

서 론
니켈은 우수한 내식성, 내열성 등의 특성을 갖추어 주로 스테인리스강의 첨가 원소로 사용된다(Crundwell et al., 2011). 또한, 2차 전지의 핵심 원료로도 사용되어 최근 에너지 저장 시스템(ESS, Energy Storage System) 및 전기차 산업의 급속한 성장으로 니켈의 수요가 전 세계적으로 증가하고 있다(Marzoughi and Pickles, 2024). 국내 전략 산업인 배터리 역시 니켈을 필수 원료로 사용하나, 니켈 자원은 인도네시아, 호주, 뉴칼레도니아 등 일부 국가에 편재되어 있어 니켈 공급은 전적으로 수입에 의존하고 있는 실정이다(Marzoughi and Pickles, 2024; Choi et al., 2024). 따라서, 안정적인 공급망 확보를 위해 국내 부존 니켈광의 개발과 활용 가능성에 대한 연구가 요구된다.
국내 연구진의 연구에 따르면, 경북 안동시 풍천면의 사문석화된 초염기성 암석에서 니켈 부존이 확인되었다(Davaasuren et al., 2024). 분석 결과, 니켈이 주로 황화 광물인 펜틀란다이트(Pentlandite, (Fe,Ni)9S8)로 산출되며, 일부는 산화광물인 감람석(Olivine, (Mg2+, Fe2+)2SiO4)과 사문석(Serpentine, Mg3Si2O5(OH)4)의 격자 내에 마그네슘 자리에 Ni2+이 치환된 형태로 존재하는 황화광과 산화광이 혼재된 복합 광물로 존재하는 것으로 나타났다(Davaasuren et al., 2024). 지화학 분석에서는 평균 약 1271 ppm 수준의 저품위 니켈 함량과 뚜렷한 이상대가 보고되었다(Davaasuren et al., 2024). 이후 수행된 부유선별 연구 결과, 황화광과 산화광이 혼재된 광석 특성으로 인해 부유선별 효율이 낮게 나타났으며, 이로 인해 정광 내 니켈 품위 역시 낮게 보고되었다(Han et al., 2025). 이는 니켈이 황화광뿐만 아니라 산화광에도 분포하고 있음을 시사하며, 부유선별만으로는 광석 내 니켈을 효율적으로 회수하기 어려운 것으로 보고된다(Han et al., 2025).
니켈 산화광으로부터 니켈을 회수하기 위한 제련 공정은 일반적으로 건식 제련과 습식 제련으로 분류되며, 공정 선택은 광석의 광물학적 조성, 에너지 소비량, 불순물 함량 등에 따라 결정된다(Ribeiro et al., 2019; Ribeiro et al., 2021). 건식 제련은 마그네슘과 규산염 함량이 높은 사프로라이트(Saprolite)에 적합하며, 습식 제련은 철 함량이 높은 리모나이트(Limonite) 처리에 효과적인 것으로 알려져 있다(Ribeiro et al., 2021; Guo et al., 2009). 그러나 국내 사문석광과 같이 황화광과 산화광이 혼재되어 있고 니켈 품위가 낮으며 마그네슘 함량이 높은 복잡한 광석의 경우, 건식 제련으로 처리 시 높은 에너지 비용 대비 회수 효율이 낮아 경제성이 떨어진다(MacCarthy et al., 2014). 이에 따라 비교적 낮은 비용으로 니켈 침출 효율을 확보할 수 있는 습식 제련 공정이 더 유리하며, 광석 내 니켈의 분산 형태와 광물학적 특성에 맞는 공정 선택과 침출 조건 최적화가 요구된다.
저품위 니켈 산화광의 니켈 침출 효율을 개선하기 위한 다양한 습식 공정이 연구되어 왔다. 저품위 니켈광에 적합한 공정으로 고압산 침출(HPAL, High Pressure Acid Leaching), 상압 산 침출(AL, Atmospheric Acid Leaching), 황산 배소–침출(SRL, Sulfation-Roasting-Leaching)이 있다(Loveday, 2008; MacCarthy et al., 2014; Ribeiro et al., 2020). HPAL 공정은 철 함량이 높은 리모나이트형 니켈 산화광으로부터 니켈을 회수하는 데 효과적인 공정으로, 철은 주로 침철석(Goethite, FeOOH) 형태로 존재하며, 침출 과정에서 용해된 후 적철석(Hematite, Fe2O3)으로 침전되어 니켈의 선택적 침출이 가능하다(Chi et al., 2026). 그러나 마그네슘 혹은 알루미늄을 다량 함유한 사문석질 광석을 처리하는 경우, 투입된 다량의 산이 반응하여 산 소비량이 증가하는 단점이 있다. 또한 사문석 기원 실리카(SiO2)는 오토클레이브 및 후속 공정에서 슬러리 처리에 문제를 야기한다고 알려져 있다(Pandey et al., 2023). 이로 인해 운용 비용이 증가하고 공정 전반의 처리량이 감소하는 등의 전반적인 공정 효율 저하를 초래할 수 있어 사문석광을 처리하는 데 HPAL 공정은 적합하지 않다(Pandey et al., 2023; Stanković et al., 2020). 반면, AL 공정은 저온에서 개방형 반응기를 이용해 수행되므로 HPAL 공정에 비해 상대적으로 경제적인 공정으로 간주되며, 사문석광으로부터 니켈을 추출하는 데 효과적이라고 보고된다(Meshram and Pandey, 2019). 그러나, 사문석광의 상압 침출에서는 불순물 제거와 니켈의 선택적 회수가 어려우며, 동시 침출에 따른 산 소비량이 증가하는 문제가 발생한다(Stanković et al., 2020; Meshram and Pandey, 2019). 따라서 이러한 한계를 보완하기 위해 시약 사용량과 에너지 소비를 최소화하면서 니켈 회수율을 높일 수 있는 대체 공정을 찾고자 하는 연구가 시도되었다(Hariyanto et al., 2023a).
황산 배소–침출 공정은 앞서 언급한 한계를 보완할 수 있는 대체 공정으로 평가되는데, 이는 비교적 적은 양의 황산으로도 사문석광으로부터 니켈을 높은 회수율로 회수할 수 있는 공정으로 알려져 있다(Hariyanto et al., 2023a). 이 공정의 주요 메커니즘은 황산화 단계에서 사문석광 내 2가 금속(Ni2+, Mg2+, Fe2+ 등)과 3가 금속(Fe3+ 등)이 H2SO4와 반응하여 금속 황산염으로 전환되고, 배소 단계에서는 금속 황산염이 열역학적 안정성에 따라 순차적으로 산화물로 분해되는 반응에 기반한다(Zhao et al., 2024; Hariyanto et al., 2023a). 배소 과정에서 Fe2(SO4)3은 다른 금속 황산염에 비해 낮은 온도에서 우선적으로 Fe2O3로 분해되며, 이때 발생하는 SO3 가스는 잔존하는 니켈 및 마그네슘 산화물과 반응하여 이들을 다시 황산염으로 전환시킨다(Hariyanto et al., 2023a; Zhao et al., 2024; Hariyanto et al., 2023b). 그 결과, 철은 물에 불용성인 산화물 형태로 잔류하는 반면, 니켈과 마그네슘은 수용성 황산염 형태로 존재하게 되어 후속 수침출 공정에서 철로부터 선택적으로 분리·회수될 수 있다(Hariyanto et al., 2023a). 다만, 최근 연구에서는 광석 내 고농도의 마그네슘 규산염(Mg-silicate)이 공정 효율 저해 요인으로 작용할 수 있음이 제시되었다(Hariyanto et al., 2023a). 열역학적으로 MgO는 NiO보다 SO3와의 반응 친화도가 높아, 배소 과정에서 MgO-SO3 반응이 우선적으로 진행되면서 NiSO4 형성이 상대적으로 저해될 수 있다고 보고된다(Hariyanto et al., 2023a). 따라서 마그네슘 함량이 높은 사문석 기반 광석의 경우, 배소 온도 및 황산 공급량 등의 조건 최적화를 통해 니켈의 황산염 전환율을 극대화하는 것이 중요하다. 본 연구 대상 광의 광물학적 특성을 고려할 때, 산 소비량을 최소화하면서, 철로부터 니켈을 선택적으로 분리하고, 상대적으로 낮은 에너지로 운용 가능한 황산 배소–수침출 공정을 적용하는 것이 적합한 것으로 판단된다.
본 연구에서는 국내 저품위 사문석광을 대상으로 황산 배소–수침출 공정을 적용하여 니켈 회수 가능성을 검토하였다. 이를 위해 황산 배소 공정에서는 H2SO4 : Solid 질량비와 배소 온도를, 수침출 공정에서는 광액 농도와 침출 시간을 주요 변수로 설정하여 실험을 수행하였다. 최종적으로 니켈의 회수율을 평가함으로써 마그네슘 함량이 높은 사문석광에 대한 황산 배소–수침출 기초 자료를 제공하고자 하였다.
실험 방법
시료 및 시약
본 연구에 사용된 사문석광은 경북 안동시 풍천면에 위치한 사문석 광산으로부터 제공받았다. 황산 배소 공정에서 황산(95 wt.%, 삼전화학)을 사용하였고, 수침출에는 25°C 기준 비저항 18.2 MΩ·cm의 3차 증류수를 사용하였다.
광물학적 특성 분석
사문석광 내 구성 광물 상을 분석하기 위해 X-Ray Diffraction(XRD, Philips X’Pert MPD) 분석이 수행되었다. 또한, 대상 원광에 포함된 주요 원소 및 미량 금속의 농도를 분석하기 위해 X-Ray Fluorescence(XRF, MXF-2400, Shimadzu)와 Inductively Coupled Plasma-Atomic Emission Spectrometry(ICP-AES, 5300 DV, Perkin Elmer) 분석을 수행하였다.
또한, 사문석광 내 광물 조성을 분석하기 위해 시편을 제조하였다. 시편 제조 및 연마는 선행 연구를 참고하여 제조되었다(Han et al., 2025). 연마된 시편을 대상으로 사문석광 내 니켈이 주로 어떤 광물에 존재하는지를 확인하기 위해 Scanning Electron Microscopy-Energy Dispersive X-ray Spectroscopy(SEM-EDS, Hitachi TM3000-SwiftED 3000) 분석을 수행하였다.
시료 전처리
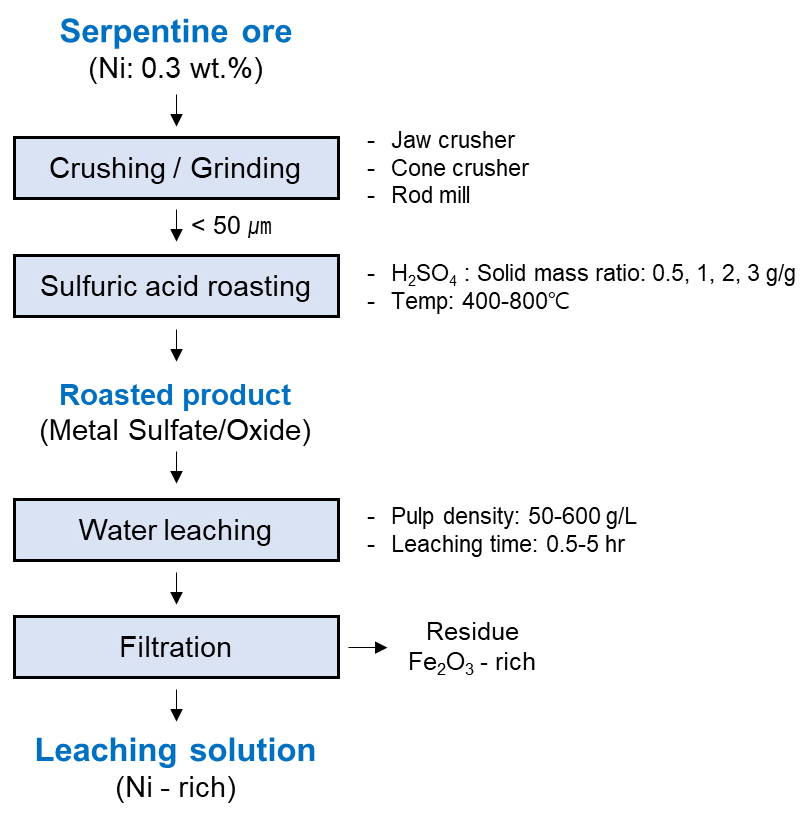
안동 사문석광으로부터 니켈을 회수하기 위한 개략도를 Fig. 1에 나타내었다. 먼저, 사문석광의 배소 및 침출을 용이하게 하기 위해 선행 연구와 동일한 죠크러셔와 콘크러셔를 이용해 1차 파쇄한 후 로드밀로 분쇄하였다(Han et al., 2025). 파분쇄를 통해 평균 입자 크기 약 50 µm를 얻었으며, 원광 분말 약 5 g을 기준 시료로 이후 실험을 수행하였다.
황산 배소 실험
수침출 시 용해 가능한 금속 황산염 형태로 니켈을 전환 및 회수하기 위해 황산 배소를 수행하였다. 실험 변수는 선행 연구를 참고하여 일반적인 범위로 설정하였다(Hariyanto et al., 2023a). 황산 배소 실험은 실험실 규모의 전기로(Electric furnace)를 사용하여 수행하였으며, 주요 변수로 H2SO4 : Solid 질량비(0.5, 1, 2, 3 g/g)와 배소 온도(400, 500, 600, 700, 800°C)를 설정하였다. 또한, 배소 과정 중 발생하는 SO3 가스의 분압은 별도로 제어하지 않았다.
배소 온도 범위는 철 황산염의 열역학적 거동을 고려하여 결정하였다. 선행 연구에 따르면, 철 황산염은 약 550–625°C 구간에서 분해 반응이 진행되는 것으로 알려져 있다(Guo et al., 2009). 이러한 열역학적 특성을 바탕으로 본 연구에서는 철 황산염의 분해 구간을 포함하는 온도 범위를 기준으로 설정하고 해당 구간의 전후 조건을 비교하기 위해 최저 온도 400°C와 최고 온도 800°C를 추가하여 전체 배소 온도 범위를 400–800°C로 설정하였다.
원광 분말과 95 wt.% 황산은 H2SO4 : Solid 질량비에 따라 혼합한 후 알루미나 도가니에 담아 전기로에 장입하였다. 승온 속도 5°C/min으로 고정하였으며, 목표 온도에 도달한 후 1 시간 동안 유지하였다. 배소 후 얻은 산물의 상 변화는 XRD 분석을 통해 평가되었다.
수침출
배소 산물로부터 황산염 형태의 화합물을 용해하기 위해 수침출 실험을 수행하였다. 침출 시간(0.5–5 시간)과 광액 농도(50–600 g/L)를 주요 변수로 설정하였다. 침출 반응은 상온(25°C)에서 자력 교반기를 사용하여 300 rpm으로 실험을 수행하였다. 침출 반응 종료 후 감압 여과기를 사용하여 침출액과 잔사를 분리하였다. 침출액 내 니켈, 철 및 마그네슘의 조성 변화는 ICP-AES를 이용해 정량 분석하였으며, 침출 잔사 내 상 변화를 확인하기 위해 XRD 분석을 수행하였다. 니켈, 철, 마그네슘의 침출률(X)은 식 (1)에 따라 계산하였다.
여기서 Cleached는 ICP-AES로 분석된 침출 용액 내 해당 금속의 농도를 나타내며, Wsample은 사용된 사문석광의 질량(5 g)이며, Csample은 사문석광 내 해당 금속의 농도를 나타낸다.
결과 및 고찰
광물학적 특성
Fig. 2는 안동 사문석 원광의 XRD 분석 결과를 나타낸 것이다. 분석 결과, 주 구성 광물은 사문석의 하위군의 리자다이트(Lizardite, Mg3Si2O5(OH)4), 투휘석(Diopside, CaMgSi2O6), 자휘석(Augite, (Ca, Na)(Mg, Fe2+, Al)Si2O6), 포스터라이트(Forsterite, Mg2SiO4)로 확인되었으며, 그 외에 마그네슘을 포함하는 몬모릴로나이트(Montmorillonite, (Al, Mg)2Si4O10(OH)2·nH2O)가 확인되었다. 또한 사문석 광상에서 주로 동반되는 자철석(Magnetite, Fe3O4)과 맥석 광물인 활석(Talc, Mg3Si4O10(OH)2), 방해석(Calcite, CaCO3)이 확인되었다. 이를 통해 해당 광석은 사문석을 주 광물로 하는 마그네슘 규산염 기반 광석임을 확인하였다.
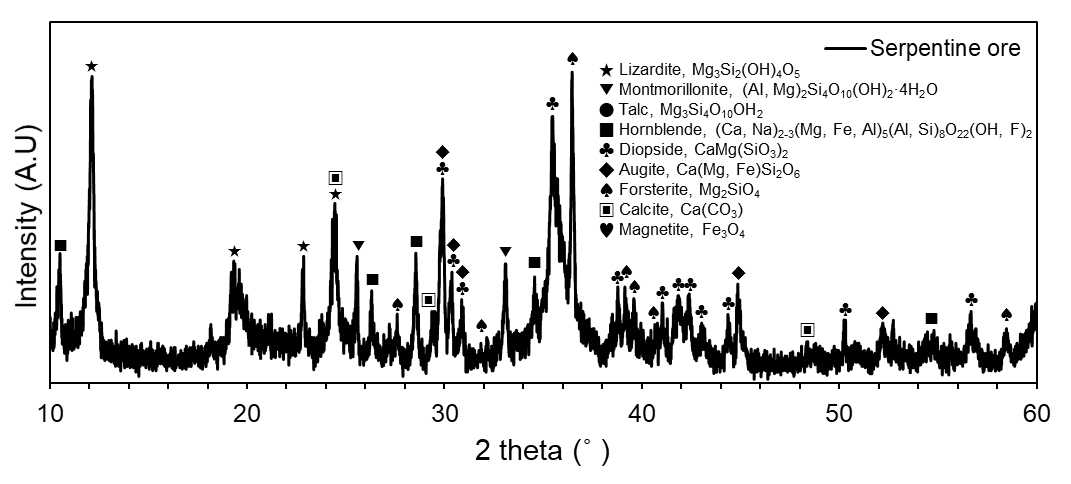
Fig. 3은 원광의 SEM–EDS 분석 결과를 나타낸 것이다. 원광 내에는 니켈 산화광과 황화광이 혼재되어 있는 것으로 확인되었으며, 니켈은 산화광에 산재 분포하는 것으로 나타났다. 산화광 상에서는 감람석이 주 상으로 추정되는 피크가 확인되었으며, 황화광 상에서는 펜틀란다이트(Pentlandite, (Fe, Ni)9S8), 자황철석(Pyrrhotite, FeS), 황철석(Pyrite, FeS2)으로 추정되는 피크가 확인되었다. 이를 통해 해당 광은 마그네슘 기반 니켈 산화광과 황화광이 혼재된 복합 니켈 광석임을 확인하였다.
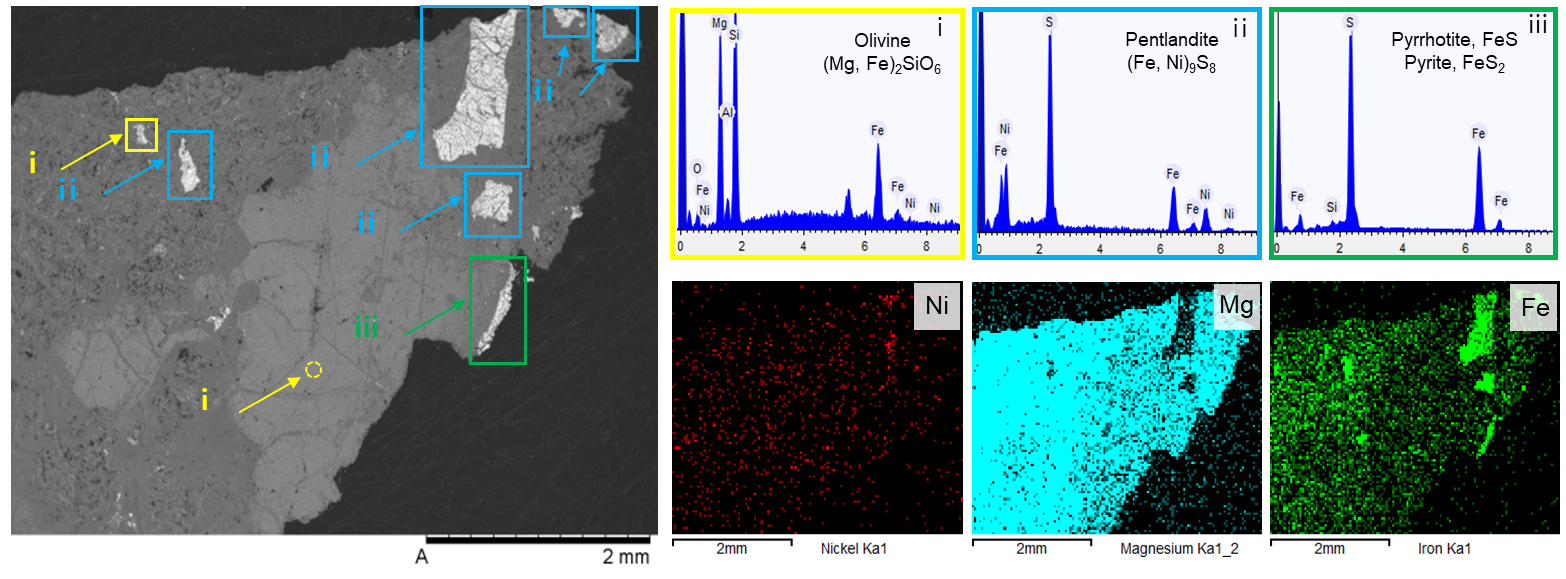
Table 1에 원광에 대한 XRF 및 ICP-AES 분석 결과를 나타내었다. 분석 결과, 원광 내 니켈 함량은 약 0.3 wt.%로 산출되었으며, 마그네슘 함량은 약 28 wt.%로 산출되었다. 이는 본 시료가 마그네슘이 다량 함유된 저품위 니켈광임을 나타낸다.
Table 1.
Chemical components of serpentine ore in this study
| XRF | ICP-AES | |||||||||
| Component | SiO2 | Al2O3 | Fe2O3 | CaO | MgO | K2O | TiO2 | MnO | Ni | Co |
| Concentrate (%) | 43.24 | 1.79 | 9.83 | 7.23 | 27.67 | 0.02 | 0.11 | 0.11 | 0.30 | 0.012 |
황산 배소 실험 결과
배소 온도의 영향
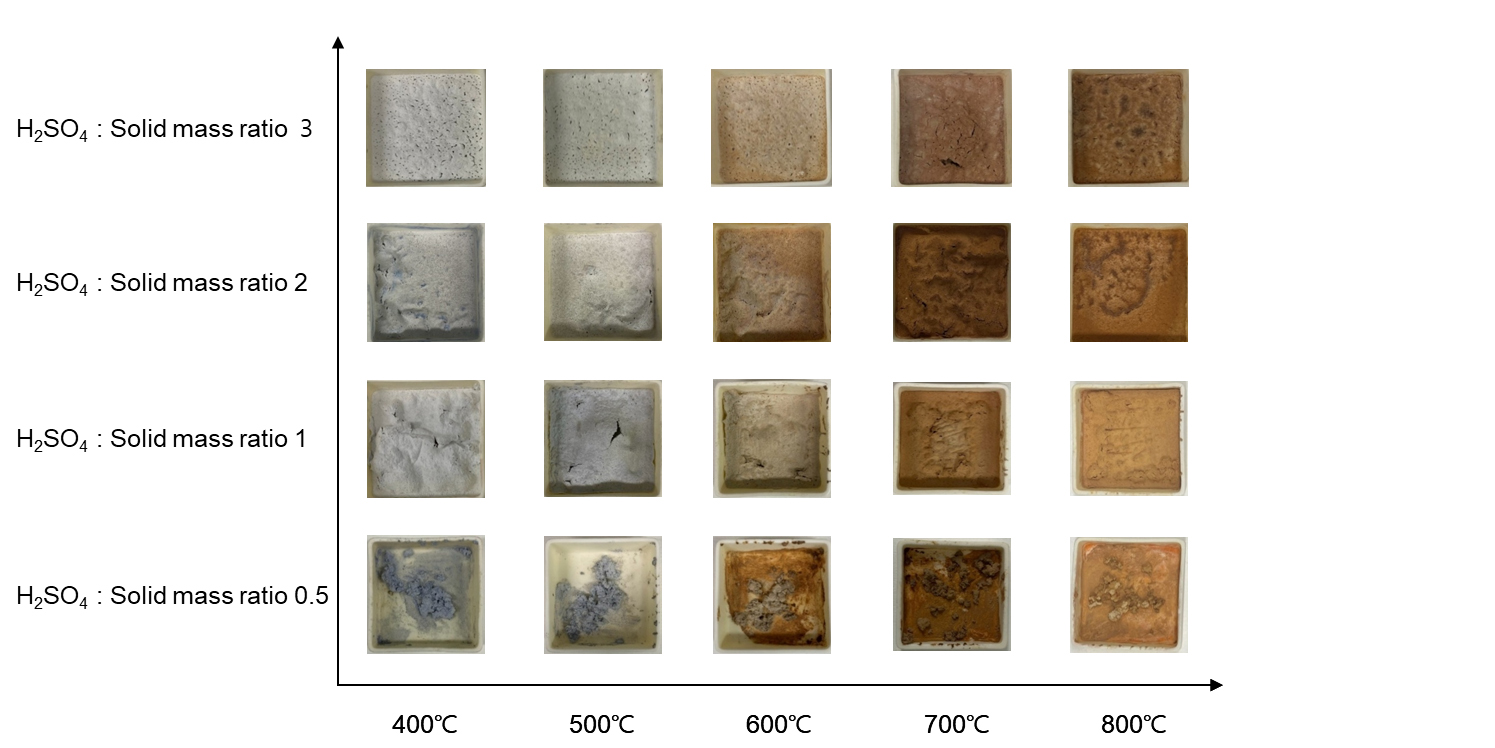
황산 배소 온도를 400–800°C 범위에서 5가지로 설정하고, H2SO4 : Solid 질량비를 달리하여 얻은 배소 산물의 사진을 Fig. 4에 제시하였다. 배소 온도 400–500°C 범위에서는 자철석의 고유 색인 회색빛을 띠었으나, 600°C 이상에서는 적철석의 고유 색인 적갈색으로 변화하는 것이 관찰되었다. 이는 배소 온도를 600°C 이상 높였을 때 철 황산염의 분해가 일어났음을 육안으로 확인할 수 있는 결과이다. 한편, H2SO4 : Solid 질량비에 따른 색 변화는 뚜렷하게 관찰되지 않았다.
H2SO4 : Solid 질량비 2 g/g 조건에서의 배소 산물을 수침출하여 얻은 침출액 내 니켈, 철 및 마그네슘의 침출률을 Fig. 5(a), (b), (c)에 각각 나타내었다. 니켈 침출률은 배소 온도 증가에 따라 큰 차이를 보이지 않았으나, 400–700°C 범위에서 비교적 높은 값을 나타내었으며, 약 700°C 초과 조건에서는 침출률이 급격히 감소하는 경향을 보였다(Fig. 5(a)). 철 침출률의 경우 배소 온도 400–500°C 구간에서는 침출률의 변화가 거의 없었으나, 500°C 이상에서 감소하기 시작하여 600–800°C 범위에서 급격히 감소하는 경향이 확인되었다(Fig. 5(b)). 마그네슘 침출률은 배소 온도 변화에 큰 영향을 받지 않은 것으로 확인되며, 약 40–50% 범위에서 유사한 값을 나타내었다(Fig. 5(c)). 마그네슘의 경우 열역학적으로 황산 배소–수침출을 통한 침출 억제가 어려운 것으로 알려져 있어, 본 연구 이후 침출액 후처리를 통해 마그네슘 분리 가능성을 검토하기 위한 후속 실험을 수행할 예정이다(Hariyanto et al., 2023a).
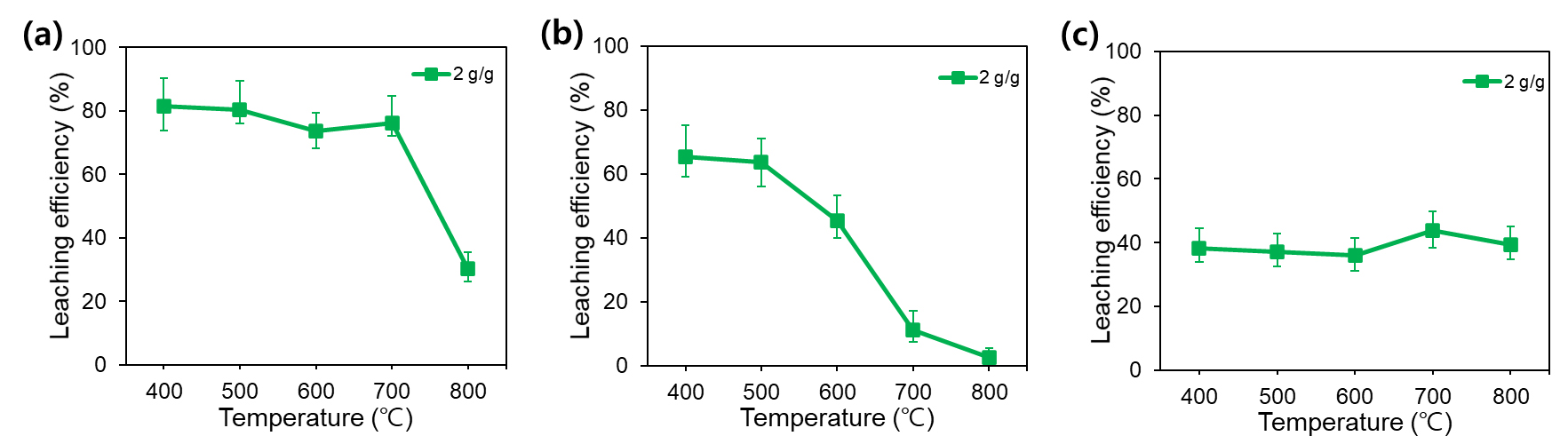
철의 경우, 아래 식 (2)에 제시한 바와 같이 Fe2(SO4)3의 분해 반응이 진행되면서 불용성 산화물 상으로 전환되기 때문에 철 침출률이 감소한 것으로 해석되며, 선행 연구에 따르면 해당 분해 반응은 약 500–625°C 범위에서 진행되는 것으로 보고되어 있다(Siriwardane et al., 1999).
해당 반응은 생성되는 SO3 분압에 의해 평형이 결정되며, SO3 분압이 낮아질수록 철 황산염이 분해되는 방향으로 반응이 이동할 수 있는 것으로 알려져 있다(Grudinsky et al., 2021). 한편, 본 연구에서는 배소가 개방형 전기로에서 수행되어 생성된 SO3가 반응계 외부로 확산될 수 있으므로, 이에 따라 상대적으로 낮은 SO3 분압 조건이 형성되어 철 황산염의 분해가 진행되었을 가능성이 있다. 또한 배소가 공기 분위기에서 수행되었기 때문에 산소에 의한 철의 산화 반응 역시 일부 영향을 미쳤을 것으로 판단된다. 이러한 해석은 Fig. 4에서 확인된 적갈색의 적철석 형성과도 일치한다. 이와 같은 상전이는 침출 단계에서 철의 용출을 억제하는 방향으로 작용하며, 결과적으로 배소 온도 상승에 따라 철 침출률이 급격히 감소한 것으로 해석된다. 동시에 이 과정에서 생성된 SO3는 황산화 단계에서 미반응한 니켈 혹은 마그네슘 산화물의 황산화에 부분적으로 기여할 가능성이 있다.
니켈의 경우, 배소 시 아래 식 (3)과 같이 NiSO4의 분해 반응이 일어나며, 약 700–800°C 범위에서 점진적으로 진행되는 것으로 알려져 있다(Siriwardane et al., 1999). 한편, 황산 배소 공정에서 아래 식 (4)와 같은 SO2와 O2의 반응으로 생성된 SO3 혹은 Fe2(SO4)3 분해로 생성된 SO3와 니켈 산화물이 반응하여 NiSO4를 형성 가능성이 있다고 보고되어 있다(Pickles and Marzoughi et al., 2018).
따라서, 400–700°C이 범위에서 니켈 침출률이 유지된 것은 황산과의 반응을 통해 NiSO4이 형성되고, 동시에 식 (3)에 나타낸 NiSO4의 열적 분해가 지배적으로 진행되지 않았기 때문으로 판단된다. 즉, 이 온도 범위에서는 생성된 NiSO4가 비교적 안정하게 유지되며, 그 결과 높은 니켈 침출률이 나타난 것으로 해석된다. 반면, 700°C를 초과하는 온도에서 니켈 침출률이 감소하는 경향을 보였다. 이는 NiSO4의 열적 안정성이 감소함에 따라 NiO와 SO3로 분해되는 반응이 일어나며, 동시에 SO3의 열역학적 안정성이 감소하여 SO3와 니켈 산화물 간의 황산화 반응이 제한되기 때문으로 해석된다(Pickles and Marzoughi et al., 2018). 이러한 복합적인 요인에 의해 700°C 초과 영역에서 니켈 침출률이 감소한 것으로 판단된다.
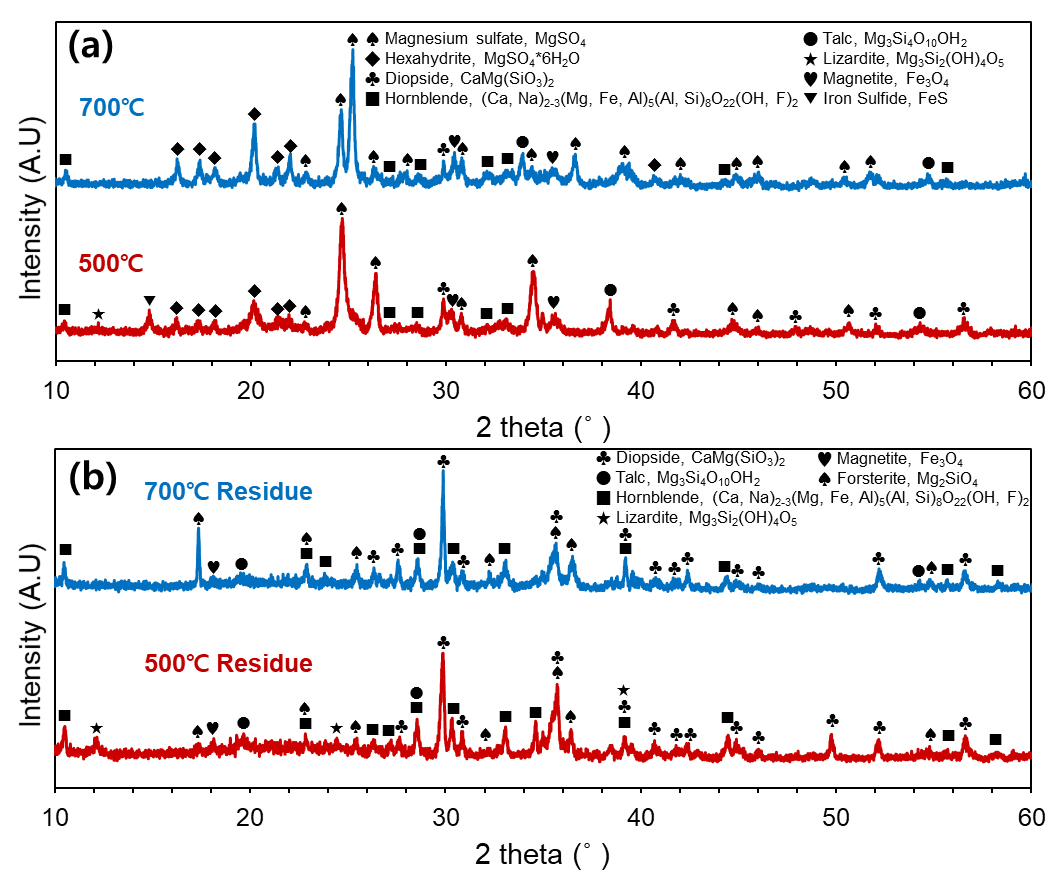
마그네슘의 경우, 본 연구에서 설정한 배소 온도 범위에서는 황산화 단계에서 형성된 MgSO4만이 침출에 기여한 것으로 판단된다. 비록, MgO-SO3 반응을 통한 MgSO4 생성은 열역학적으로 다른 금속 산화물에 비해 유리하다고 알려져 있으나, 본 실험의 온도 조건 범위 내에서는 마그네슘 침출률의 유의미한 증가는 관찰되지 않았다(Hariyanto et al., 2023a). 또한, 식 (5)에 제시된 MgSO4의 분해 반응은 약 840°C 이상의 온도에서 시작되는 것으로 보고되어 있어, 본 연구에서 적용한 온도 범위 내에서는 MgSO4의 분해에 따른 영향이 제한적이었을 것으로 판단된다. XRD 분석 결과(Fig. 6), 투휘석, 각섬석(Hornblende, (Ca, Na)2-3(Mg, Fe, Al)5(Al, Si)8O22(OH, F)2), 활석과 같은 일부 마그네슘 함유 규산염 광물은 배소 후에도 상 변화 없이 잔존한 반면, 자휘석과 몬모릴로나이트는 배소 이후 피크가 검출되지 않았으며, 이는 황산염 형성 및 용출에 일부 기여한 것으로 판단된다. 리자다이트는 500°C 조건에서만 검출되었으며, 이는 고온 조건에서는 비정질 또는 재배열된 Mg-Si 상으로 전환된 것으로 추정된다. 이러한 광물학적 특성으로 인해 배소 온도가 상승하더라도 침출 가능한 마그네슘의 총량이 크게 증가하지 않은 것으로 해석된다.
또한 Fig. 6에서 검출된 자철석(Fe3O4) 피크는 황산 배소 과정에서 새롭게 생성된 상이라기보다는 원광에 존재하던 자철석에 기인한 것으로 판단된다. 앞서 원광의 XRD 결과인 Fig. 2로부터 자철석이 함유되어 있음이 확인되었다. 또한 문헌에 따르면 사문석 광물의 변성 과정에서 자철석이 형성될 수 있는 것으로 보고된 바 있다(Kim et al., 2023). 따라서 배소 후 잔사에서 관찰된 Fe3O4 상은 황산 배소 반응에 의해 새롭게 형성되었다기보다는, 원광에 존재하던 자철석이 반응에 크게 참여하지 않은 채 잔존하여 검출된 것으로 해석된다.
결과적으로 니켈은 400°C에서 최대 침출률을 보였으나 500°C 조건에서도 오차 범위 내에 유사한 값을 나타내었다. 이에 니켈의 높은 침출률을 유지하면서 철 황산염 분해가 시작되는 온도 구간을 동시에 반영할 수 있는 조건으로 500°C가 적절한 배소 온도 조건으로 확인되었다. 또한, 철로부터의 선택적 분리를 고려할 때 700°C 조건이 적합한 것으로 판단되었다. 이에 따라 이후 수침출 조건에 따른 금속 침출 특성 비교는 이 두 배소 온도를 기준으로 수행하였다.
H2SO4 : Solid 질량비의 영향
H2SO4 : Solid 질량비를 0.5, 1, 2, 3 g/g으로 설정하고 배소 온도를 변화시켜 얻은 배소 산물을 수침출한 후, 침출액 내 니켈, 철 및 마그네슘의 침출률 결과를 Fig. 7(a), (b), (c)에 각각 나타내었다.
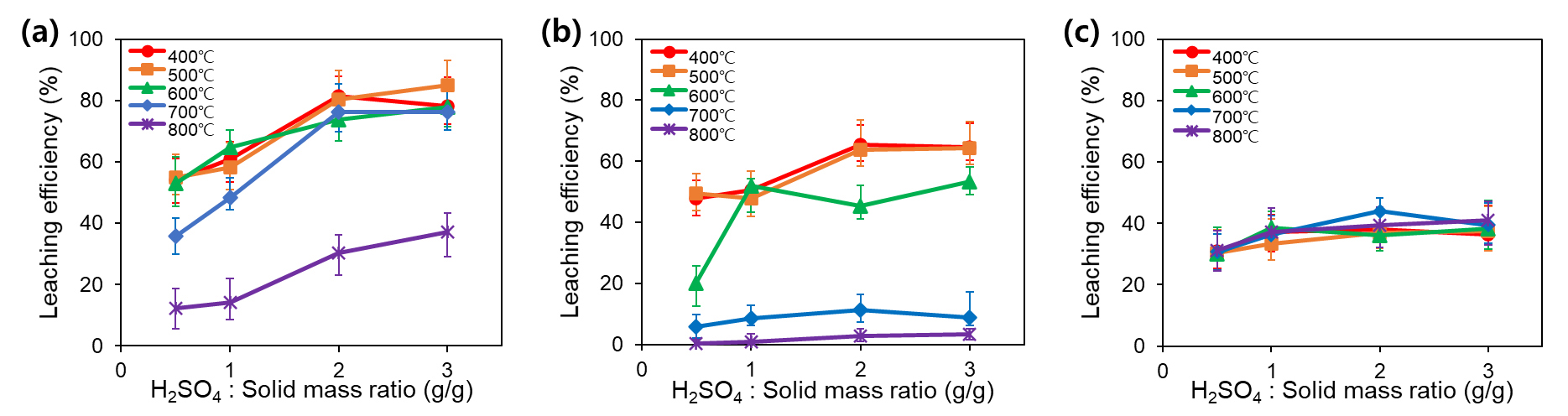
Fig. 7(a)에 제시한 바와 같이, 니켈 침출률은 배소 온도에 관계없이 H2SO4 : Solid 질량비 증가에 따라 전반적으로 증가하는 경향을 보였으며, 특히 H2SO4 : Solid 질량비가 1에서 2 g/g으로 증가할 때 침출률 증가폭이 가장 크게 나타났다. 반면, 0.5–1 및 2–3 g/g 구간에서는 상대적으로 완만한 증가를 나타냈다. Fig. 7(b)에 제시한 바와 같이 철 침출률의 경우 H2SO4 : Solid 질량비 증가에 따라 침출률이 완만한 증가 경향을 보였으나, 그 증가폭은 제한적인 것으로 확인된다. 한편, Fig. 7(c)에 제시한 바와 같이 마그네슘 침출률의 경우 H2SO4 : Solid 질량비 변화에 따른 뚜렷한 차이를 보이지 않았으며, 약 40–50% 범위에서 거의 일정한 값을 나타냈다.
우선 철의 경우, H2SO4 : Solid 질량비 0.5–2 g/g 조건에서 철 침출률의 증가 폭은 니켈에 비해 낮게 확인된다. 이는 낮은 H2SO4 : Solid 질량비 조건에서 철의 황산화 반응성이 제한적이기 때문으로 해석된다. 또한, 배소 단계에서 일부 철이 물에 불용성인 산화물 상으로 전환되었을 가능성이 있으며, 이러한 상은 수침출 과정에서 용해되지 않기 때문에 H2SO4 : Solid 질량비 증가에 따른 침출률 향상이 제한적으로 나타난 것으로 판단된다. 결과적으로 철 침출 거동은 황산 투입량보다는 배소 단계에서 형성된 철 화학종의 특성에 의해 지배되는 것으로 해석된다.
니켈의 경우, 낮은 H2SO4 : Solid 질량비에서의 침출률이 낮게 나타난 것은 광물 구조 내에 존재하는 니켈이 적은 양의 황산과 반응하는 과정에서 구조적 접근성에 의해 반응이 제한되었기 때문으로 해석된다. 한편, H2SO4 : Solid 질량비가 증가함에 따라 니켈의 침출률이 증가하는 경향을 보였다. 이는 사문석광에 존재하는 마그네슘 규산염 상을 분해하기 위해 황산의 투입량의 조절이 필요함을 의미한다. 특히 약한 Mg-O 결합이 파괴되어 니켈과 마그네슘이 용출되는 것으로 알려져 있으며, 이 결합이 파괴되는 것만으로도 니켈의 용출이 가능하다고 보고되어 있다(McDonald and Whittington et al., 2008). 따라서 황산 첨가량 증가에 따라 규산염 구조가 분해되어 규산염 상에 결합된 니켈이 용출되면서 NiSO4 형성이 가능해져 니켈 침출률이 유의미하게 향상된 것으로 해석된다.
마그네슘의 경우, 본 실험에서는 마그네슘 침출률에서 질량비 변화에 따른 유의미한 증감 변화가 관찰되지 않았다. 이러한 현상은 니켈 및 철 대비 마그네슘의 높은 초기 함량에 기인한 것으로, 침출된 절대량이 유사하더라도 산출된 침출률의 편차는 상대적으로 작게 반영된 결과로 사료된다. 또한 Fig. 6에서 확인할 수 있듯이 황산 투입량이 증가하였음에도 황산과 반응에 참여하지 못한 마그네슘이 잔사로 잔류함에 따라 침출률이 제한적으로 나타난 것으로 판단된다. 추가로 사문석의 침출 과정에서 실리카로 인한 마그네슘 침출 억제의 가능성이 보고된 바 있다(Peng et al., 2021). 따라서 마그네슘 침출 거동은 높은 초기 함량, 시료 특성 및 실리카에 의한 반응 제한이 복합적으로 작용한 결과로 판단된다.
결과적으로 H2SO4 : Solid 질량비 2 g/g 이상이 확보되어야 함을 확인하였으며, 이는 열역학적으로 불리한 조건에서도 충분한 황산 공급을 통해 저품위 광석으로부터 효과적인 니켈 침출이 가능함을 시사한다.
수침출 결과
침출 시간의 영향
침출 시간의 영향을 평가하기 위해 침출 시간을 0.5, 1, 3 및 5 시간으로 설정하여 실험을 수행하였으며, 그 결과를 Fig. 8에 나타내었다. Fig. 8(a)는 배소 온도 500°C, Fig. 8(b)는 배소 온도 700°C 조건에서의 침출 결과를 나타내며, 두 실험 모두 H2SO4 : Solid 질량비 3 g/g 및 광액 농도 100 g/L로 실험 조건을 고정하였다. 해당 온도 조건은 앞선 실험에서 각각 니켈 최대 침출률(500°C)과 철로부터의 니켈 선택적 침출이 확보되는 조건(700°C)으로 확인되었으며, 이에 두 조건으로 한정하여 침출 시간에 대한 영향을 평가하고자 하였다.
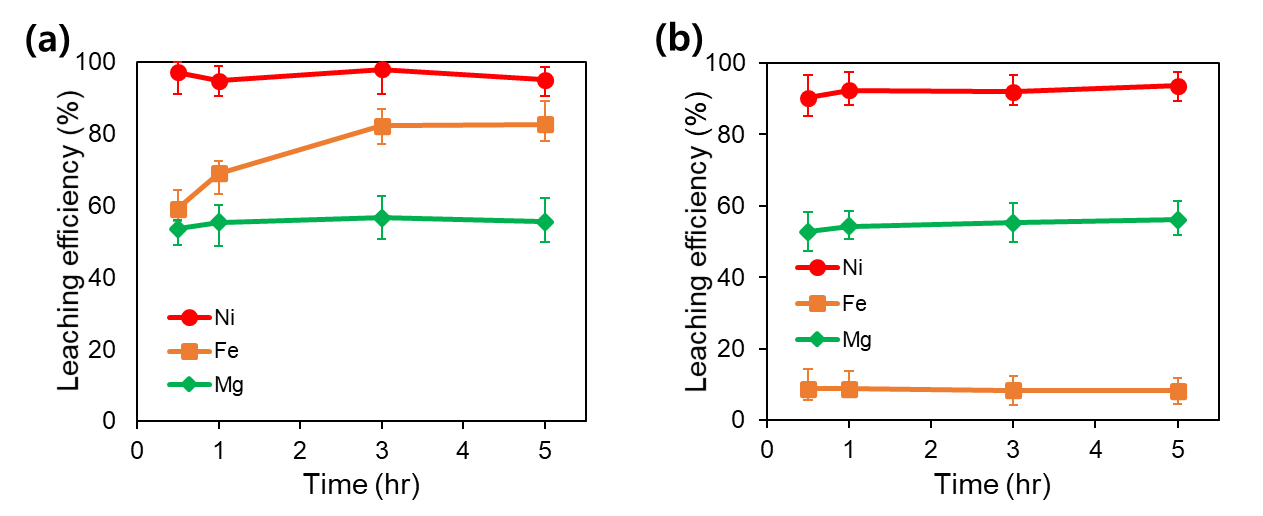
500°C 배소 산물의 경우(Fig. 8(a)), 침출 시간이 증가함에 따라 니켈 및 마그네슘 침출률은 전체적으로 5% 이내의 작은 변동만을 보였으나, 철 침출률은 시간이 지남에 따라 지속적으로 증가하여 3–5 시간 구간에서는 20% 이상 상승하는 경향을 나타냈다. 반면, 700°C 배소 산물의 경우(Fig. 8(b)), 니켈 및 마그네슘 침출 거동은 500°C 조건과 유사하게 시간에 따른 큰 변화를 보이지 않았으나, 철 침출률은 전 침출 시간 범위에서 현저히 낮은 값을 유지하는 것이 확인되었다.
이는 500°C 조건에서와 700°C 조건에서의 철의 존재 여부에 따라 상이하게 나타나는 것으로 확인된다. 우선, 500°C에서의 Fe2(SO4)3은 Fe2O3로의 전환이 완벽하게 이루어지기 전이며, 이에 근거하여 시간이 지남에 따라 Fe3+의 점진적인 용출이 진행되는 것으로 보이며, 장시간 침출 시 니켈이 최대 침출률을 보임에도 불구하고 니켈의 품위가 떨어지는 결과를 초래한 것으로 판단된다. 반면, 700°C에서의 철은 배소 과정에서 Fe2(SO4)3이 대부분 Fe2O3와 SO3로 분해되어 시료 내에 용해 가능한 Fe2(SO4)3 상이 거의 존재하지 않았고, 이로 인해 700°C에서는 침출 시간 증가에도 불구하고 Fe3+의 추가 용출은 제한적으로 나타난 것으로 추정된다.
결과적으로, 500°C에서의 철을 제외하곤 500°C 및 700°C 조건 모두에서 니켈, 철 및 마그네슘 침출률은 침출 시간 증가에 따른 유의미한 향상을 보이지 않은 것으로 나타났다. 따라서, 장시간 침출로 인한 추가적인 니켈 회수 이점이 제한적인 점을 감안하면, 침출 시간은 0.5–1 시간 범위가 적절한 조건으로 판단된다.
광액 농도의 영향
광액 농도의 영향을 평가하기 위해 광액 농도를 50–600 g/L 범위에서 4개 조건으로 설정하여 침출 실험을 수행하였으며, 그 결과를 Fig. 9에 나타내었다. Fig. 9(a)는 배소 온도 500°C, Fig. 9(b)는 700°C 조건에서의 침출 결과를 각각 제시하였다.
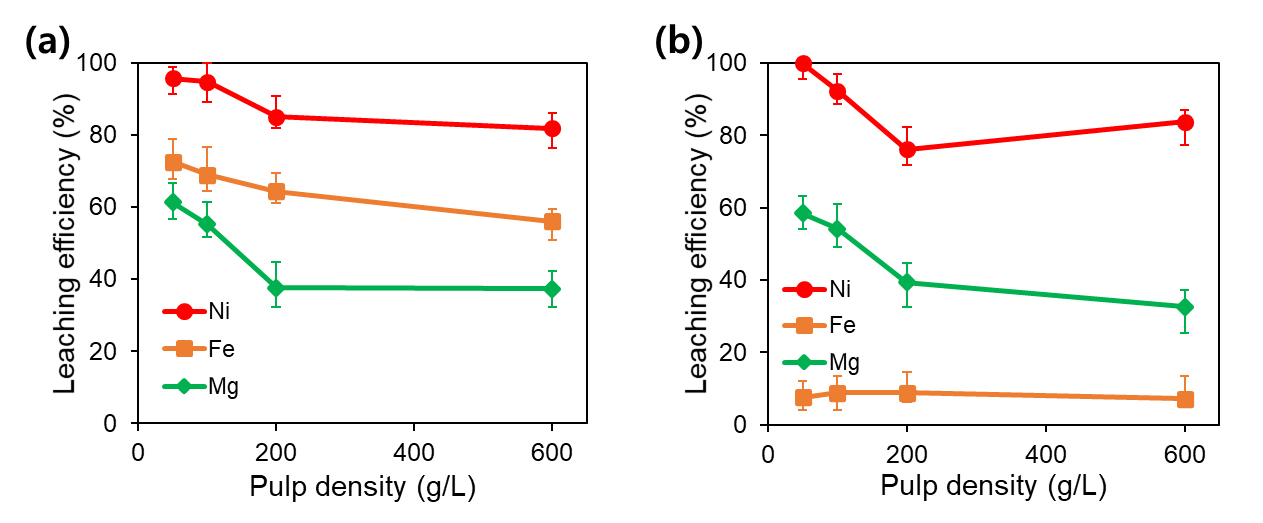
실험 결과, 두 배소 온도 조건 모두 광액 농도가 증가함에 따라 니켈, 철 및 마그네슘의 침출률은 전반적으로 감소하는 경향을 보였다. 특히, 광액 농도가 200 g/L 이상의 조건에서는 각 금속의 침출률이 큰 차이 없이 유사한 값을 나타냈다. 반면, 광액 농도가 200 g/L 미만의 조건에서는 니켈, 철 및 마그네슘의 침출률이 모두 증가하는 경향을 나타냈다.
이는 200 g/L를 기준으로 그 이상에서는 배소 산물 내에 형성된 금속 황산염이 충분히 용해되기에 물의 양이 제한적이었음을 시사한다. 반면, 그 미만일 경우 용매량 증가에 따라 황산염 용해가 효과적으로 진행되는 것으로 확인되며, 금속 황산염과 접촉하는 유효 비표면적이 확대되었기 때문으로 해석된다. 이러한 경향은 세 금속 모두 유사하게 관찰되어, 본 조건에서는 광액 농도가 금속별 선택성보다는 전반적인 용해 거동에 지배적인 영향을 미친 것으로 판단되며, 모든 금속 황산염이 용해되기 위해서는 충분한 양의 물의 공급이 필수적임을 시사한다.
결과적으로, 500°C 및 700°C 조건을 비교하면, 낮은 광액 농도 영역에서 니켈 침출률이 상대적으로 높고 철 마그네슘 침출률이 낮게 유지되었다. 따라서 니켈의 최대 침출 효율을 확보할 수 있는 광액 농도는 50–100 g/L 범위가 적절하다고 판단된다.
결 론
본 연구에서는 광물학적 분석을 통해 대상 시료가 사문석을 주 구성 광물로 하며, 일부 니켈 황화광을 포함하는 저품위 니켈 사문석 기반 복합광임을 확인하였다. 이러한 광물학적 특성을 고려했을 때 황산 배소–수침출 공정이 적합하다고 판단하였다. 이를 적용하여 니켈 회수 가능성과 금속 거동을 체계적으로 조사하였다.
황산 배소 실험 결과, 배소 온도는 선택적 침출 거동을 지배하는 가장 중요한 인자로 확인되었으며, 효과적인 니켈 회수를 위해서는 H2SO4 : Solid 질량비가 2 g/g 이상이고 배소 온도가 700°C 이상으로 확보되어야 함을 확인하였다. 특히 해당 온도 조건에서 철은 주로 불용성 산화물 상으로 전환되어 이후 수침출 과정에서 잔사로 제거될 수 있었으며, 이는 니켈의 선택적 회수에 유리한 조건을 형성하였다.
수침출 공정에서는 침출 시간이 30분 이상일 경우 금속 황산염의 용해가 충분히 진행되었으며, 배소 온도 700°C에서 침출을 수행하였을 때 니켈의 침출률은 높게 유지되는 반면, 철의 침출은 효과적으로 억제되어 선택적 침출이 가능함을 확인하였다. 또한 침출 거동 분석을 통해 실험 변수들이 니켈, 철 및 마그네슘에 서로 상이한 영향을 미침을 확인하였으며, 이는 각 금속의 열역학적 특성과 광물학적 존재 형태 차이에 기인한 것으로 판단된다.
다만, 배소 공정은 오픈형 전기로에서 수행되어 배소 중 생성되는 SO3의 분압을 제어하지 못한 한계가 있다. 향후 분위기 제어가 가능한 시스템에서 SO3 분압과 황산화 반응 간의 상관관계를 정량적으로 규명할 필요가 있다.
이러한 한계에도 불구하고, 본 연구는 국내 사문석 기반 저품위 니켈 복합광에 대해 황산 배소–수침출 공정을 적용함으로써 니켈의 선택적 회수 가능성을 실험적으로 입증하였다. 이러한 결과는 향후 국내 저품위 니켈 자원의 활용 가능성을 보여주며, 사문석광 처리 공정 최적화에 있어 기초 자료로 활용될 수 있을 것으로 기대된다.
