

서 론
암체 산처리 기술 특성
암체 산처리 메커니즘
산-암석 반응 메커니즘
최적 주입률 선정
웜홀 예측 모델
암체 산처리공법 현장 적용사례 분석
이라크 Missan 유전
카타르 North 가스전
오만 Safah 유전
결 론
서 론
최근 주요 산유국들의 오일 생산량 감소와 세계 경제의 성장과 침체의 반복으로 인해 에너지 시장의 불안정성이 염려되지만 개발도상국들의 성장과 중국과 인도의 지속적인 에너지 수요 증가로 인해 세계 에너지 수요는 2040년까지 꾸준히 증가할 것으로 예측되고 있다(OPEC, 2017). 그러나 대형 유전의 발견빈도는 낮아지고 있으며, 상대적으로 개발 및 생산이 쉬운 과거 전통(conventional) 유전에서의 생산은 지속적으로 감소하고 있다(ExxonMobil, 2018). 따라서 개발 기술과 비용 문제로 관심이 적었던 비전통(unconventional) 유전뿐만 아니라 일반적인 쇄설성 퇴적암인 사암 저류층에 비해 개발이 어려운 탄산염암 저류층에 대한 다양한 연구가 진행되고 있다(Lee et al., 2009; Burchette, 2012).
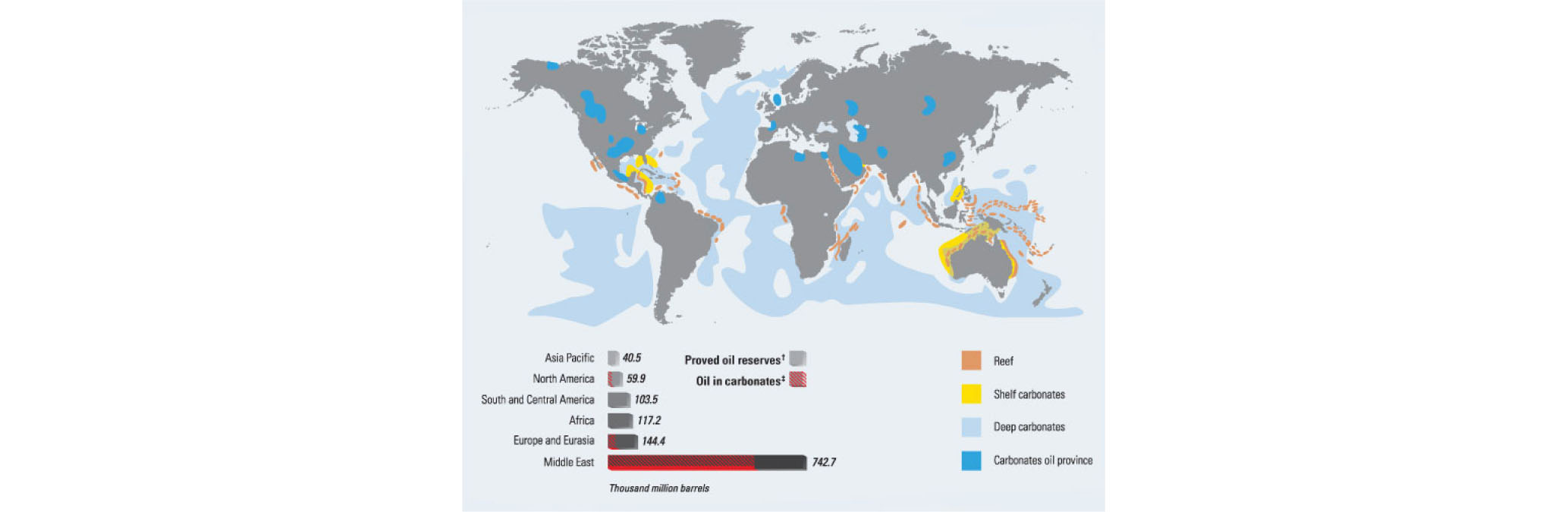
Fig. 1과 같이 탄산염암 저류층은 전 세계 석유의 60% 이상, 천연가스의 40% 이상을 포함하고 있으며, 특히 중동지역 오일 저류층의 70% 이상은 탄산염암 저류층으로 이루어져 있다(Schlumberger, 2007). 하지만 탄산염암 저류층의 불균질성과 구조지질적인 복잡성으로 인해 저류층 특성화가 매우 어려우며, 그로 인해 1차 회수율이 일반적인 사암 저류층에 비해 현저히 낮은 단점이 있다. 또한 현장 운영에서도 이러한 탄산염암의 특성을 고려하지 않고 회수증진공법을 수행하면 신뢰성 및 효과가 급격히 떨어지게 된다(Manrique et al., 2007; Ko, 2015).
석유개발 현장에서 시추로 인해 손상된 유정(well)을 개선하거나 유정의 생산능력을 향상시키기 위해 산(acid)을 이용한 방법이 오랜 기간 동안 적용되어왔다(Buijse and Glasbergen, 2005; Glasbergen et al., 2009). 그중 암체 산처리(matrix acidizing) 공법은 대표적인 유정자극기법 중 하나로 지층의 파쇄압(fracturing pressure)보다 낮은 압력으로 산을 주입하여 저류층의 투과도를 개선시켜 생산성을 높이는 기술이다. 그러나 탄산염암 저류층에서 암체 산처리 설계 시 저류층 내 산과 저류암의 반응 시스템 및 웜홀(wormhole) 예측 모델의 스케일 보정 등이 정확히 반영되기 어려워 예측 결과와 달리 생산증진 효율이 낮을 수 있다. 따라서 탄산염암 저류층에서 효율적인 암체 산처리 설계를 위해서는 산과 저류암 간의 반응역학 분석을 통한 확산계수(diffusion coefficient) 도출이 이루어져야하며, 산처리 코어 유동실험을 통한 최적 주입률 선정 및 웜홀 예측 모델링이 수행되어야 한다. 이러한 암체 산처리 메커니즘에 대한 정확한 분석을 통해 탄산염암 저류층의 회수율을 극대화하기 위한 기술 개발이 필요하다. 본 연구에서는 탄산염암 저류층의 암체 산처리 기술 특성 및 메커니즘을 분석하고 중동지역에서 수행된 현장사례를 조사함으로써 향후 산처리 공법을 적용한 유정의 생산성 개선 프로젝트 설계를 위한 기초자료를 제시하고자 한다.
암체 산처리 기술 특성
암체 산처리 공법은 지층의 파쇄압보다 낮은 수준의 압력 조건에서 산을 주입하여 공저(bottom hole) 주변의 유정손상(damage)을 개선하는 공법이다. 유정개발 중 시추(drilling), 시멘팅(cementing), 유정완결(completion) 수행 시 몬모릴로나이트(montmorillonite), 카올리나이트(kaolinite), 석영(quartz), 조장석(albite) 등과 같은 광물질들이 시추액 또는 시멘트를 주입함에 따라 저류층의 공극 내로 침투하게 된다. 이러한 광물질들은 저류층의 투과도를 감소시키기 때문에 이를 방지하고 생산성을 증진시키기 위해 암체 산처리를 사용한다(King, 1986). 특히 탄산염암은 50% 이상이 방해석(calcite)과 백운석(dolomite) 등 탄산염광물로 이루어져 있기 때문에 암체 용해성이 우수하고 산과의 반응성(reactivity)이 높아 탄산염암 저류층에서 생산성 향상을 위해 암체 산처리가 적극적으로 활용된다(Gdanski, 2005).
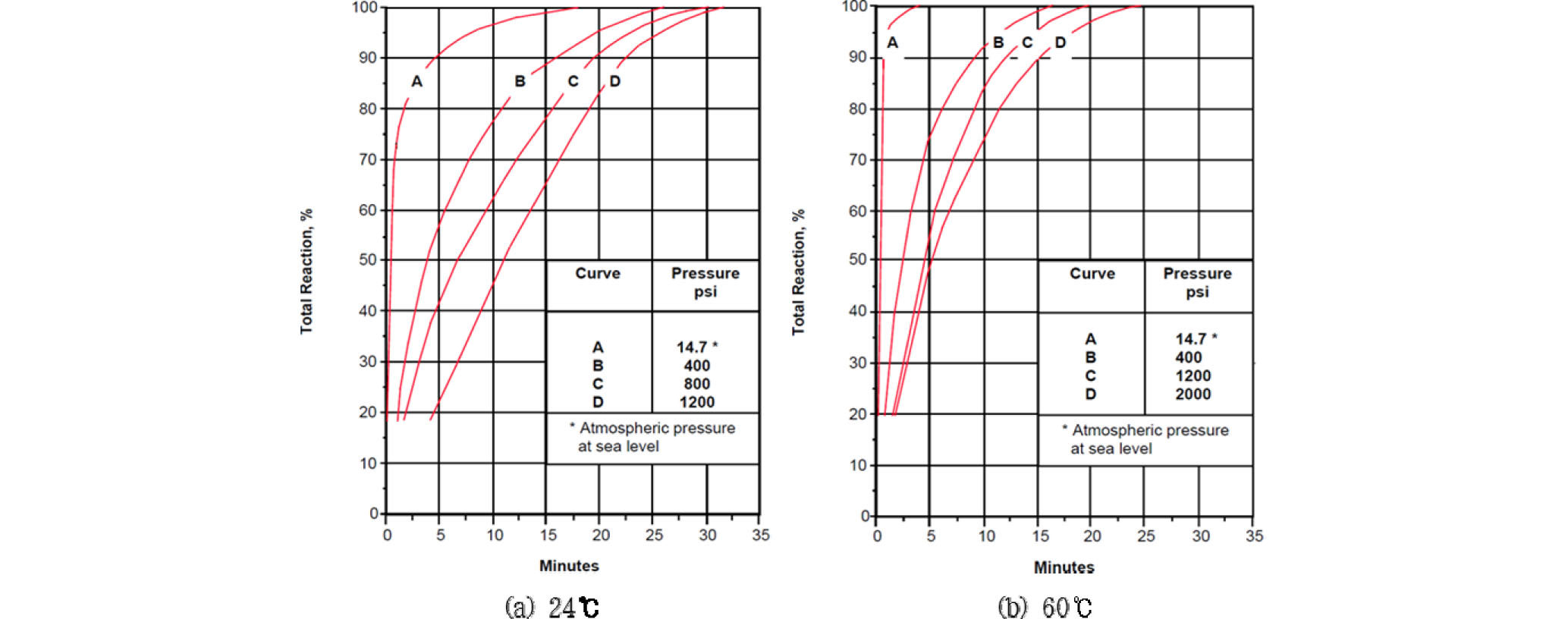
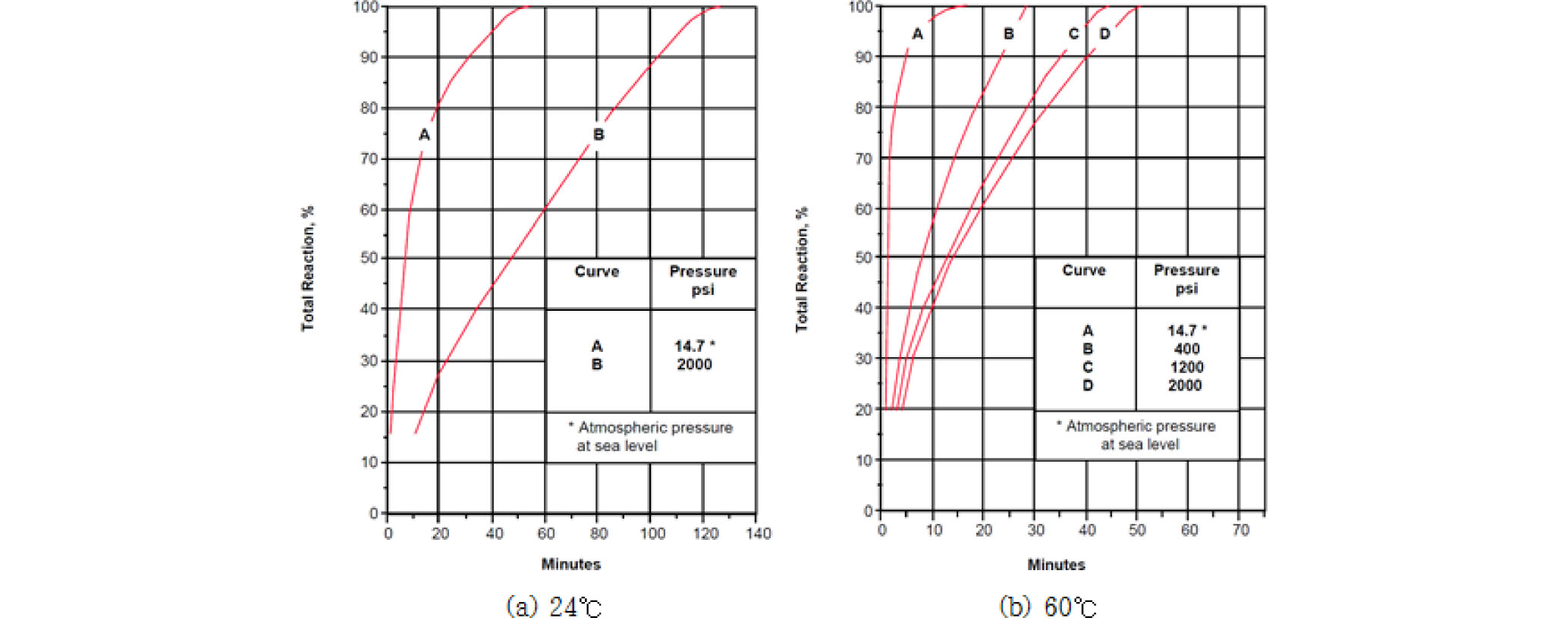
대부분의 탄산염암 저류층은 산의 종류, 저류암의 조성 및 물성, 저류층의 온도 및 압력 등 여러 인자들의 영향에 의해 산에 대한 용해성이 매우 다양하게 나타난다. 따라서 탄산염암 저류층 내 암체 산처리 설계 시 다양한 영향 인자에 따른 산과 암석 간의 반응성 분석이 필수적으로 고려되어야 한다(Taylor et al., 2003). 일반적으로 석회암(limestone)이 백운암(dolostone)에 비해 산과의 반응이 매우 활발하며, 염산(HCl)은 높은 반응성과 저렴한 가격으로 인해 암체 산처리에 주로 사용된다. 하지만 염산은 탄산염암과의 반응이 빠르고 폭발적이기 때문에 시간에 따른 염산의 산도(acid strength) 변화가 중요하다. 또한 탄산염암 저류층에는 많은 양의 불순물이 포함되어 있어 암체 산처리 적용 시 유체 회수(flowback)를 통해 산도가 떨어진 폐산(spent acid)을 제거하고 새로운 산을 주입하여 산의 반응성을 유지하는 것이 필요하다. Fig. 2는 24°C와 60°C 온도조건에서 압력변화에 따른 염산 15%와 석회암 지층의 반응성을 나타낸 것이다. 온도가 높을수록 산과 암석의 반응시간이 감소하였으며, 압력이 증가할수록 동일 시간에서 반응성이 감소하는 것을 알 수 있다. Fig. 3은 염산 15%와 백운암 지층의 반응성을 나타낸 것으로, 온도와 압력에 따른 변화는 석회암과 유사한 경향을 나타낸다.
탄산염암 저류층의 암체 산처리 공법에서 주입유체로 사용되는 산은 주로 염산 또는 유기산(organic acid)으로 염산의 경우 약 200°C 이상의 높은 공저온도 조건에서 부식성으로 인해 생산관을 손상시킬 가능성이 있기 때문에 유화제(emulsifier) 또는 마이크로유화제(micro-emulsifier) 등 첨가제를 사용하거나 약산인 유기산과 혼합하여 사용된다(Huang et al., 2000). 유기산은 염산에 비해 암석과 균질하게 반응하지만 가격이 비교적 비싸다는 단점이 있으며, 크게 아세트산(acetic acid)과 포름산(formic acid) 그리고 시트르산(citric acid)으로 분류된다. 유기산은 물에 완전히 해리되지 않는 성질을 가지고 있어 산의 세기가 약하며, 지상조건에 비해 압력이 높은 저류층 조건일 때 반응성이 낮아지는 특징을 가지고 있다. 암체 산처리를 위한 산 용액 선정 시, 저류층의 온도, 광물학적 조성, 석유물리학적 특성, 암체 손상 메커니즘 그리고 유정의 상태 등을 고려해야 한다(BJ services, 2012). 그중 저류층의 온도가 가장 큰 비중을 차지하는데 이는 온도에 따른 부식 작용 때문이다. 온도 조건이 약 150°C 이상의 경우 급격한 부식으로 인해 28% 이상의 염산은 사용될 수 없으며, 15% 이하의 염산이 사용될 수 있다. 또한 온도 조건이 약 200°C 이상일 경우 유기산 또는 Ethylenediaminetetraacetic acid(EDTA)를 혼합한 용액을 사용해야 한다.
또한 암체 산처리를 수행하는 동안 산은 유정 부근의 공극 내에 존재하는 다양한 불순물을 제거하고 Fig. 4와 같은 고투과성 생산 통로인 웜홀을 형성함으로써, 저류층 내 유체의 흐름을 향상시키거나 유정 주변의 손상된 지층을 개선할 수 있다. 이때 생성된 웜홀의 길이와 형태에 따라 암체 산처리의 성공여부가 결정된다(Hoefner and Fogler, 1989; Daccord et al., 1993; Bazin et al., 1996; Fredd and Fogler, 1999). 그러나 산이 주입되어 유정 주변에 웜홀을 형성하는 데 있어 앞서 소개한 다양한 인자들이 산과 암석 간의 반응에 영향을 미치기 때문에 가장 효율적인 웜홀을 형성하기 위해서는 암체 산처리의 핵심 메커니즘에 대한 분석이 필요하다. 웜홀 최적화를 위한 핵심 메커니즘 분석 방법은 크게 산-암석 반응 실험과 코어 유동 실험을 통한 산의 최적 주입률 선정 기법으로 나누어지며, 현재까지 다양한 조건의 실험 결과들을 통해 웜홀 최적화 모델이 제안되고 있다.

암체 산처리 메커니즘
산-암석 반응 메커니즘
확산계수는 암체 산처리를 설계하는 데 있어 가장 중요한 인자 중 하나로 이를 잘못 산출할 경우, 유체 주입속도 및 부피를 결정하는 데 매우 심각한 오류를 초래할 수 있다. 따라서 확산계수를 산출하기 위해 산과 탄산염암의 반응에 대한 이해가 필요하며, 반응 과정에 대한 분석이 실시되어야 한다. 염산과 탄산염암의 반응식은 식 (1)과 (2)와 같이 표현될 수 있다.
 (1)
(1)
 (2)
(2)
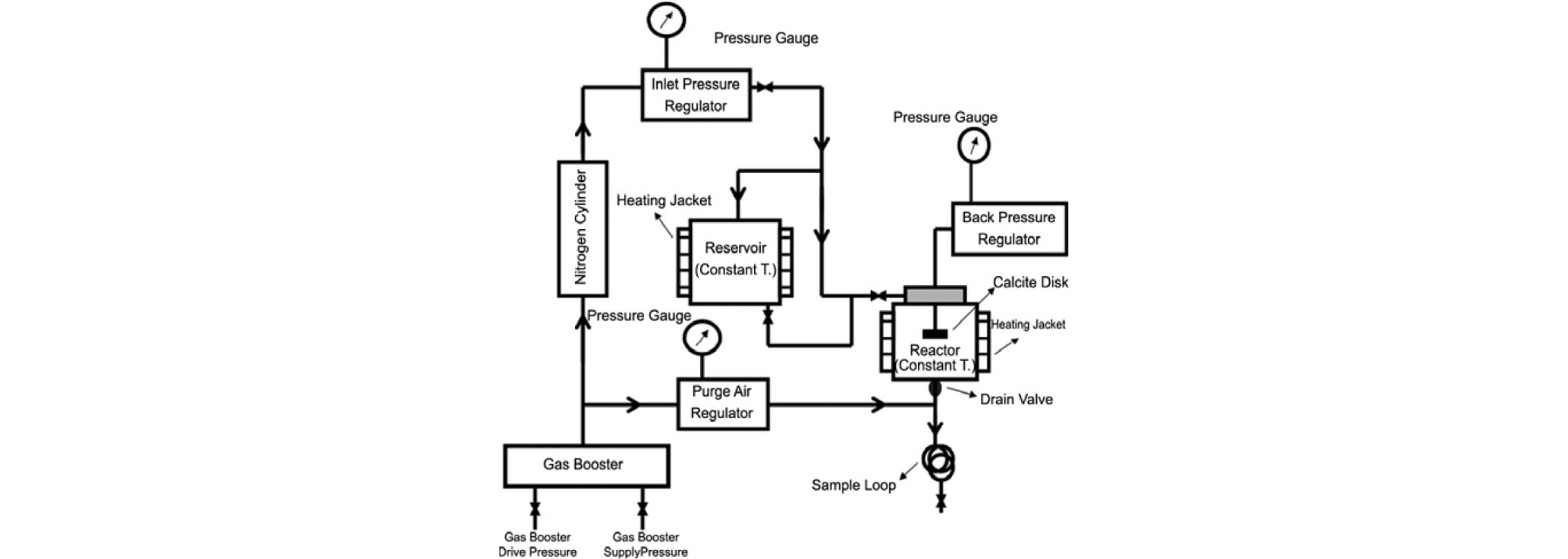
Lund et al.(1973)은 산과 탄산염암간의 반응을 H+이온과 2가 양이온의 반응으로 설명하였고 총 3가지 과정으로 정리하였다. (1) H+ 이온이 용액으로부터 탄산염암 표면으로 이동하는 과정(흡착); (2) 탄산염암의 표면에서 H+ 이온과 탄산염암이 반응하는 과정(표면 반응); (3) 반응 생성물이 탄산염암 표면에서 용액으로 이동하는 과정(탈착). 산과 탄산염암 간의 반응 단계는 세 가지 과정 중 가장 느린 과정에 의해 결정되어지며 이를 속도 결정 단계(rate-determining step, RDS)라 한다. 표면 반응과정이 H+ 이온과 반응 생성물의 이동과정인 흡착과 탈착과정보다 느릴 경우 속도 결정 단계를 표면 반응 제한(surface reaction limited) 상태로 정의하며, 반대로 흡착과 탈착과정이 표면 반응과정보다 느릴 경우 물질 이동 제한(mass transfer limited) 상태로 정의할 수 있다. 산과 암석 간의 반응 메커니즘을 분석하기 위해 일반적으로 회전식 반응기(rotating disk apparatus, RDA)를 사용하며, RDA는 산의 반응률(reaction rate), 반응차수(reaction order), 활성화 에너지(activation energy), 용해도(dissolution rate), 확산계수 등을 측정하는 데 용이하다(Taylor et al., 2004). Fig. 5는 일반적인 RDA 모식도로 산과 암석 간의 반응은 오른쪽 반응기(reactor)에서 일어나며, 반응기 내의 원형 금속판에 암석 디스크를 부착하고 이를 일정 속도로 회전시켜 산과의 반응을 유도하는 원리이다. 디스크가 회전을 시작함과 동시에 시간을 측정하며, 일정 시간 간격으로 반응기 내의 샘플을 채취한다.
채취한 샘플 내의 2가 양이온 함량을 측정하고 반응시간에 따른 양이온의 함량을 그래프로 도시할 수 있다. 이때 그래프의 기울기를 암석 디스크의 표면적으로 나누어 용해도를 구할 수 있으며, 암석 디스크의 실제 산과 반응하는 표면적은 식 (3)을 통해 계산할 수 있다.
 (3)
(3)
여기서 A는 실제로 산과 반응하는 코어의 표면적(cm2)을 의미하며, Ac는 코어의 단면적(cm2), φ는 암석의 공극률을 나타낸다. Levich(1962)와 Newmann(1966)은 층류(laminar) 운동 상태와 뉴토니안 유체(newtonian fluid) 상태에서 반응물의 물질 이동 속도(mass transport rate)를 식 (4)를 이용하여 설명하였다.
 (4)
(4)
여기서 RMT는 용해도(gmol/cm2‧ s), km은 물질의 이동 계수(cm/s), Cb는 산의 전체 농도(gmol/cm3), Cs는 암석 표면에서의 산의 농도(gmol/cm3)를 의미한다. 또한 RDA 실험 원리에 입각하여 물질 이동 계수인 km은 식 (5)와 같이 결정될 수 있다.
 (5)
(5)
여기서 Sc는 슈미트 수(Schmidt number), v는 산의 동적 점성도(kinematic viscosity, cm2/s), 𝜔는 암석 디스크의 회전 속도를 의미한다. 산의 동적 점성도는 식 (6)과 같이 산의 점성도, µ(g/cm ‧ s)를 밀도, 𝜌(g/cm3)로 나눈 값으로 확산계수와 차원이 같으며, 속도의 확산계수로도 표현이 가능하다.
 (6)
(6)
또한 슈미트 수는 식 (7)과 같이 산의 동적 점성도를 확산계수로 나눈 무차원수로 유체의 특성과 유체 속에서 확산하는 물질의 특성에 의해 결정되는 값이다.
 (7)
(7)
여기서 De는 확산 계수(cm2/s)이며, 확산하는 물질의 성질을 대표하는 값으로 주로 사용된다. 제한된 물질 이동 상태에서 반응물의 확산은 반응 표면에서의 반응보다 느리며, 반응 표면에서 산의 농도는 전체 산 용액의 농도에 비해 매우 작은 값으로 무시할 수 있다. 따라서 물질 이동 계수인 km을 식 (4)에 대입하고 최종적으로 식 (8)과 같이 용해도 식을 전개할 수 있다.
 (8)
(8)
RDA를 실험을 통해 얻은 용해도와 식 (8)을 이용하여 확산계수를 산출할 수 있으며, 제시된 산-암석 반응 분석 방법은 유체의 특성과 실제 산-암석 반응 실험 결과를 적용하여 정확도가 매우 높다. 또한 여러 종류의 산 유체와 암석을 사용하기 용이하며, 온도와 압력조건을 조절하여 실제 저류층과 유사한 조건의 실험을 수행할 수 있어 적용성이 매우 높다.
최적 주입률 선정
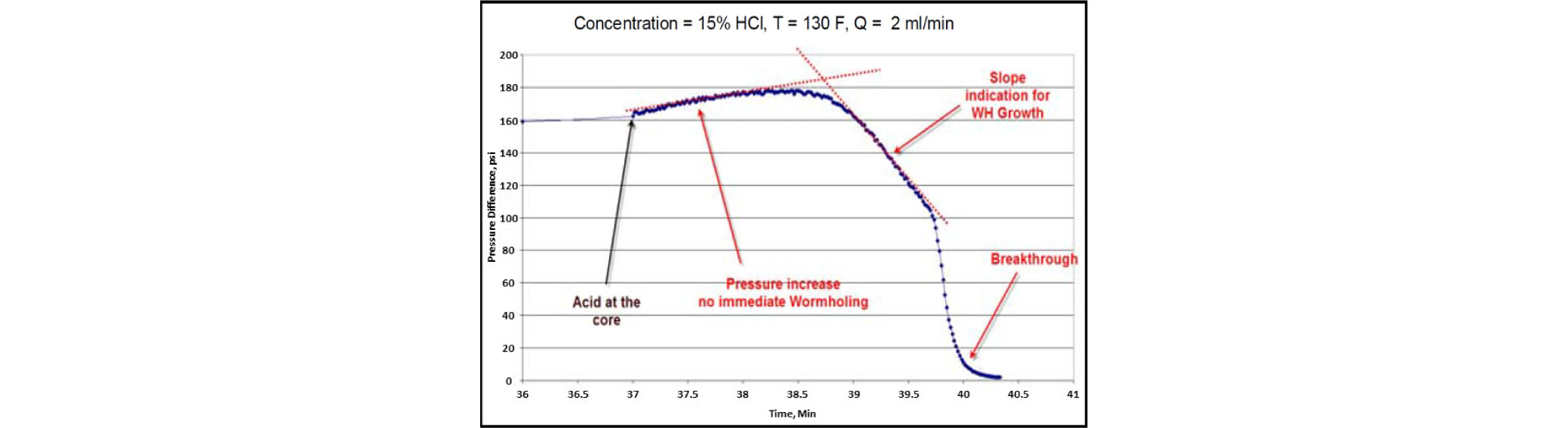
최적의 웜홀 형태를 얻기 위해서는 산의 주입조건에 대한 최적 설계가 필수적으로 이루어져야 한다. 현재까지 산의 최적 주입조건 선정은 산처리 코어유동 실험을 통해 진행되었으며, 실험 결과를 근거로 한 웜홀 예측 모델링이 수행되었다(Talbot and Gdanski, 2008). 산처리 코어유동 실험은 일반적으로 널리 사용되는 유체투과도 장비와 달리 산에 대한 내구성을 가진 장비를 사용하며, 코어 내 웜홀이 생성된 시기를 파악하기 위해 주입부와 배출부의 압력차를 측정할 수 있어야 한다. Fig. 6과 같이 산이 주입되는 시간부터 시간에 따른 주입부와 배출부의 압력차에 대한 그래프를 도시하여 코어 내 돌파(breakthrough)가 일어난 시간을 측정하게 된다. 산의 주입속도와 웜홀이 생성된 시간을 이용하여 산의 총 주입량을 계산할 수 있으며, 이를 코어의 공극부피(pore volume)으로 나누어 무차원 돌파지수(pore volume to breakthrough, PVBT)를 도출할 수 있게 된다.
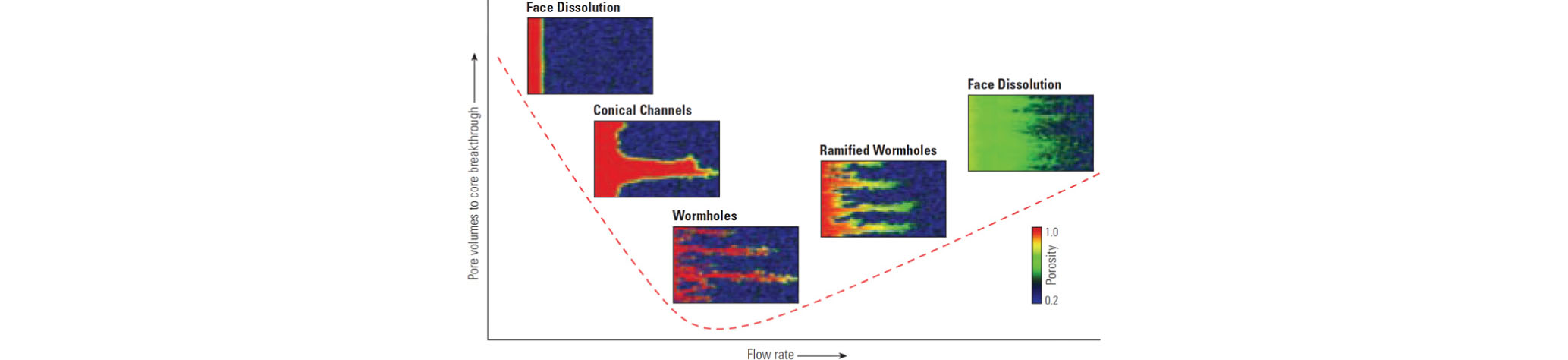
최적 주입률을 선정하기 위해 특정 저류층 암석을 저류층 온도 및 압력조건에서 산의 주입률을 달리하여 수차례의 코어유동 실험을 진행해야 한다. 서로 다른 주입률 조건에서 PVBT를 각각 도출하고, 가장 낮은 PVBT를 기록한 산의 주입률을 최적 주입률로 선정하게 된다(Al-harthy et al., 2009). Fig. 7과 같이 PVBT가 최소인 산의 주입률에서 유체가 유동하기에 최적의 웜홀 형태가 생성되었으며, 웜홀을 생성하는 데 소모된 산의 부피도 가장 적으므로 경제적이다. 하지만 최적 주입률보다 낮은 주입률로 산을 주입하면 주입부에서 대부분의 반응을 일어나 웜홀을 생성하지 못하거나 목표하는 방향이 아닌 유동 통로의 벽면에 산을 소모하여 원추형 모양의 웜홀을 생성하게 된다. 또한 최적 주입률보다 높은 주입률로 산을 주입하면 산이 미세 공극까지 이동하여 웜홀이 여러 방향으로 갈라지고 실제로 생산성 향상에는 도움이 되지 못하는 잔가지 모양의 웜홀을 생성하게 된다.
넓은 범위의 저류층 조건에서 다양한 암석 및 산의 종류에 따른 최적 주입률을 도출하기 위해 산처리 코어유동 실험을 이용한 많은 연구들이 수행되었으며, 최적 주입률에 미치는 핵심 요소로는 저류층의 온도, 산의 농도, 암석의 종류로 구분된다(Dong et al., 2017). 선행 연구 결과, 온도가 상승함에 따라 최적 주입률과 PVBT는 증가하는 경향을 보이나 산의 농도가 증가할 경우에는 최적 주입률은 상승하고 PVBT는 감소하는 경향을 나타낸다(Wang et al., 1993; Bazin, 2001). Ziauddin and Bize(2007)는 8 종류의 탄산염암의 물리적 특성 및 공극 분포를 측정하였고 암석의 종류별 산처리 코어유동 실험을 수행하였다. 그 결과 암석의 특성에 따라 PVBT의 차이가 크게 나타났으며, 각 특성별 PVBT와의 상관관계를 제시하여 암체 산처리 설계 시 암석의 종류에 대한 고려가 필수적임을 강조하였다. 따라서 최적 주입률 선정을 위한 코어 유동실험 수행 시 최적 주입률에 핵심적인 영향을 미치는 저류층의 온도, 산의 농도, 암석의 종류를 고려해야 한다.
웜홀 예측 모델
탄산염암 저류층에서 암체 산처리 수행을 통해 형성되는 웜홀의 확장을 예측하기 위한 다양한 웜홀 예측 모델들이 연구되어 왔다(Akanni and Nasr-El-Din, 2015). 현재까지 개발된 웜홀 예측 모델들은 Damköhler number, Péclet number, two-scale 접근법, 반경험적 접근법(semi-empirical), 모세관, 공극 전이(pore transition), 네트워크 모델로 총 7가지의 접근법으로 구분이 가능하며, 최적 주입률 및 웜홀의 진행 속도를 예측 결과물로 제시하였다. 그중 가장 최근까지 연구가 진행되고 여러 접근법들을 결합하여 예측 정확도가 높은 2가지 모델을 제시하고자 한다.
Gong and El-Rabaa(1999)가 제시한 최적 주입률 산정 모델은 반응 속도(reaction rate)와 대류성 이동 속도(convective transport rate)의 비로 나타내는 무차원수인 Damköhler number 및 이류성 이동 속도(advective transport rate)와 확산성 이동 속도(diffusive transport rate)의 비로 나타내는 무차원수인 Péclet number를 이용하여 개발하였다. 이는 Daccord et al.(1989)이 제시한 모델을 근거로, 제한된 물질 이동 상태의 관계식을 미분하여 그 값이 0일 때 가장 최적의 주입률을 갖는다는 개념을 도입하여 개발된 모델이다. 또한 선행 연구에서 제시된 암석의 물리적 물성과 산의 물성을 참조하여 개발된 모델을 통해 웜홀의 길이 및 산의 최적 주입률을 도출하였고, 이를 산처리 코어유동 실험 결과와 비교하여 모델을 검증하였다. 제시된 최적 주입률 산정 모델은 식 (9)와 같다.
 (9)
(9)
여기서 k는 암석의 투과도(cm2), ls%는 암석 내 석회석 함량(%), Ef는 반응 속도 상수, Dels는 석회석의 확산 계수(cm2/s), dl%는 암석 내 백운석 함량(%), Dedl는 백운석의 확산 계수(cm2/s), C는 산의 농도(gmol/cm3), 𝜇0는 비점도(specific viscosity), c1, c2, d1, d2는 산처리 코어 유동실험을 통해 얻은 모델 상수이다. Nac는 산의 용량 지수(acid capacity number)로 식 (10)과 같다.
 (10)
(10)
여기서 β는 산의 용해력(dissolving power), 𝜌acid는 산의 밀도(g/cm3), 𝜌rock는 암석의 밀도(g/cm3)이다.
Furui et al.(2012)이 제시한 웜홀의 진행 속도 모델은 Hawkins의 스킨(skin) 공식에 의거하여 스킨의 개선 정도를 얻을 수 있어, 주입된 산의 부피에 따른 암체 산처리 효율을 나타내는 지표로 활용되고 있다. 이는 반경험적 접근법인 Buijse and Glasbergen(2005)이 제시한 모델을 개선하고 Hung et al.(1989)이 연구한 웜홀의 역학적 모델(mechanistic model)을 접목하여 개발하였다. 제시된 모델은 암체 산처리 수행 시 저류층 내 생성된 가장 우세한 웜홀의 진행 속도를 계산할 수 있으며, 식 (11)와 같다.
 (11)
(11)
여기서 vi,tip은 저류층 내 가장 우세한 웜홀의 공극 유속(interstitial velocity, cm/min), PVbt,opt는 최적 무차원 돌파지수, γ는 유체 손실 계수(coefficient of fluid loss), Lcore는 코어의 길이(in), vi,opt는 최적 공극 유속(cm/min), rwh는 웜홀의 침투 반경 또는 웜홀의 길이(ft)이다. 최적 무차원 돌파지수와 주입률의 경우 산처리 코어 유동실험을 통해 얻을 수 있으며, 저류층 내 가장 우세한 웜홀의 공극 유속은 식 (12)와 같다.
 (12)
(12)
여기서 vi는 평균 공극 유속(cm/min), dcore는 코어의 지름(in), dwh는 웜홀의 직경(ft)이다.
암체 산처리공법 현장 적용사례 분석
이라크 Missan 유전
Missan 유전은 이라크 남동쪽에 위치하고 있으며, 주요 생산 저류층은 Interval A와 M으로 이루어져있다(Fig. 8). Interval A의 경우 신생대 제 3기의 탄산염암으로 백운암과 석회암 및 미량의 사암이 혼재되어 분포하고 있으며, 퇴적 환경이 비교적 불안정하고 미정질의 결정 구조와 미세 균열이 포함된 특징이 있다. Interval M은 백악기에 생성된 탄산염암으로 대부분 석회암이 비교적 균질하게 구성되어 있으며, 저류층의 두께가 매우 두껍고 재결정(recrystallizaztion) 현상으로 용해된 공극 구조를 가지고 있다.
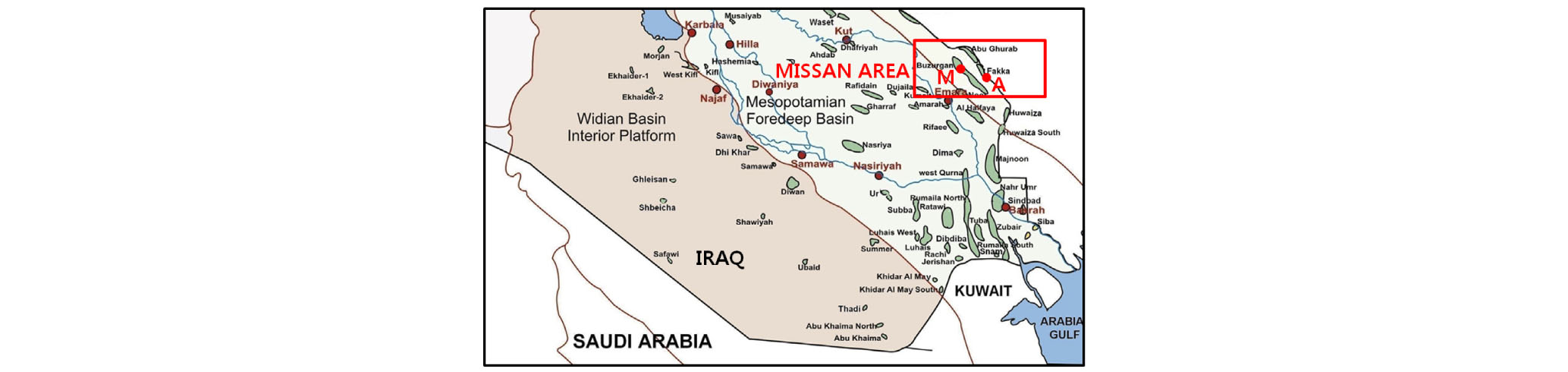
Missan 유전의 원시부존량(oil in place)은 5,642 MMbbl로 대규모의 유전이나 누적 생산성(cumulative productivity)은 5.8%에 불과하여 암체 산처리 공법을 적용시킨 바 있다. 심도 2,800~4,400 m에 위치한 저류층의 초기 압력은 약 4,700~6,500 psi이며, 온도는 최대 150°C, 투과도는 1~1,000 mD, 공극률은 10~19%이다. 매장된 오일은 중질유(middle heavy oil)로 포화 압력(saturation pressure)이 약 2,400~2,600 psi으로 측정되었다. 해당 유전은 천공 작업 후 생산관 내로 오일의 흐름이 일어나지 않아 생산을 진행하지 못하였으며, 산처리 공법 적용을 통해 생산이 이루어졌다.
Missan 유전에 암체 산처리를 적용하는 데 있어 존재하는 기술적 어려움은 크게 세 가지로 나뉠 수 있다. 먼저 지층의 온도가 지나치게 높아 산과 암석 간의 반응 속도가 매우 빠르다는 문제가 있다. 또한 지층이 깊은 심도에 위치하고 온도가 높아 펌프 유량을 낮게 유지하므로 산과 생산관의 접촉시간이 길어 심한 부식이 일어나게 된다. 마지막으로 암체 산처리 적용 후 폐산 내에 다량의 염화칼슘이 용해되어 있는데, 이를 충분히 회수하지 못할 경우 새로운 오염을 야기하고 공법의 효율에 악영향을 끼칠 수 있다. 따라서 산과 저류암 간의 반응 분석을 수행하여 해당 유전에 적합한 암체 산처리 설계가 필요하다.
Interval M의 BU well과 FQ well에 암체 산처리 적용 결과는 Table 1과 같다. 주입 유체는 15% 염산에 0.2%의 부식방지제와 0.6%의 계면활성제를 첨가하여 사용하였다. 또한 산 주입을 위해 직경 3.81 cm의 코일드 튜빙(coiled tubing)이 사용되었으며, 폐산을 회수하는 데 디젤(diesel)이 사용되었다. 펌프의 유량이 1.26 bbl/min으로 매우 낮기 때문에 산의 지연작용은 일어나지 않았다. 그러나 저류층 내 산과 저류암 간의 반응시스템 및 웜홀 예측 모델의 스케일 보정 등이 정확히 반영되지 않아 산 침투 길이에 제한이 있었으며, 이로 인해 암체의 공극과 균열을 연결하는 효율이 매우 저조하였다. 이는 산처리 공법의 효율이 비교적 좋지 않음을 뜻하며, 산처리 공법 적용 전과 적용 후의 생산량을 비교한 유정자극 비율(stimulation ratio)이 Table 1과 같이 평균 1.46으로 낮게 나타났다.

카타르 North 가스전
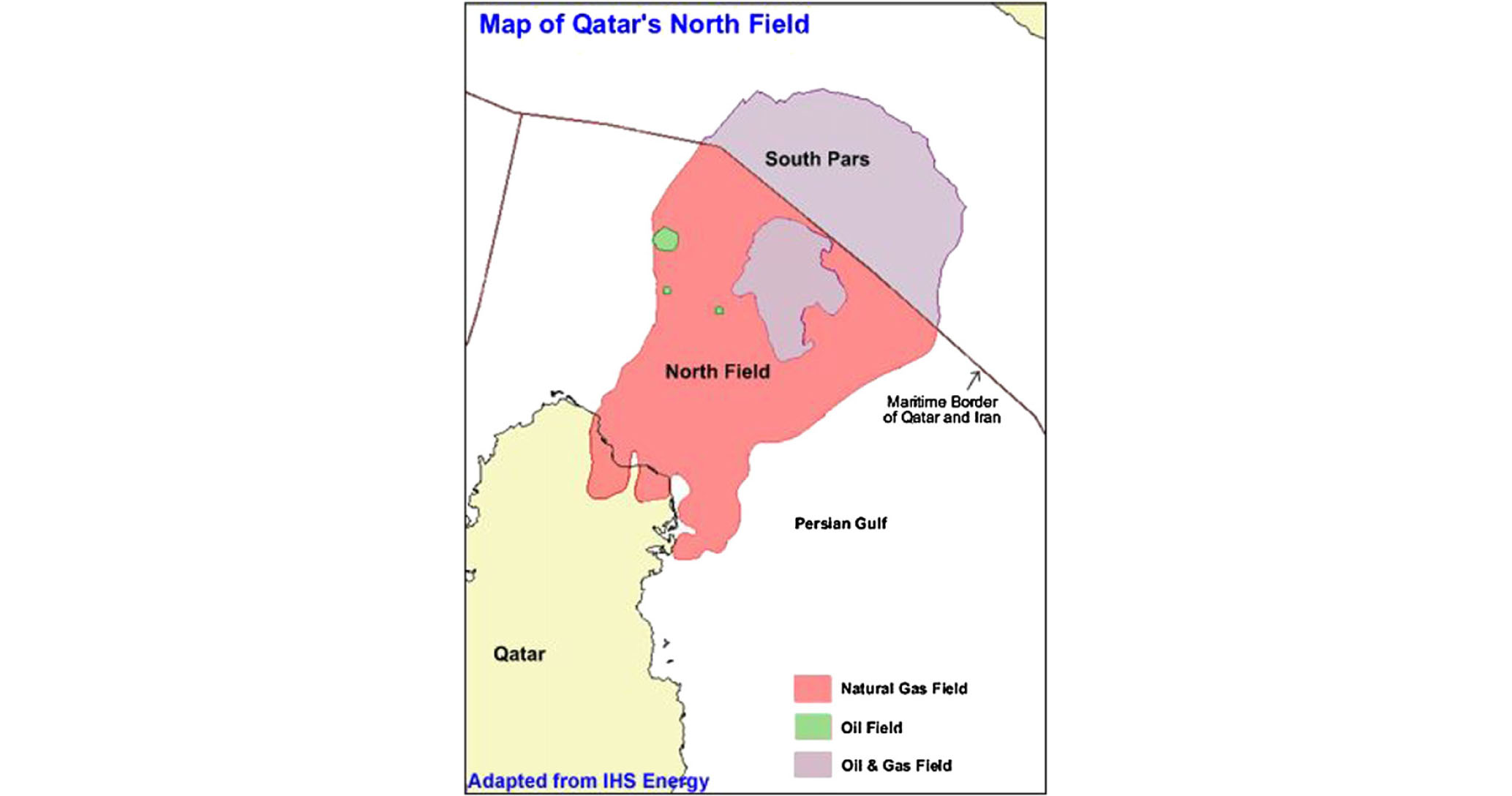
North 가스전은 카타르 북쪽의 페르시아만에 위치하고 있으며, 주요 생산 저류층은 페름기 후기에 테티스해의 해침으로 인해 생성된 대규모 탄산염암 지층인 Khuff층이다(Fig. 9). 저류층의 규모가 초대형으로 지층 특성이 매우 불균질하여 그 특성화가 어려운 단점이 있지만 Khuff층에 매장된 가스는 총 2,680 Tcf이며, North 유전에는 약 1,800 Tcf의 가스가 매장되어 있는 것으로 알려져 있어 개발 가치가 매우 높은 가스전이다(Abou-Sayed et al., 2007).
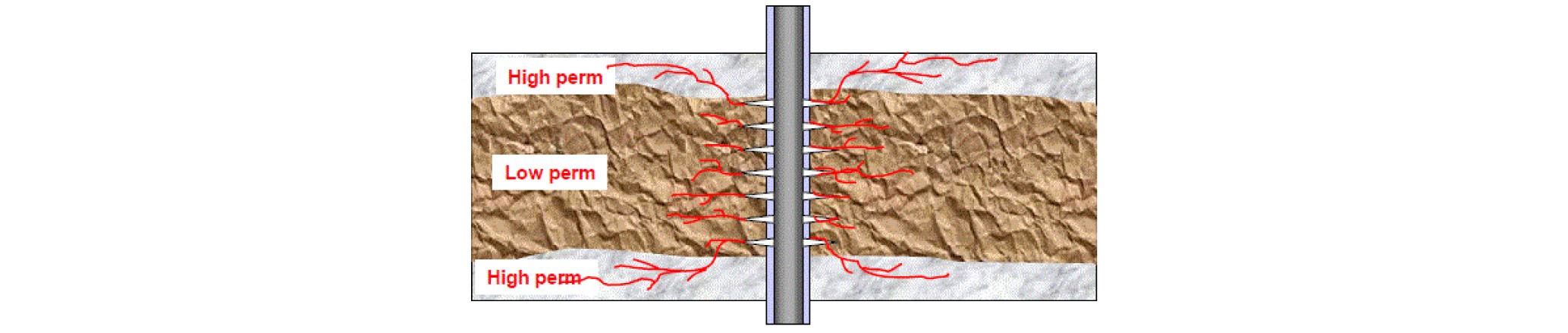
1971년 North 가스전이 발견된 이후, RasGas사와 ExxonMobil사는 North 가스전의 KA-KC 저류층을 대상으로 암체 산처리를 적용한 사례가 있다. 시추공으로부터 취득한 코어의 특성 분석과 물리검층 자료 분석 결과, KA-KC 층은 백운암과 석회암이 혼재된 수백 미터 두께의 저류층이며, 불균질한 투과도 분포에 비해 공극률 분포는 비교적 일정한 것으로 확인되었다(Abou-Sayed et al., 2007; IEA, 2008). 저류층 개발 계획을 통해 산정된 가스 생산량을 충족하기 위해 Khuff층에 산과 전환제(diverting agent)를 교대로 주입하며 암체 산처리 진행이 가능한 optimized big bore (OBB) 완결법을 적용하였다. Fig. 10과 같이 저류층 상하부의 투과도가 중간부에 비해 높은 점을 고려하여 투과도가 낮은 저류층의 중간부와 투과도가 높은 저류층의 상하부로 나누어 선택적 천공(selective perforation)을 수행하였다. 이때 저류층의 중간부에 실시한 천공을 STIM1, 상하부에 실시한 천공을 STIM2로 구분하여 산처리 공법을 진행하였다. 또한 KA-KC 저류층에서 취득한 코어를 이용하여 산처리 코어유동 실험을 수행하였으며, 실험 결과를 바탕으로 암상에 따른 웜홀 생성 패턴을 분석하고 공법 수행에 적합한 산 및 전환제를 선정하였다.
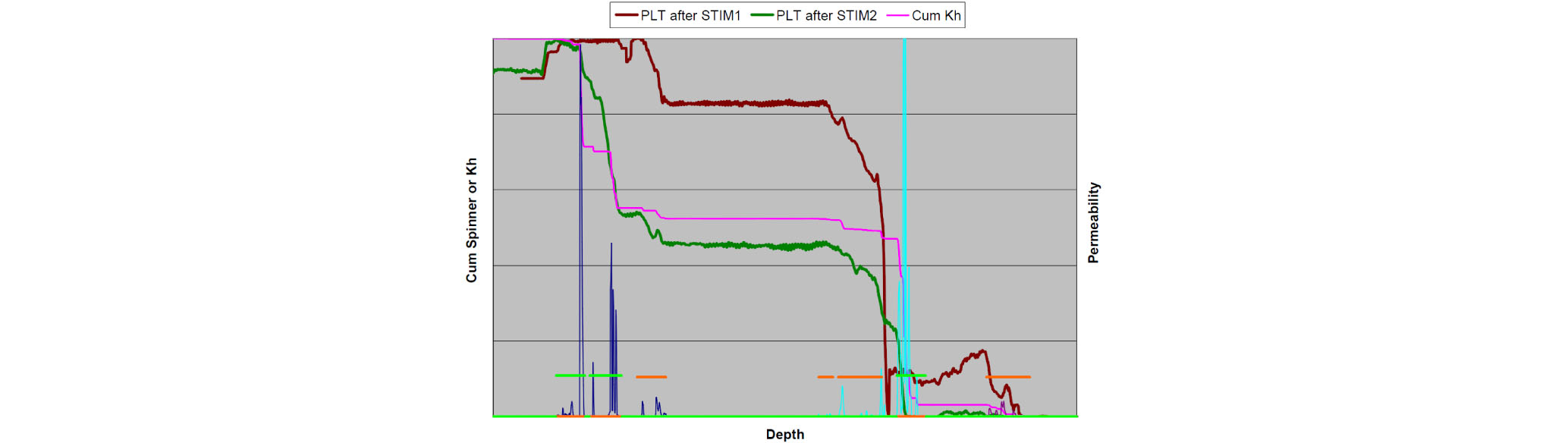
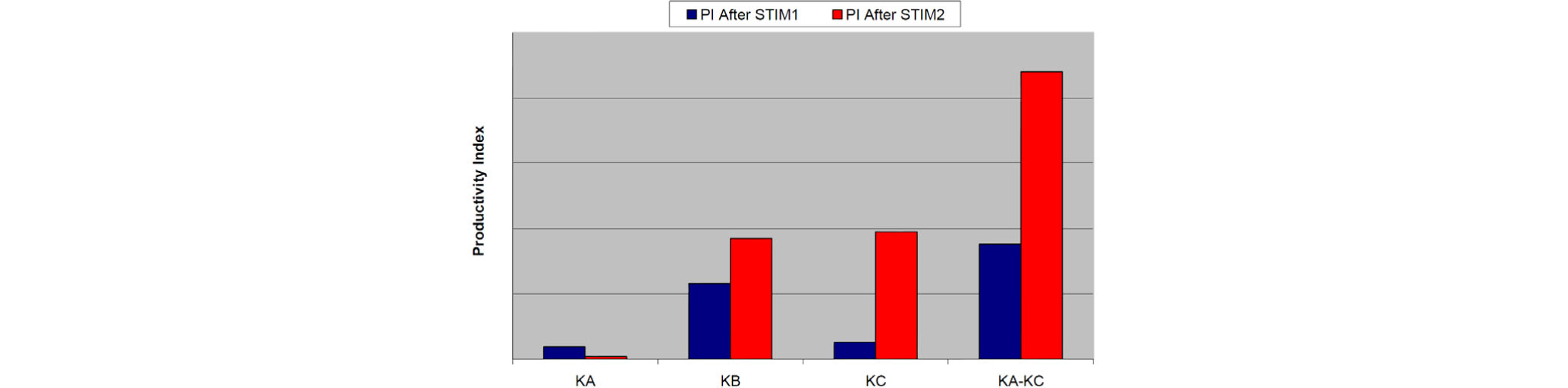
일반적으로 불균질 저류층에서는 유체 생산에 따른 압력 강하가 일정하게 일어나지 않기 때문에 암체 산처리 수행 시 이를 고려한 산의 주입 조건 설계가 필수적이다. RasGas사와 ExxonMobil사는 유정완결 전 유선지층시험(wireline formation test)을 수행하여 저류층의 압력 분포 데이터를 취득함으로써 산의 주입 압력 설정에 활용하였다. 코어 실험 및 현장 데이터 분석 결과는 최종적으로 KA-KC 저류층에 대한 유정자극 모델 개발에 활용되었으며, 개발된 모델을 이용하여 대상 저류층에 대한 암체 산처리의 효율성을 예측 및 분석하였다. 암체 산처리 수행 전 웜홀의 길이를 예측하고 이를 기반으로 스킨을 산출한 결과, STIM1의 경우 -1에서 -2.3로, STIM2의 경우 -2.7에서 -3.3으로 개선되어 STIM2에 비해 STIM1의 스킨 개선 정도가 더 크게 예상되었다. Fig. 11은 암체 산처리 후 유선지층시험을 통해 생산성 분석을 실시한 결과이다. 그래프의 왼쪽 y축은 누적전도도(cumulative conductivity)를 저류층의 깊이에 따라 1에서 0으로 정규화한 값이며, 오른쪽 y축은 투과도를 나타낸다. 누적전도도 그래프는 유체의 생산성과 직결된 결과로 그래프의 기울기가 가장 가파른 경사 구간은 생산성이 가장 높음을 의미하여 천공 구간을 선정하는데 도움이 된다. STIM1과 STIM2에서 생산성이 높게 개선됨을 확인할 수 있으며, STIM2의 경우 저류층의 깊이가 깊은 구간에서 생산성 개선 효과가 급격히 사라져 개선 효율이 낮게 나타남을 알 수 있다. Fig. 12는 산처리 공법 적용에 따른 생산성 지수(productivity index, PI) 변화를 분석한 결과이다. 공법 적용 후 KA-KC 저류층의 생산성 지수가 크게 향상됨으로써 North 가스전에서 암체 산처리의 효율성이 크게 증진되는 것을 확인할 수 있다(Abou-Sayed et al., 2007).
오만 Safah 유전
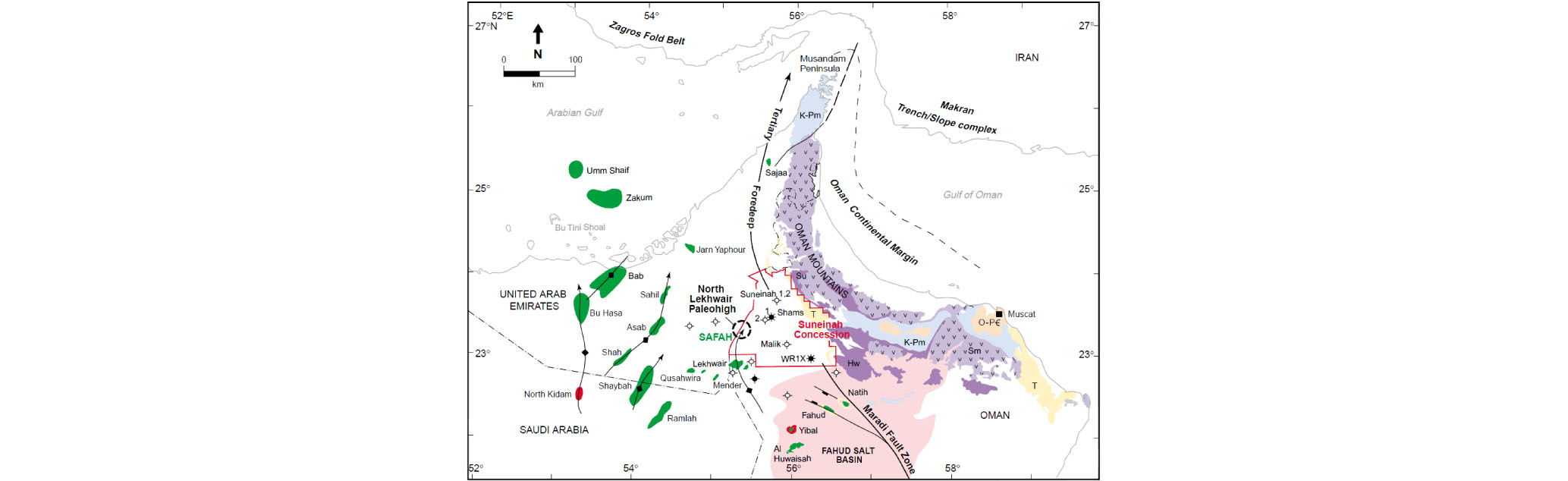
Safah 유전은 오만의 북서쪽에 위치하고 있으며, 주요 저류층인 Shuaiba 지층은 백악기 전기에 형성되어 구조 트랩과 층서 트랩이 결합된 형태이다(Fig. 13). Shuaiba 지층은 세립질의 석회암이 주성분인 탄산염암으로 이루어져 있으며, 다른 탄산염암 저류층에 비해 상대적으로 균질하고 마그네슘 성분이 적은 방해석 군으로 구성되어 있다. Safah 유전은 1983년에 처음으로 발견되어 그해 탐사시추를 수행하였고, 다음해인 1984년에 생산을 개시하였다. Safah 유전의 원시부존량은 650 MMbbl이나, 5 md보다 낮은 저투과도와 상대적으로 얇은 저류층으로 인해 생산성이 낮게 평가되었다. 1991년까지 총 100개의 유정을 통해 생산하였고, 오일 생산량은 26,000 bbl/day, 가스-오일비(gas oil ratio, GOR)는 2,700 scf/bbl, 지층수 생산비(water cut)는 19%로 확인되었다(Vadgama et al., 1991).
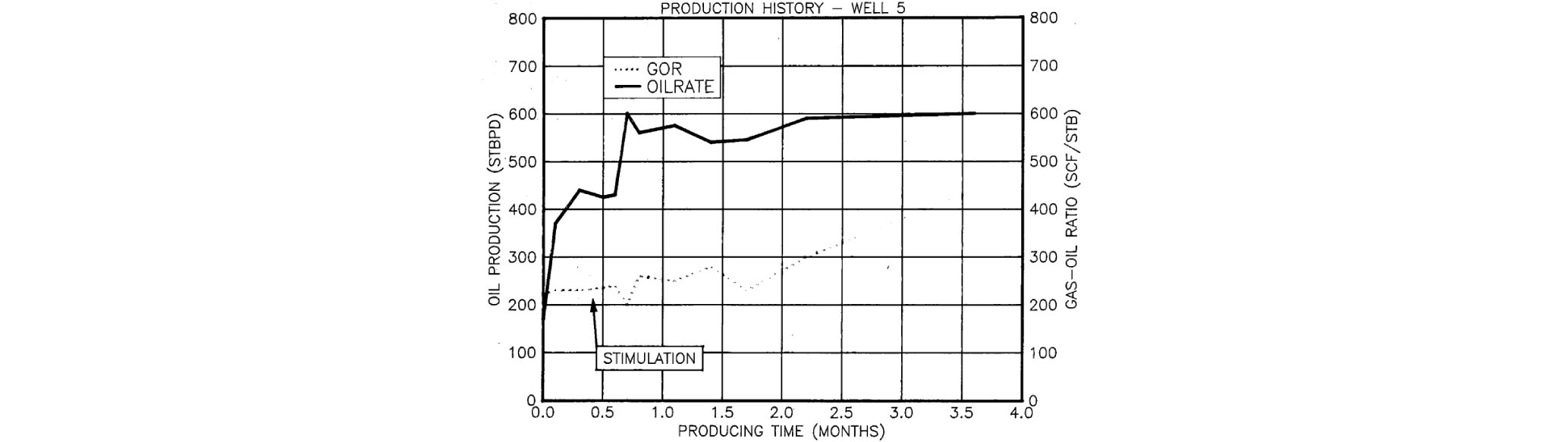
Safah 유전의 낮은 회수율을 증진시키기 위해 산처리 공법이 적용되었으며, 주입유체는 10% 농도의 염산과 생산된 오일을 7:3의 비율로 유화제, 부식방지제, 킬레이트제(chelating agent)를 첨가하여 제조하였다. 또한 제조된 산에 질소를 이용하여 폼(foam)을 형성함으로써, 주입 유체의 점성도를 높이고 염산의 반응을 지연시켜 암체 산처리 공법의 효율을 높였다. 주입정으로부터 산의 침투 가능 거리를 약 5 ~ 5.5 m로 예상하여 6 m의 웜홀이 생성될 수 있는 양의 산을 혼화하였으며, 저류층 내 충분한 유동통로를 형성시키기 위해 3.5~4.5 m의 간격으로 산과 오일 및 패드(pad) 용액을 교대로 주입하였다(Guidry et al., 1989). Fig. 14는 Well 5의 암체 산처리 전, 후의 생산 이력을 나타낸 결과로 공법 적용 이후의 오일 생산량이 약 420 STB/d에서 600 STB/d로 증가하였고 꾸준히 그 생산량이 유지되었음을 알 수 있다. 또한 Table 2와 같이 Well 5의 암체 산처리 공법 수행 전, 후의 저류층 물성을 비교한 결과, 전도도와 투과도의 경우 약 2배의 개선을 보였으며, 생산성 지수는 0.39에서 0.94, 스킨은 -3.1에서 -4.6으로 개선되었다. 이를 통해 Safah 유전에서의 암체 산처리 공법 효율이 우수하게 나타난 것을 확인할 수 있다.

결 론
본 연구에서는 탄산염암 저류층에서 암체 산처리 공법 기술 특성 및 메커니즘을 분석하였고 중동지역에서 수행된 현장사례를 조사하였다. 이를 통해 얻은 결론은 다음과 같다.
1. 성공적인 암체 산처리 수행을 위해서는 저류층 내 산을 주입 시 생성되는 고투과성 통로인 웜홀의 길이 및 형태가 최적화되어야 하며, 이를 위해 암체 산처리 메커니즘에 대한 정확한 분석을 기반으로 최적 기술 개발이 필요하다.
2. 산과 저류암 간의 반응 실험을 통해 도출된 확산계수 및 산처리 코어 유동실험을 통해 선정된 최적 주입률은 웜홀 진행을 예측하기 위한 모델링의 핵심 요소로서 암체 산처리 설계 시 유체의 주입속도 및 부피를 결정하는 데 가장 중요한 역할을 담당한다.
3. 현장사례 분석결과, 일부 사례에서 저류층 내 산과 저류암의 반응 시스템 및 웜홀 예측 모델의 스케일 보정 등이 정확히 반영되지 않아 예측 결과와 비교하여 생산증진 효율이 낮은 특징을 보임을 확인하였다. 따라서 산과 저류암 간의 반응 분석을 수행하여 해당 유전에 적합한 암체 산처리 설계가 필요하다.
4. 제시된 암체 산처리 공법 기술 특성 및 메커니즘과 중동지역의 현장사례는 향후 탄산염암 저류층에서 산처리 공법을 적용한 유정의 생산성 개선 프로젝트의 설계를 위해 기초자료로 활용될 수 있을 것으로 사료된다.
