는 다음과 같다.
첫째, Fig. 8a, b는 코어분석으로 취득한 감마선 검층, 공극률 및 수포화도를 이용해 선형회귀분석 그래프로 도식해 보았으며 그 결과, 감마선 검층 값이 클수록 공극률은 대체적으로 낮아지는 반면 수포화도는 높아지는 경향을 확인하였다. 이를 통해 감마선 검층 값이 큰 구간은 지층수의 상당량이 흡착수(clay-bounded water)이며 생산 가능한 탄화수소유체의 양이 적음을 유추해 볼 수 있었다.
둘째, Fig. 8c와 같이 감마선 검층 값이 클수록 취성지수는 전반적으로 낮아지는 경향을 확인하였다. 취성지수는 엑스선 회절(X-ray diffraction)로 도출한 광물조성을 이용(Jarvie et al., 2007)하거나 삼축압축시험 및 음파검층으로 도출한 포아송 비 및 영률을 이용(Rickman et al., 2008)하여 산정한 백분율 값으로, 지수가 작을수록 암석은 연성(ductile)이며 수압파쇄에 따른 인공균열의 발달은 미약해짐을 지시한다. 본 연구에서는 음파검층분석을 수행한 후 그 결과를 삼축압축시험 자료와 비교․보정하였다. 이를 통해 포아송 비와 영률 산정은 물론 취성지수를 도출할 수 있었으며, 감마선 검층 값이 큰 구간은 수압파쇄 처리공정의 효율성이 상대적으로 낮을 수 있음을 유추할 수 있었다.
결국 감마선 검층에 따른 정성적 유추분석을 통해 감마선 검층 값이 큰 구간일수록 RCQ는 상대적으로 불량함을 추정할 수 있다. 그러나 Fig. 8a, b와 같이 A유정에서 도출한 각종 상관관계의 결정계수(coefficient of determination, R2)가 낮을 뿐만 아니라 감마선 검층이 저류층의 모든 특성을 반영할 수는 없다는 점에서 분석결과의 신뢰성은 다소 낮을 것으로 예상하였다. 이에 RCQ를 간접적으로 대변할 수 있는 공학 자료인 수압파쇄 처리공정과 추적자 자료를 추가적으로 활용함으로써 정성적 유추분석 결과를 검증 및 보완함은 물론 종합적인 진단을 수행하였다.
공학적 관점의 통합분석을 위해 Fig. 9와 같이 A유정의 MWD 감마선 검층, 가스추적자 회수농도와 평균 정두처리압력(Wellhead Treating Pressure, WHTP)을 도식해 보았다. 그리고 정성적 유추분석 결과와 비교분석해 봄으로써 감마선 검층 90API를 RCQ의 분리기준(cut-off)으로 설정하였고 그 과정은 다음과 같다.
우선 유사 생산검층 자료인 가스추적자 회수농도를 이용하여 생산기여도가 높은 구간과 낮은 구간을 분류하고 이를 MWD 감마선 검층과 비교해 보았다. Fig. 9에 따르면, 생산기여도가 낮은 구간은 1, 3, 7, 12, 14, 15, 16번을 제외한 파쇄구간으로 이들 구간의 감마선 검층 값은 대체적으로 90API보다 큼을 확인할 수 있었다. 또한 감마선 검층과 공극률 간 정성적 유추분석 결과에 따르면, 감마선 검층 값이 클수록 공극 부피는 전반적으로 감소하는 경향을 보이고 있음에 따라 RQ의 분리기준을 감마선 검층 90API로 설정하고 90API이하 구간을 생산기여도가 높은 유효 수평구간길이(effective lateral length)로 추정해 볼 수 있었다.
CQ의 분리기준 설정은 정두처리압력에서 실마리를 찾고자 하였다. 정두처리압력은 파쇄개시압력, 정수압력(hydrostatic pressure) 및 마찰압력의 함수이며, Fig. 9와 같이 한 유정에서도 파쇄구간별 정두처리압력은 다르게 나타난다. 이는 파쇄구간에 걸리는 마찰압력이 서로 다르기 때문인데 마찰압력은 균열의 전파(propagation)를 저해하는 요인들로 인해 발생되며 대표적으로는 비틀림(near-wellbore and far-field tortuosity)에 따른 영향을 들 수 있다. 비틀림은 천공(perforation) 및 지하응력의 방향 등 다양한 원인으로 인해 발생하지만 암석의 취․연성과는 직접적인 연관성이 적다. 즉 정두처리압력을 이용하여 CQ를 가늠하기에는 다소의 한계가 있으며 본론의 ‘유정완결 및 수압파쇄공법’에서 언급하였듯이 파쇄개시압력을 이용한 암석의 취․연성 추정은 가능하나 이 또한 파쇄력을 지시하는 직접적인 자료는 될 수 없다는 점에서 CQ에 대해서는 미세탄성파 또는 방사성 추적자 자료를 이용한 추가연구가 필요할 것으로 판단된다. 다만 친수성 추적자 자료를 통해 A유정의 모든 파쇄구간은 수압파쇄 균열이 발달되어 있음을 예상할 수 있고 파쇄구간별 주입된 파쇄유체 및 균열지지체 양은 유사하지만 생산기여도는 편향되어 있다는 점에서 CQ에 대한 규명 필요성은 낮다고 볼 수 있다.
결국 A유정에 대한 공학적 관점의 통합접근방식 적용을 통해 CQ보다는 RQ가 생산성에 끼치는 영향은 좀 더 클 것으로 추정할 수 있었고, A, B유정의 유사 생산추이는 균열거동양상보다는 RQ에 따른 생산거동양상에 기인한 결과일 것으로 예상할 수 있었다. 이를 입증하기 위해 B유정의 MWD 감마선 검층자료에 A유정의 분석논리를 동일하게 적용해 보았다.
우선 두 유정의 수평구간에 대한 MWD 감마선 검층을 Fig. 10과 같이 도식해 보았다. 그리고 RQ의 분리기준인 감마선 검층 90API 이하 구간의 분포를 정량적으로 비교분석해 보았으며 그 결과, A유정은 수평구간길이의 약 62%, B유정은 약 39% 정도를 차지하고 있음을 확인하였다. 결국 친수성 추적자 자료를 통해 두 유정의 모든 파쇄구간은 수압파쇄 균열이 발달되어 있는 것으로 추정되며 A유정의 유효 수평구간길이가 상대적으로 길게 분포하고 있다는 점, 그리고 B유정에 상당한 양의 파쇄유체 및 지지체가 주입되었음에도 불구하고 A유정의 생산성이 상대적으로 양호하다는 점을 감안한다면, 두 유정의 생산거동양상은 CQ보다 RQ에 의한 영향이 더 크다고 볼 수 있다. 또한, 등간격의 파쇄구간(evenly distributed fracturing stage)을 통해 수압파쇄 처리공정이 진행되었지만 일부 파쇄구간에서만 탄화수소유체가 생산되었다는 점에서 유효 파쇄구간 선정의 필요성을 이해할 수 있었고, Fig. 11과 같이 연구대상지역에 대한 개략적인 개발전략을 수립할 수 있었다.
결 론
본 연구에서는 치밀가스 콘덴세이트 저류층에 시추된 2공의 수평정을 대상으로, 공학기반의 통합접근방식을 이용한 균열 및 생산거동양상의 비교분석을 통해 생산성에 영향을 끼치는 주요요인을 규명하고, 연구대상지역의 개발최적화 전략 수립의 가능성을 진단해 보았다. 하지만 운영현장의 특성상 가용할 수 있는 자료가 제한적이라는 점에서 실용적인 방법을 고안할 필요가 있었다. 이에 MWD 감마선 검층자료를 기반으로 통합분석을 수행하였으며 그 결과는 다음과 같다.
두 유정은 17개 파쇄구간을 갖는 볼드롭시스템을 적용하였고 동일한 종류의 파쇄유체 및 지지체가 주입되었다. 두 유정의 유정완결 및 수압파쇄공법은 전반적으로 유사하나, 유정완결형태(open-hole/cased-hole)는 다르며 파쇄유체 및 지지체 주입량의 경우, A유정에 주입된 양은 B유정에 비해 각각 38%, 36% 정도 적다. 그리고 수압파쇄 처리공정분석으로 도출한 파쇄개시압력 값을 통해 A유정이 상대적으로 취성구간에 위치함을 추정하였다.
화학추적자 주입분석은 직접적인 진단기법 중 하나로, 친수성 추적자를 통해 두 유정 간 겉보기 균열에 따른 국부적인 연결을 관측하였지만, 간섭효과의 발생 가능성은 적음을 추정하였다. 또한, B유정의 추적자 미회수 구간을 확인함으로써 볼드롭시스템의 기계적 결함에 따른 유동경로 막힘 및 생산성 저하를 예상하였다. 그리고 친유성 추적자를 통해 A유정의 파쇄구간별 생산기여도의 편차를 확인하였다.
생산초기 3개월 동안 A유정의 가스 및 콘덴세이트 생산량은 B유정에 비해 각각 88%, 68% 정도로 매우 높았다. 이에 운영권자는 코일튜빙을 이용한 분쇄작업으로 B유정의 유동경로 막힘을 제거하였고 B유정은 생산량이 일부 회복되었다. 분쇄작업 이후 두 유정은 유사 생산추이를 보였다. 그러나 물질수지 관점에서는 파쇄유체 및 지지체가 많이 주입될수록 균열크기가 커지며 생산량의 경우, 균열크기에 비례하는 경향이 다수의 사례에서 관측되었다는 점에서 두 유정의 균열 및 생산거동에 영향을 끼치는 주요요인을 수평구간의 저류층 특성으로 추정하였고 공학적 관점에서의 통합접근방식을 적용하게 되었다.
통합분석을 위해 수직구간의 코어 및 물리검층 자료를 이용하여 RCQ의 정성적 유추분석을 수행하였다. 이를 통해 감마선 검층 값이 클수록 대체적으로 낮은 공극률과 높은 수포화도를 보이며 취성지수는 전반적으로 낮아지는 경향을 확인하였으나, 상관관계의 결정계수가 매우 작아 분석결과의 신뢰성은 낮았다.
이에 정성적 유추분석 결과를 수압파쇄 처리공정 및 추적자 자료와 비교분석해 보았다. MWD 감마선 검층과 추적자 자료 간 비교분석에 따르면, 생산기여도가 낮은 구간은 대체적으로 90API보다 큼을 확인하였다. 정성적 유추분석 결과 역시 감마선 검층 값이 클수록 RQ의 품질은 전반적으로 불량해지는 경향을 보인다는 점에서 RQ의 분리기준을 90API로 설정하고 90API 이하 구간을 유효 수평구간길이로 추정하였다. 그리고 이를 정량적으로 나타내었을 때 A유정의 유효 수평구간길이는 약 62%, B유정은 약 39% 정도로, A유정의 유효 수평구간길이가 상대적으로 길게 분포하고 있음을 확인하였다.
취성지수와 수압파쇄 처리공정만으로 CQ를 파악하기엔 한계가 있었다. 친수성 추적자 자료를 통해 두 유정의 모든 파쇄구간은 수압파쇄 균열이 발달되어 있는 것으로 추정하였으나 CQ에 대한 보다 명확한 규명을 위해서는 미세탄성파 또는 방사성 추적자를 이용한 추가적인 연구가 필요할 것으로 판단하였다.
상기와 같이 통합적인 접근방식을 적용함으로써 두 유정의 차이는 생산력 지표인 RQ에 기인한 것임을 확인할 수 있었다. 또한, MWD 감마선 검층을 이용한 RQ의 분리기준을 도출함으로써 Fig. 11과 같이 개발최적화 전략 수립과정 중 하나인 유효 파쇄구간 선정의 가이드라인을 제시할 수 있었다. 그러나 미세탄성파와 같은 직접적인 진단기법의 활용 없이는 수압파쇄공법 및 처리설계를 결정짓는 CQ의 규명에는 어려움이 있었다. 또한 개발최적화를 달성하기 위해서는 경제성 평가과정이 필수적이라는 점에서 두 부분에 대한 사례연구는 지속적으로 수행되어야 할 것이다.
