

서 론
비소오염수 처리 기술
전기응집 반응에 의한 비소 오염수 처리
현장 실증
금정광산 비소오염 광산배수 처리 현장 실증
충남 G지역 자연기원 지하수 비소오염 지하수 처리 현장 실증
베트남 하노이 마을 비소오염 지하수 가정용 처리시스템 현장 실증
베트남 Cu Khe 비소오염 지하수 상수도용 처리시스템 현장 실증
요약 및 결론
서 론
비소(Arsenic)는 자연계에서 널리 존재하는 준금속(metalloid) 원소로, 지각 내 평균함량은 약 1.5~2.0 mg/kg에 이르며, 물, 토양, 공기, 식품 등 다양한 환경 매트릭스에 존재하며, 자연적·인위적 요인 모두에 의해 기원할 수 있다(Ahn et al., 2007; Ahn and Ko, 2008; Joca et al., 2016).
세계보건기구(World Health Organization, WHO)는 비소의 장기노출이 피부암, 폐암, 방광암, 심혈관계질환, 신경독성, 당뇨병 등 다양한 건강피해를 유발 할 수 있다고 경고한 바 있으며(WHO, 2004), 일부 연구에서는 아동의 발달 저해 및 면역 기능 손상의 가능성도 제기하고 있다(Smith et al., 2002).
지하수 오염의 주요 원인은 비소 함유 지질·광물로, 산화환원·pH 조건에 따라 철·알루미늄 수산화물이나 황화물에서 비소가 용출된다(Kanel et al., 2023). 이로 인해 방글라데시, 인도, 베트남, 캄보디아 등 동남아시아 지역에서는 WHO의 음용수 기준(10 µg/L)을 초과하는 지하수 비소 오염 사례가 빈번히 보고되고 있다(McCarty et al., 2011).
비소는 산업폐수와 자연수계에서 자주 검출되며, 주로 As(III)와 As(V)의 형태로 존재한다. 이 중 As(III)는 전기적으로 중성이며 독성이 강하고 이동성이 높아, 일반적인 수처리 공정에서는 제거 효율이 낮은 것으로 보고되고 있다(Hamid et al., 2024). pH에 따라 비소의 화학종은 달라지며, 환원환경에서는 As(III)가 주로 pH 3~9에서 H3AsO3, pH 9~11에서 H2AsO3‒ 형태로 존재하고, 산화환경에서는 As(V)가 pH 3~7에서 H2AsO4‒, pH 7~11에서 HAsO42‒ 형태로 존재한다(Smedley and Kinniburgh, 2002).
비소 오염은 지질학적 및 인위적 요인에 의해 복합적으로 발생하며, 특히 As(III)의 높은 독성과 처리 난이도로 인해 효율적인 제거 기술이 요구된다. 기존의 석회침전, 응집·침전, 이온교환, 막여과, 흡착, 생물학적 처리 등은 각각의 한계를 지니며, 개발도상국이나 농촌지역에서는 단순한 운전과 낮은 유지관리 비용이 가능한 기술이 필요하다. 또한 As(III)는 산화되지 않으면 응집이나 이온교환 방식으로는 효과적으로 제거하기 어려워, 산화공정을 병합한 처리기술의 도입이 필수적이다.
이러한 문제를 해결하고자 다양한 산화병합 기술이 연구되고 있다. TiO2, ZnO, Fe2O3-Mn2O3, WO3/TiO2와 같은 광촉매를 이용한 광산화는 수분 내에 As(III)를 As(V)로 전환하는 성능을 보여주는 것으로 보고되고 있다. 또한, 전기화학적 반응에서는 전기화학 공정 내 양극에서 As(III)가 직접 As(V)로 산화되는 현상이 보고되었다. 이외에도 H2O2, UV, 오존 등을 병합한 공정들이 As(III) 산화효율을 높이기 위한 방안으로 제안되고 있다(Hamid et al., 2024).
전기응집(Electro-coagulation, EC)은 이러한 요구 들을 충족시킬 수 있는 기술로 부각되고 있다. EC는 전기화학적방법을 통해 양극에서 철(Fe) 또는 알루미늄(Al) 이온을 용출시켜 수중에서 수산화물을 형성하고, 이를 통해 오염물질을 포획 및 침전시키는 기술이다. 약품투입이 없이 실시간으로 응집제의 생성이 가능하며, 슬러지 발생량이 적고, 간단한 장비구성으로 현장적용이 용이하다는 장점을 가진다(Ji et al., 2011; Wan et al., 2011; Ghosh et al., 2019).
비소의 경우, EC 공정에서 생성된 Fe(OH)3 또는 Al(OH)3와의 흡착 및 공침 메커니즘을 통해 높은 제거효율을 보이며, As(III)가 EC 반응 중 산화되어 As(V)로 전환될 수 있어 그 효율은 더욱 향상된다(Bandaru et al., 2020; Oza et al., 2021).
본 기술보고문에서는 비소 제거를 위한 전기응집 기술의 연구 동향을 살펴보고, 국내외 현장에서 수행된 전기응집 반응을 이용한 비소 오염수 처리 시스템의 현장 적용 실증사례를 소개하고자 하였다. 현장 실증은 국내 폐금속 광산과 자연기원 지하수 오염 지역, 베트남 지하수 오염 지역에서의 사례를 정리하였다.
비소오염수 처리 기술
비소 오염수 처리를 위한 기술은 물리적, 화학적, 생물학적 접근 방식으로 다양하게 발전해 왔다. 특히 음용수 수질 기준이 강화됨에 따라, As(III)와 As(V)의 선택적 제거 및 저농도에서도 안정적인 처리 성능을 확보할 수 있는 기술 개발이 중요한 연구 과제가 되고 있다. 현재까지 실용화 및 상용화 가능성이 높은 비소 제거 기술로는 흡착, 이온교환, 막분리, 화학응집/침전, 생물학적 산화, 그리고 전기화학적 방법(전기응집 포함) 등이 있다(Table 1).
Table 1.
Characteristics, advantages, and disadvantages of arsenic treatment technologies
| Treatment Technology | Technology Overview and Characteristics | Advantages | Disadvantages | Reference (Text/Source) |
| Adsorption | Arsenic is removed via adsorption onto solid materials, such as activated alumina, iron oxide, and other media. | High removal efficiency and simple operation | Media replacement and regeneration required | Reis and Duarte, 2019 |
| Ion Exchange | Arsenic ions are exchanged with less harmful ions using resin materials. | Selective removal possible | Sensitivity to coexisting ions | Smith et al., 2002 |
| Membrane Filtration | Uses pressure-driven membranes, such as RO or NF, to physically separate arsenic from water. | High removal rate | High cost and energy requirements | Mandal, 2017 |
| Coagulation and Filtration | Addition of coagulants forms flocs that adsorb arsenic and are removed via filtration. | Widely applicable and cost-effective | Sludge generation | Ćurko et al., 2011 |
| Electrocoagulation | Electrochemical dissolution of iron or aluminum electrodes generates coagulants in situ. | No chemical addition required, with a compact system | Electrode passivation and energy requirement | Hamid et al., 2024 |
흡착 공정은 활성탄, 제올라이트, 금속 산화물(특히 Fe, Mn, Al 기반)의 표면에 비소를 물리적 또는 화학적으로 포획하는 방식으로, 비교적 단순하고 운전이 용이 하다는 장점이 있다. 최근에는 Mn-Fe 이중산화물이나 폐자원 기반 흡착제(Mn-coated sand 등)를 이용한 고성능 흡착제가 주목받고 있으며, 이들은 As(V)에 대해 우수한 선택성과 제거 효율을 보인다(Han et al., 2022). 다만, As(III)는 비극성 분자에 가까워 흡착 효과가 낮기 때문에 전처리 산화공정과의 병합이 요구된다(Ghosh and Chaudhari, 2025).
막분리 공정은 역삼투(Reverse Osmosis, RO), 나노여과(Nanofiltration, NF), 한외여과(Ultrafiltration, UF) 등의 기술을 이용하여 물리적으로 비소 이온을 제거하는 방식이다. 막여과는 높은 제거율과 안정적인 품질의 처리수를 제공하지만, 고가의 설비, 막 오염 및 농축수 처리 문제가 동반된다. 특히 RO 공정은 As(III)와 As(V)를 모두 제거할 수 있으나 에너지 비용이 높고, 정기적인 막 교체가 필요하다. 이러한 단점을 보완하기 위해 하이브리드 공정(예: EC + UF, EC + RO)이 제안되고 있다(Channa et al., 2024).
화학적 응집/침전은 전통적인 수처리 기술로서 알루미늄염(Al2(SO4)3), 철염(FeCl3, FeSO4)을 투입하여 비소와 반응시킨 후 플록을 형성, 침전시켜 제거하는 방법이다. pH와 알칼리도에 민감하며, 슬러지 발생량이 많고 약품 저장/주입 시스템이 필요하다는 한계가 있다. 그러나 간단하고 처리속도가 빠르다는 점에서 여전히 많은 중규모 정수장에서 사용되고 있다.
생물학적 산화는 As(III)를 As(V)로 산화시키는 미생물(예: Acidithiobacillus ferrooxidans 등)을 이용하는 방식으로, 화학약품 없이도 고효율의 산화 처리가 가능하다는 장점이 있다. 하지만 반응속도가 느리고, 반응기 설계 및 운전조건 최적화가 복잡하여 대규모 실용화는 제한적이다.
이러한 기술들에 비해, 전기화학적 처리 특히 EC는 낮은 유지관리 비용, 약품 미사용, 슬러지 발생 저감 등의 장점을 가진다. EC는 전극에서 금속이온을 전기화학적으로 생성하여 수중의 비소를 수산화물 플록에 포획/침전시키는 방식으로 작동한다. 다양한 연구에서 EC는 pH 6.5~7.5 구간에서 As(V)에 대해 >95%의 제거율을 보여 왔으며(Ji et al., 2011; Das and Nandi, 2021), As(III)에 대해서는 추가적인 산화 또는 전기촉매 조치와 병합 시 고효율 처리가 가능하다(Bandaru et al., 2020; Yu et al., 2024).
또한, 다양한 전극 재료(Fe, Al, Al-Fe, FeCO3)와 전류밀도, 반응시간, 전극 배열에 따른 처리 효율 및 슬러지 특성이 보고되었으며, 최근에는 다양한 전극배열, 전류밀도, 반응시간, pH 등 운전조건 최적화 뿐만 아니라, 연속식 EC 시스템(Tenodi et al., 2024), 현장형 태양광 EC 시스템(Oh et al., 2019), 다성분 오염 제거를 위한 복합전극시스템(Castañeda et al., 2024) 등 실용화 연구도 활발히 이루어지고 있다.
전기응집 반응에 의한 비소 오염수 처리
가용성 양극, 즉 알루미늄이나 철 등을 전극으로 하고 직류전격을 공급하면, 양극(Anode)에서는 전기분해 반응 중에 Al3+, Fe2+ 등 금속이온이 산화되어 용출되고, 음극(Cathode)에서는 물의 전기화학적 반응에 의해 OH‒가 발생된다. 이 과정에서 Fe(OH)2, Fe(OH)3, Al(OH)3 등의 금속수산화물이 생성되며, 생성된 금속수산화물에 의해 수중의 각종 오염물질이 응집, 흡착, 침전의 반응을 통해 제거될 수 있다. 이러한 반응을 전기응집(Electro-coagulation, EC) 반응이라고 한다. EC의 주요 특징은 화학 응집제 투입 없이 장치 내에서 직접 응집제를 생성한다는 점과, 슬러지 발생량이 비교적 적고, 운전 자동화가 용이하다는 데 있다. 이러한 장점 덕분에 EC는 중금속, 유기물, 탁도, 병원균 등의 제거뿐만 아니라 비소 처리에도 효과적인 기술로 주목받고 있다.
전기응집에 의한 비소 제거 기작은 다음과 같은 단계로 요약된다: (1) 양극에서 Fe 또는 Al 이온의 전기화학적 용출, (2) 수중 pH 조건에 따른 금속 수산화물(M(OH)3) 형성, (3) 형성된 수산화물 플록에 의한 As(V)의 흡착 및 공동침전, (4) 플록 응결 및 침강. As(III)의 경우, 처리 효율이 낮기 때문에 EC 반응 동안 공기 주입, H2O2 생성, 또는 초음파 산화 등을 통해 As(V)로 산화시킨 후 흡착 효율을 높이는 방식이 활용되기도 한다(Bandaru et al., 2020; Oza et al., 2021). 형성된 금속 수산화물은 비소를 포함한 음이온을 전기적으로 흡착하고, 표면 착화합물을 형성하거나 공동침전시키는 방식으로 제거한다.
EC 반응과정에서 양극(anode)에서 전극으로 철(Fe0)을 사용할 경우를 자세히 살펴보면 다음 식 (1), (2), (3)과 같다.
양극:
음극:
EC에 반응에서 발생된 철수산화물에 대한 비소의 흡착은 화학약품의 투입에 의한 철수산화물에 대한 흡착보다 우수한 비소제거 효율을 보인다(Ji et al., 2011).
여러 연구에서 철전극 기반의 EC 반응을 이용한 As 처리에 대해 다양한 연구가 진행되어 왔다. Table 2에 대표적인 연구 사례를 정리하였다.
Table 2.
Examples of arsenic treatment research based on electrocoagulation
|
Electrode Type | Contaminants | Current Density (mA/cm2) |
Reaction Time (min) |
Removal Efficiency | Reference |
| Fe | As(V) 75~500 µg/L | 0.175~0.50 | 7.5~16 | <10 µg/L | Kobya et al., 2016 |
| Fe, ACAIE1) | As(III) 1464 µg/L | 1.56 | 3–5 | >99% | Bandaru et al., 2020 |
| Fe | As(V) 100 µg/L | 0.431 | 30 | 99.4% | Das and Nandi, 2021 |
| Fe | As 200 µg/L | 8.33 | 15 | >90% | Dutta et al., 2021 |
| Fe + ultrasonication | As 290 µg/L | 20.83, 41.66 | 60, 15 |
98.44%, 98.09% | Oza et al., 2021 |
| Fe |
As 3.5 mg/L, Mn 4.5 mg/L | As 0.5 Mn 2.0 | 60 |
As 99% Mn 60% | Safira et al., 2024 |
| Fe, Al | As 120 µg/L | 1.1–4.4 | 2.4~19.2 |
Fe electrode 46~96% Al electrode 52~89% | Tenodi et al., 2024 |
| Al, Fe, Al–Fe |
As 35.5 µg/L, F– 1.1 mg/L, SiO2 147 mg/L | 5 | 20 |
As 0.45 µg/L (Fe electrode) | Castañeda et al., 2024 |
Kobya et al.(2016)은 세 가지 EC 반응기 구성(각기 다른 부피 및 S/V 비율)을 통해 비소 제거 성능을 평가하였다. 전류 밀도와 반응 시간은 응집제 생성 속도와 플록 형성에 결정적인 인자로, 전류 밀도가 높을수록 EC 시간은 짧아졌다. 실험 결과, 5.00 A/m2에서는 약 8분, 2.50 A/m2에서는 13분, 1.75 A/m2에서는 15분 내에 WHO 기준(10 µg/L 이하)을 만족하였다. 비소는 EC 과정에서 형성된 철(옥시)수산화물 플록에 흡착 및 공침되어 제거되며, 주요 부산물로는 레피도크로사이트(Lepidocrocite, 침철석(Goethite), 적철석(Hematite) 등이 관찰되었다.
철 기반 전기응집(Fe-EC)은 저렴하면서도 효과적인 비소 제거 기술로 알려져 있지만, 반응 속도가 느리고 장시간 운전(수 시간)이 필요한 단점이 있다. 이를 개선하고자 Bandaru et al.(2020)은 공기 음극 보조 전기응집(Air Cathode Assisted Iron Electrocoagulation, ACAIE) 기술을 도입하였다. 이 기술은 탄소 기반의 공기 음극에서 과산화수소(H2O2)를 자체적으로 생성하여, Fe(II)의 빠른 산화와 As(III)의 완전 산화를 유도한다. 실험에서는 초기 As(III) 농도 1464 µg/L 조건에서 단 0.5분(전하주입률 1200 C/L/min) 만에 As 농도를 4 µg/L 이하로 낮추는 데 성공하였고, WHO 기준(10 µg/L)을 안정적으로 만족시켰다. Fe-EC와 ACAIE 모두 동일한 총 전하량(600 C/L)으로 운전했으며, 전류 밀도는 약 1.56 mA/cm2로 같았으나, ACAIE가 훨씬 짧은 시간 안에 비소 제거 성능을 보였다. XRD 및 XAS 분석에 따르면 Fe-EC는 As(III)의 산화 불완전성, Fe(II) 산화의 저효율성, 그리고 Fe(II–III) 혼합 수산화물 형성으로 인해 비소 제거가 제한되었음을 확인하였다. 반면, ACAIE는 캘리포니아 농촌 지역의 실제 오염 지하수에 대해서도 19초 체류시간만으로 효과적인 비소 제거를 달성하며, 현장 적용성에서도 뛰어난 가능성을 보여주었다.
Das and Nandi(2021)는 수돗물 내 As(V) 제거를 위한 Fe 기반 전기응집(EC) 공정의 최적 조건 및 운영 비용을 평가하였다. 실험은 3 L 배치 반응기에서 수행되었으며, 전극은 저탄소 철판(100 × 58 × 1 mm, 표면적 116 cm2) 2개를 사용하였고, 전극 간 거리는 0.5 cm로 고정되었다. 초기 비소 농도는 최대 400 mg/L까지 설정되었으나, 100 mg/L 조건에서 주요 실험이 수행되었다. 전류밀도는 0.172–0.862 mA/cm2 범위에서 조절되었고, pH는 5–9 구간에서 평가되었으며, 중성 조건(pH 7)에서 가장 높은 제거 효율을 보였다. 특히 0.431 mA/cm2의 전류밀도, NaCl 0.33 g/L 조건에서 99.4%의 제거율을 달성하였으며, As(V) 농도는 WHO 기준인 10 µg/L 미만으로 20분 이내에 감소하였다. 해당 조건에서의 전극 소비량은 0.0486 kg/m3, 전력 소비는 1.489 kWh/kg(Fe)였으며, 처리 비용은 약 0.0488 USD/m3로 산출되었다.
비소 제거 반응은 1차 반응속도 모델에 적합하였고, 반응속도 상수는 0.2549 min‒1(0.862 mA/cm2 조건)로 나타났다. 실험 결과는 적정 전류 밀도와 반응 시간 조절을 통해 고효율, 저비용의 비소 제거가 가능함을 입증하였으며, Fe 전극을 활용한 전기응집 기술이 실제 수돗물 정화에도 적용 가능한 경제적 대안임을 보여주었다.
Dutta et al.(2021)은 인도 서벵골 지역의 비소 오염 지하수를 대상으로 철 기반 전기응집(EC) 실증 실험을 수행하였다. 실험실에서는 초기 As(V) 농도 0.2 mg/L 조건에서 전류 1 A, 전극 면적 120 cm2를 적용하여 약 8.33 mA/cm2의 전류밀도 하에 운전하였고, 90% 이상 제거율과 WHO 기준 이하(10 µg/L)의 최종 농도를 달성하였다. 현장에서는 6–7개의 철 전극이 장착된 시스템을 하루 1000–6000 L 처리 용량으로 운전하였으며, 실제 지하수의 초기 비소 농도는 0.12–0.31 mg/L 범위였다. 최적 조건에서 전하 투입량은 9–12 C/L, 처리수 내 잔류 비소 농도는 0.003–0.015 mg/L로 감소하였다.
Oza et al.(2021)은 초음파(US) 산화와 전기응집(EC)을 병합한 공정을 통해 As(III) 제거 효율을 향상시키는 실험을 수행하였다. 실험은 모사 지하수(As 0.29 mg/L)를 대상으로 초음파 산화 120분(40 kHz) 및 이어지는 전기응집 60분을 적용하였다. 초음파 공정은 As(III)를 As(V)로 산화시키는 역할을 하며, 산화된 As(V)는 철 전극에서 생성된 수산화철 플럭에 의해 제거되었다. 전기응집 반응기의 운전 조건은 전류밀도 20.83 A/m2(2.083 mA/cm2), pH 8.2, 전극 면적 0.0024 m2, 전극 간 거리 2 cm, 반응부피 0.5 L였으며, 이 조건에서 최종 As 농도는 0.0042 mg/L로 감소, 98.44% 제거율을 기록하였다. 또한 고전류밀도 조건(41.66 A/m2, 즉 4.166 mA/cm2)에서는 초기 농도 0.5 mg/L 기준으로 15분 내에 최대 98.09% 제거율을 달성하였으며, 이후에는 탈착 및 확산저항 증가로 제거율이 감소하거나 정체되었다. 이 공정은 단일 EC보다 제거 효율이 높고 반응속도가 빠르며, As(III)와 같은 중성 및 독성이 강한 종의 산화 제거에 특히 효과적인 것으로 나타났다.
Safira et al.(2024)은 중성의 합성 및 유사 광산수를 대상으로 As(III)와 Mn(II)의 동시 제거를 위한 전기응집(EC) 기술의 성능을 평가하였다. 주요 실험은 초기 비소 농도 3.5 mg/L, 망간 농도 4.5 mg/L의 합성 광산배수(As+Mn)를 대상으로 진행되었으며, 철 전극(Fe, 121 cm2) 2개를 사용하였다. 최적 조건은 전류밀도 As는 0.5 mA/cm2, Mn은 2.0 mA/cm2, pH 6.0–6.5, 반응시간 60 분, 전극 간 거리 10 mm로 설정되었고, 이 조건에서 As는 97% 이상, Mn은 최대 약 60% 제거되었다. Mn 제거를 위해서는 As보다 약 4배 높은 전류밀도가 요구되었으며, As는 20 분 이내에 99% 제거된 반면, Mn은 최대 제거에 60 분이 소요되었다. 동일 조건을 적용한 혼합 광산수(As + Mn) 실험에서도 As는 99% 제거되었고 Mn은 57% 제거되었으며, EC 처리를 통해 수질의 독성이 증가하지 않아 현장 적용성도 입증되었다.
Tenodi et al.(2024)는 철(Fe)과 알루미늄(Al) 전극을 사용한 연속식 전기응집(EC) 공정을 통해 지하수의 As 제거 효율을 최적화하는 실험과 모델링 연구를 수행하였다. 사용된 지하수의 초기 비소 농도는 120 µg/L였으며, 반응기는 유량 2.5 L/min, 체류시간(HRT) 2.4–19.2 분 조건에서 운전되었다. 최적 조건은 철 전극, 전류밀도 1.5 mA/cm2, HRT 9.6 분에서 도출되었으며, 이때 처리 효율은 96%로 최종 농도는 5 µg/L 미만이었다. 알루미늄 전극의 경우 동일 조건에서 약 85%의 제거율을 기록하였고, HRT를 19.2 분까지 늘리면 WHO 기준(10 µg/L)을 만족시켰다. 모델링 결과, 철 전극이 알루미늄 전극보다 낮은 전류밀도와 짧은 체류시간에서 더 높은 제거 성능을 보였으며, 이는 Fe(OH)3 플록의 비소 흡착 능력이 우수하기 때문임이 확인되었다.
Castañeda et al.(2024)는 Mexican Bajío(Guanajuato state) 지역 지하수를 이용하여 As, F‒, SiO2를 동시에 제거하기 위해 알루미늄(Al), 철(Fe), 그리고 Al–Fe 혼합 전극을 이용한 전기응집(Electrocoagulation, EC) 공정을 비교하였다. 초기 농도 As 35.5 µg/L, F‒ 1.1 mg/L, SiO2 115 mg/L 조건으로 실험을 수행하였으며, 전류밀도 5 mA/cm2에서 Fe 전극은 20 분 이내에 As를 99% 이상 제거하여 최종 농도를 5 µg/L 이하로 낮추었다. Al 전극과 Al–Fe 혼합 전극의 As 제거율은 각각 94%와 97%였으며, F‒와 SiO2 제거에서도 Fe 전극이 가장 우수한 성능을 보였다. 모든 오염물질 처리 후 수질은 WHO 음용수 가이드라인을 만족하였으며, 연구 결과 Fe 전극 기반 EC 공정은 다중 오염물질이 함유된 인공폐수 처리에 있어 단일 공정만으로도 높은 처리 효율을 달성할 수 있는 효과적인 기술임이 확인되었다.
현장 실증
국내 현장 실증 사례는 폐금광인 금정광산의 광산배수와 자연기원 지하수 오염 지역인 충남 G지역에서 수행한 사례를 소개하고자 한다. 해외 현장실증 사례는 베트남 지하수 오염 지역에서 가정용 처리시스템과 마을 상수도용 처리시스템의 사례를 소개하고자 한다. 각 현장 실증에서의 원수 수질, 전기응집 시스템의 구성, 운전 조검 및 결과에 대해 Table 3에 정리하였다.
Table 3.
Field demonstrations of electrocoagulation in arsenic removal
| Site | Source Water Quality | System | Operation | Result | Reference |
| Geumjeong Mine Water, Bonghwa, South Korea |
pH 8.67, As 488 µg/L |
Iron electrode reactor (470 × 100 × 3 mm), 2 units; EPS foam filter, 1 unit |
8 m3/d, 2.3 V, ~4.6 A, 1 h operation, stabilized after 20 min |
As <5 µg/L | Ji et al.,2017 |
| Geumsan Groundwater, Chungnam, South Korea |
pH 8.2, As 41.7 µg/L |
Iron electrode reactor (470 × 100 × 3 mm), 3 units; EPS foam filter, 3 units (parallel) |
12 m3/d, 23 V, ~4.3 A, 2 A per set (0.355 mA/cm2), 50 h continuous |
As <10 µg/L | Ji et al.,2017 |
| Hanoi Groundwater, Vietnam (Household Well) |
pH 7.24, As 375 µg/L, Total coliform 10.3 CFU/mL |
Iron electrode reactor (40 × 250 × 3 mm), 2 units; EPS foam filter, 1 unit | 0.5 m3/d, 2 A, 0.83 mA/cm2, stabilized after 2.5 h |
As <10 µg/L, Coliform 0 CFU/mL | Oh et al., 2019 |
| Cu Khe Groundwater, Vietnam (Village Water Supply) |
pH 7.1–7.8, As 50–150 µg/L |
Iron electrode reactor (550 × 60 × 3 mm), 4 units; EPS foam filter, 2 units |
24 m3/d, 14.1–49.9 V, 0.5–2.0 A, 40 d continuous | As <10 µg/L | Pak et al., 2019 |
금정광산 비소오염 광산배수 처리 현장 실증
경북 봉화군에 위치한 금정광산은 9,130ha 면적에서 금, 은, 철을 생산했던 금·은 광산으로, 1988년 광업권이 소멸되었다. 이 광산의 배수는 약알칼리성을 나타내며, 높은 산화환원전위(ORP)와 용존산소(DO) 값을 통해 산화환경임이 확인되었다. 특히 비소 농도는 약 400~500 µg/L로, 먹는 물 기준치(10 µg/L)를 40~50배 초과하는 심각한 수준이다.
현장 실증용 전기응집 수처리 시스템은 태양광 패널, 전기응집 반응조, 여과조, 정수조로 구성된다. 태양광 패널에서 공급받은 에너지로 펌프가 원수를 유입수조로 이송하고, 이후 각 단계로의 오염수 이송은 수두차를 이용한 자연 유하 방식으로 진행된다.
전기응집 반응조는 총 3기가 설치되어 오염수가 각 반응조에 균등하게 분배되어 병렬로 유입된다. 각 반응조에는 철 전극(길이 470 mm × 폭 100 mm × 두께 3 mm)이 양극 3개, 음극 4개로 총 7개가 순차 배치되어 있으며, 탈부착이 가능하여 유지보수가 용이하다.
오염수는 전기응집 반응조 하부로 유입되어 상향 흐름 과정에서 전기화학 반응을 거친 후 상부를 통해 여과조로 배출된다. 이 과정에서 철 전극에서 용해된 철 이온이 비소 등의 오염물질과 결합하여 침전물을 형성한다.
여과조에는 발포스티렌(EPS) 여재가 채워져 있어 필터 역할을 한다. 반응조를 거친 오염수는 여과조 하부로 유입되어 상향 흐름 중 여재를 통해 침전물이 여과되고, 처리수는 상부로 배출되어 정수조로 유입된다.
각 전기응집 반응조와 여과조는 일일 4톤의 유량을 처리할 수 있도록 설계되었으며, 전극은 1년간 유지 가능하도록 설계되었다. 금정광산 현장 실증에서는 2기의 반응조만을 사용하여 진행하였다.
광산배수의 초기 수질은 pH 8.67, 비소 농도 488 µg/L였으며, 처리 유량 8 m3/day, 공급 전력 2.3V, 4.6A 조건에서 운영되었다. 시운전 20분 후 처리수가 안정화되었으며, 1시간 운전 후 비소 농도가 5 µg/L 미만으로 감소하여 우수한 처리 효과를 보였다.
본 시스템은 태양광 발전으로 구동되는 소규모 독립형 수처리 장치로, 전력 인프라가 부족한 광산지역에서도 운영이 가능하다. 컨테이너 기반의 모듈 구조로 운송이 용이하며, 처리수는 관련 수질 기준을 충분히 만족하는 성과를 보였다.
충남 G지역 자연기원 지하수 비소오염 지하수 처리 현장 실증
충남 G지역은 선캠브리아기 편마암류, 시대미상 옥천층군, 쥐라기 화강암, 백악기 퇴적암류·화성암류 및 제4기 충적층으로 구성된다. 옥천층군은 충북 충주 부근에서 남서 방향으로 옥천을 지나 전북 익산 북쪽까지 띠 모양으로 분포하는 지층군이다.
G지역의 마전리층, 창리층, 문주리층에는 이들을 관입한 화성암에 의해 광화대가 형성되면서 주변에 중금속이 부화되는 특징을 보인다. 이로 인해 주변 지하수와 토양의 중금속 오염이 보고되고 있다. 현장실험 대상지는 마을 농업용수로 개발된 지하수관정으로, 과거 여러 연구에서 고농도 비소 오염이 확인된 지점이다.
전기응집 반응조는 금정광산에서 사용했던 전기응집 시스템을 활용하되, 3기의 전기응집 반응조와 여과조를 모두 사용하여 12톤/일의 유량을 처리할 수 있도록 구성하였다. 본 시스템은 필요 수량에 따라 반응조와 여과조를 병렬로 추가 연결하여 처리 유량을 쉽게 증대할 수 있는 장점이 있어, 전기·수처리 인프라가 부족한 지역 마을에 최적화되어 있다.
각 반응조는 2A의 전류(전류밀도 약 0.355 mA/cm2)로 운영되며, 전체 시스템은 23V, 약 4.3A의 전력을 소모한다. 초기 비소 농도 41.7 µg/L, 운전 유량 12 m3/일 조건에서 50시간 연속 운전 후에도 처리수의 비소 농도가 10 µg/L 이하로 유지되었다.
여과조에서는 부유식 여재를 이용한 상향 흐름 여과 방식을 채택하여, 하부 배출구를 통해 침전물을 간단히 배출할 수 있다. 역세척 후 배출구를 차단하여 정상 여과 과정을 반복하며, 이러한 과정에서도 여과조 성능은 저하되지 않았다.
시스템 전체 전력 소모량은 약 95W이며, 컴프레서나 볼밸브 등 간헐 작동 부품을 제외하면 약 75W를 상시 사용한다. 시스템 내 물의 흐름을 수두차로 처리하고 전기화학 반응 전력을 최소화하여 낮은 전력만을 요구하므로, 태양광 패널을 통한 발전으로 충분히 운영 가능함을 확인하였다.
베트남 하노이 마을 비소오염 지하수 가정용 처리시스템 현장 실증
베트남 가정용 시스템 현장 실증은 수도 하노이(Hanoi) 인근 Son Dong 지역에서 수행되었다. 이 지역은 약 23만 명이 거주하는 도시로 하노이 서쪽 홍강과 인접해 있다. 기후는 5월~10월이 여름(평균 23℃, 최고 30℃)이며, 12월~1월이 가장 추운 시기(평균 15℃, 최저 5℃)이다.
이 지역의 지표수는 홍강에서 관개를 통해 공급되어 주로 농업용수로 활용된다. 지하수는 크게 두 대수층으로 구분되는데, 상부는 약 5,000년 전 생성된 홀로세 대수층이고 하부는 12,000년 전 생성된 홍적세 대수층이다. 비소 오염은 주로 홀로세에서 발생하여 이를 피하기 위해 깊은 지하수를 개발해야 하나, 증가하는 인구와 물 사용량으로 인해 수백만 개의 우물이 홀로세에 관입되면서 지하수위 저하와 함께 하부층 비소 오염도 야기되고 있다.
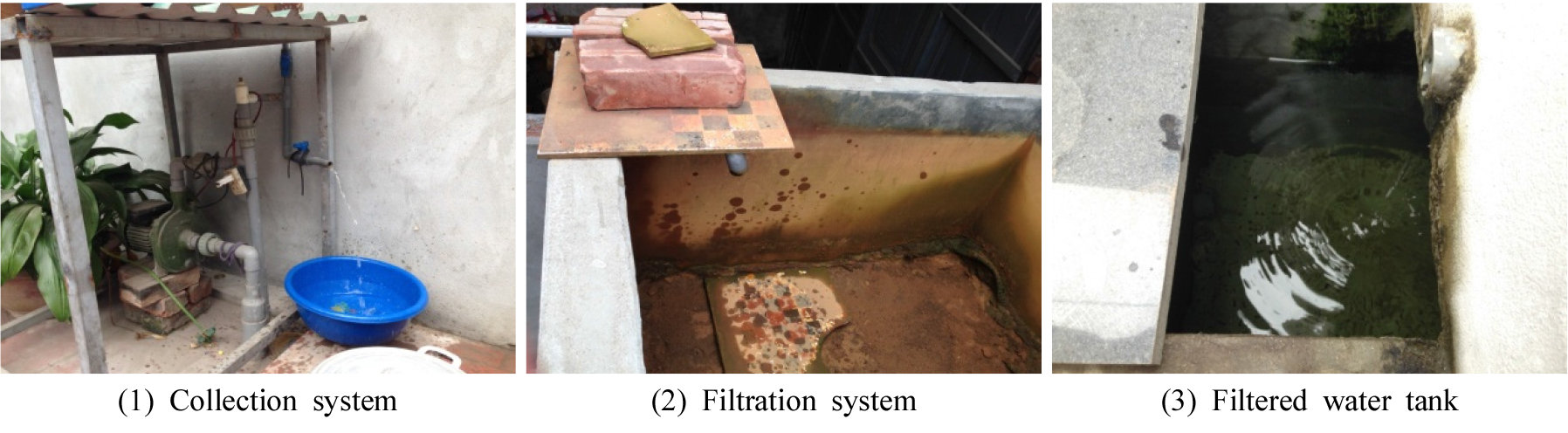
각 가정에서는 모래와 쌀겨를 태운 재를 이용한 소규모 여과처리 시설이 운영되고 있다. 일반적으로 빗물을 정수처리 시설에 유입시켜 식수로 사용하거나, 지하수를 정수하여 생활용수로 사용하며, 두 수자원을 합수하여 처리하기도 한다(Fig. 1 and 2). 현장 조사 결과 대부분의 시설에서 지하수 비소에 대한 처리효율이 좋지 않은 것으로 나타났다.

베트남 현지 조사 결과를 반영하여 가정용 전기응집 시스템을 소형화하여 제작하였다. 마을 단위용 수처리 시스템의 주요 기능을 유지하면서 부피를 최소화하였다. 시스템은 원수공급펌프를 통해 양극 3개 음극 4개의 철 전극(길이 40 mm × 폭 250 mm × 두께 3 mm)으로 구성된 반응조 2기로 유입된 원수가 전기화학 반응을 거쳐 여과조(EPS로 채움) 하부로 유입되고, 여과조를 통과한 정수가 상부로 배출되는 구조이다. 반응조, 여과조, 제어패널이 일체화되어 설치가 용이하도록 제작되었다.
가정용 전기응집 시스템을 0.5톤/일 처리 유량으로 실험한 결과, 전류밀도 0.83 mA/cm2, 단위유량당 전류 4.00 A/(ton/day) 조건에서 우수한 처리 성능을 보였다. 탁도는 초기 12.9 NTU에서 133분 후 1.0 NTU 이내로 저감되어 약 0.6 NTU에서 수렴하였다. 비소는 초기 376 µg/L에서 약 23분 후 식수 수질기준인 10 µg/L 이하로 급격히 저감되었다. 미생물 처리에서는 분원성대장균과 총대장균군이 각각 1 CFU/mL, 5.8 CFU/mL에서 모두 불검출되었으며, 일반세균은 150 CFU/mL에서 25 CFU/mL로 감소하여 모든 처리수 수질이 식수 기준을 만족하였다.
가정용 전기응집 시스템의 현장 실증 결과 베트남 농촌 지역의 심각한 비소 오염 문제를 효과적으로 해결할 수 있는 실용적 기술임을 입증하였다. 시스템은 비소, 탁도, 미생물을 동시에 제거하여 기존의 모래-쌀겨 여과 방식을 대체할 수 있는 대안 기술로서의 가능성을 보여주었다. 일체형 구조와 간편한 설치 방식은 개발도상국의 분산형 가정용 정수처리 시스템으로의 확산성을 높이며, 고농도 비소 오염 지역에서 안전한 식수 공급을 통한 공중보건 개선에 기여할 수 있을 것이다. 이러한 결과는 전기응집 기술이 개발도상국의 지하수 비소 오염 문제 해결을 위한 효과적이고 지속가능한 솔루션임을 시사한다.
베트남 Cu Khe 비소오염 지하수 상수도용 처리시스템 현장 실증
마지막으로 소개할 실증시험은 하노이시 남서쪽 Cu Khe 지역의 상수도 시설인 Cu Da Water Treatment Plant에서 진행되었다. Cu Khe 지역은 최근 신도시 개발로 인해 물 수요가 증가하고 있는 지역으로, Cu Da 시설이 2013년 건설되어 비소 농도 50~250 µg/L인 지하수 1,500~1,800 m3/일을 처리하여 지역 주민들에게 생활용수로 공급하고 있다.
본 시설은 분무방식 폭기, 라멜라 침전(경사판 침전), 1차 여과(모래여과), 암모니아 미생물 처리, 2차 여과(모래여과), 살균처리(염소소독) 및 침전의 공정으로 구성되어 있다. 그러나 계절에 따른 원수 수질 변화의 영향으로 처리수 수질이 크게 달라지는 문제점이 있다.
본 현장 실증에서는 Cu Da 시설의 오염 지하수 중 일부를 분리하여 처리하였다. 실증 시스템은 전기응집 반응조 - 산화 반응조 - 유동화조 - 여과조 순서로 구성되었으며, 전 과정이 자동화시스템으로 운영되도록 하였다.
전기응집 반응조에는 7개의 철 전극(길이 550 mm × 폭 60 mm × 두께 3 mm)으로 구성된 전극세트가 장착되었다. 양쪽 끝 전극은 고정되고 중간 5개 전극은 탈부착이 가능하도록 하였다. 시스템에는 반응조 4개가 장착되어 전기화학 반응이 이루어지는 전체 반응면적은 5,145 cm2이다.
산화반응조는 원통형으로 상부에서 하부로 물이 낙하하며 이동하도록 구성하였다. 유동화조와 여과조는 동일한 형태의 탱크로, 유동화조에서는 응집플록이 성장하도록 서서히 교반시켜 주고, 여과조에서는 EPS로 채워져 상향류 이동을 통해 플록이 여과되도록 하였다.
본 실증에서는 일일 23±1 m3의 지하수를 대상으로 40일간 실증시험을 진행하였다. 전기응집반응조에 공급된 전력은 0.5~2.0 A(전류밀도 0.097~0.39 mA/cm2)였다. 이후 110일간 베트남 현지 연구진에 의해 처리 시스템이 추가적으로 운영되었다(0.5~4.0 A, 전류밀도 0.97~0.78 mA/cm2).
40일 동안 유입수는 비소 50~150 µg/L, 철 1.14~1.64 mg/L, pH 6.9~7.1의 수질을 보였다. 처리수는 비소 농도가 WHO 기준인 10 µg/L 미만을 유지하였으며, 철 0.33~0.44 mg/L, pH 7.9~8.1의 수질을 나타내어 안정적인 처리 성능을 확인하였다.
전기응집 반응에서는 다른 금속을 전극으로 고려할 수도 있다. Maldonado-Reyes et al.(2007)은 다양한 재질의 금속을 전극으로 사용하여 전기응집에 의한 비소 처리에서 Fe ≅ Zn > Cu-Zn > Cu 순의 효율을 갖는다고 보고하였다. 이 연구에서는 일반적으로 사용되는 Al 전극에 대한 비교가 수행되지 않았으나, 다른 연구결과에서는 Al 전극의 경우에도 Fe 전극과 유사한 효율을 보이는 것으로 보고되었다(Kobya et al., 2011).
요약 및 결론
본 연구는 비소 제거를 위한 전기응집(EC) 기술의 국내외 연구 동향과 현장 실증 사례를 종합적으로 분석하였다.
많은 연구에서 Fe 전극 기반 EC 공정은 단순한 장치 구조와 높은 제거 효율을 바탕으로 WHO 음용수 기준(10 µg/L)을 안정적으로 달성하는 것으로 확인되었다.
현장 실증 결과, 국내 폐금속 광산 유출수와 자연기원 지하수 오염 처리에서 EC 시스템의 장기 운전 안정성과 에너지 효율성이 검증되었다. 해외 베트남 사례에서는 가정 단위(50 L/일)부터 마을 상수도 단위까지 규모별 적용 가능성을 확인하였으며, 태양광 전원과의 결합을 통해 전력 인프라가 부족한 지역에서도 안정적 운전이 가능함을 실증하였다.
EC 기술은 다양한 수질 조건에서 일관된 처리 성능을 보이며, 단일 저비용 공정으로 소규모부터 지역사회 단위까지 확장 적용이 가능한 범용성을 갖추고 있다. 이러한 특성은 EC를 재해 대응형 및 분산형 정수 시스템의 핵심 기술로 발전시킬 수 있는 잠재력을 보여준다.
최근 연구들은 공기 음극 보조 EC(ACAIE)나 초음파 산화 병합 등 고도화 기술 적용을 통해 처리 속도와 에너지 효율이 더욱 향상될 것으로 예상된다. 또한, 국내외 비소 오염 지역뿐만 아니라 다중 오염물질 처리(As+F‒+Mn 등) 분야로의 확장이 기대된다.
향후 고도화 기술 적용을 통한 처리 속도 및 에너지 효율 개선과 함께, 국내외 비소 오염 지역을 넘어 다중 오염물질 처리 분야로의 기술 확장이 기대된다. 특히 전류밀도와 반응시간 최적화를 통한 에너지 소비 최소화 연구가 지속적으로 필요하며, 이를 통해 EC 기술의 경제성과 실용성이 더욱 향상될 것으로 전망된다.
